
The single most consequential decision when sourcing カスタムOEMピクルボールパドル is choosing the correct manufacturing process. For B2B buyers—whether you are an established brand owner, a volume wholesaler, or a scaling Amazon FBA seller—the underlying production method dictates your unit economics, product durability, target retail price point, and ultimately, your brand reputation. Sourcing blindly without understanding the factory-level mechanics often leads to mismatched product-market fit, delamination returns, and margin erosion.
NexaPaddle is a direct-to-brand factory supplier running both cold press molding and hot press forging production lines under one roof—not an assembly shop routing work to third parties. That dual-capability setup lets us give you a straight, unvarnished analysis of what each process actually delivers.
This article breaks down the technical specs, structural mechanics, and commercial implications of both processes. Understanding the exact factory-level data—from core thickness and fiber distribution to USAPA compliance testing and wholesale margins—lets you build profitable, reliable product lines matched precisely to your target market.
What Is Cold Press Molding?
Cold press molding, historically the foundation of the modern paddle industry, remains a highly efficient, commercially viable manufacturing technique. To engineer a reliable paddle using this method, factories must execute precise lamination protocols to ensure the longevity of the finished unit.
How It Works
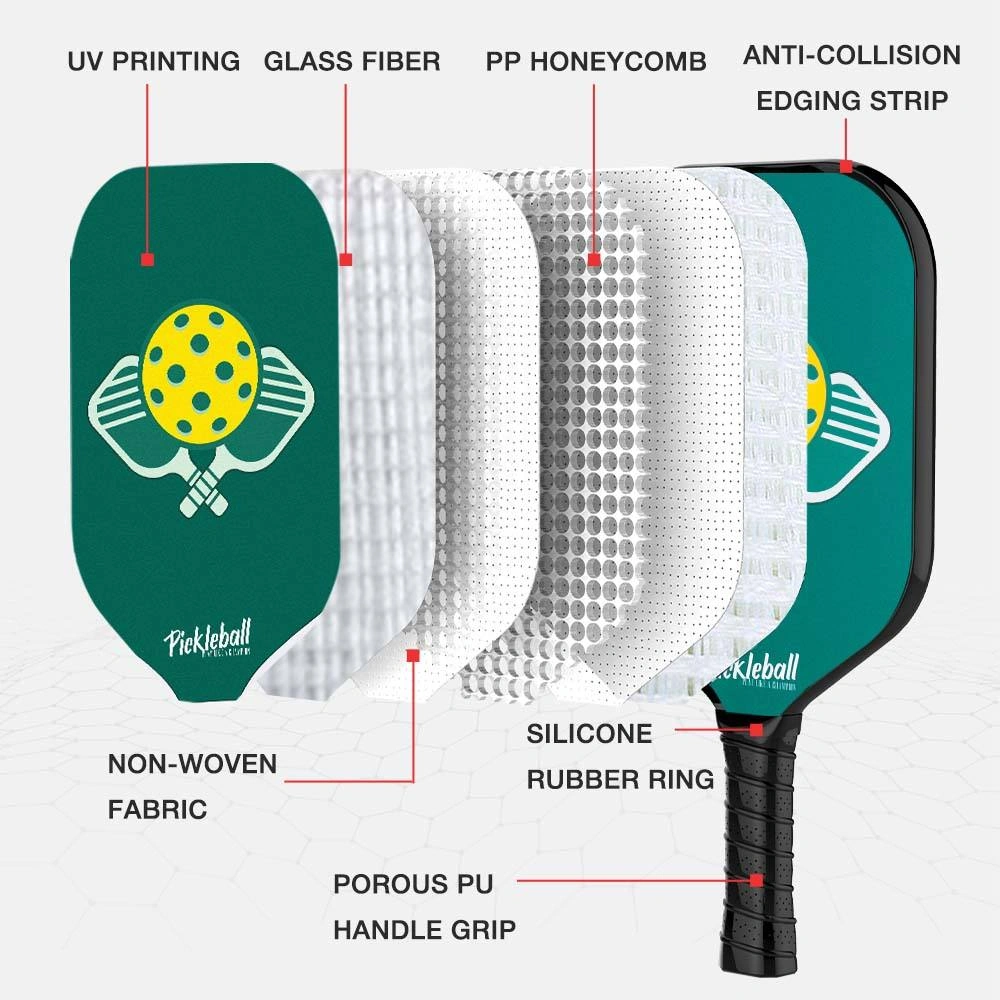
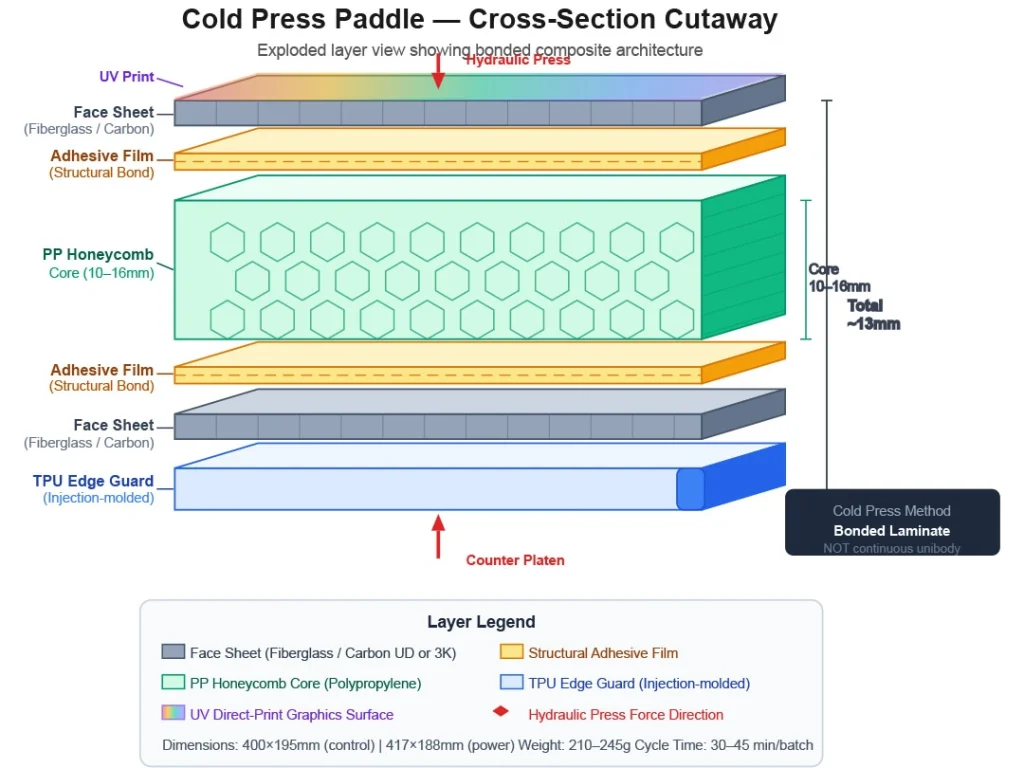
Cold press manufacturing is fundamentally a multi-piece lamination process. The paddle face material—typically fiberglass or carbon fiber—is bonded to the polypropylene (PP) honeycomb core using specialized structural adhesive films. The assembled composite is then placed into a hydraulic press and compressed under high pressure at ambient or strictly controlled low temperatures. Because heat is not used to melt the resins into the core, the face and the core remain two fundamentally separate structural components held together by the cured adhesive layer. Typical cycle time runs 30–45 minutes per batch, making cold press one of the fastest paddle manufacturing methods available.
Key Technical Characteristics
- Fiberglass face options: Weighing between 220–245g, available in 10mm, 13mm, and 16mm core thicknesses to modulate the power-to-control ratio.
- Carbon fiber face options: Utilizing Unidirectional (UD) or 3K woven carbon fiber, these configurations weigh between 210–235g, optimally at 13mm or 16mm thicknesses for enhanced vibration dampening.
- Dimensional tooling: Standardized die-cuts include 400×195mm for traditional control shapes, and 417×188mm for elongated power shapes.
- Core architecture: Standard Polypropylene (PP) Honeycomb.
- Edge protection: Injection-molded TPU edge guards applied post-pressing.
- Graphics application: Direct-to-surface UV printing, yielding full-color, highly durable aesthetics without adding significant weight.
Strengths
The primary advantage of cold press molding is cost-effectiveness combined with proven historical reliability. The faster production cycle translates to aggressive wholesale pricing, making it the premier choice for entry-level to mid-tier retail price points. From a playability standpoint, the adhesive layer introduces a slight dampening effect, offering forgiving control characteristics that beginner and intermediate players prefer. Critically for compliance, cold press paddles naturally possess a lower Coefficient of Restitution—and as they age under play, their PBCoR drops rather than rises, keeping them safely below USAPA thresholds throughout their entire product lifecycle.
制限
The structural integrity relies entirely on the chemical bond of the adhesive film. This bond is the structural weak point. Under repeated thermal cycling (leaving paddles in hot cars) or sustained high-velocity impacts, the adhesive can degrade, leading to face-to-core delamination and “dead spots.” Because the structure is not a continuous unibody, energy transfer upon ball impact is less consistent, resulting in a functionally smaller sweet spot compared to thermoformed alternatives.
To explore this production line, view an example of an OEM fiberglass pickleball paddle.
What Is Hot Press Forging?
Hot press forging, often referred to broadly as thermoforming, represents the pinnacle of current composite paddle engineering. It eliminates the weaknesses of adhesive bonding by using thermodynamics to alter the physical state of the materials, creating a singular, cohesive structural unit.
How It Works
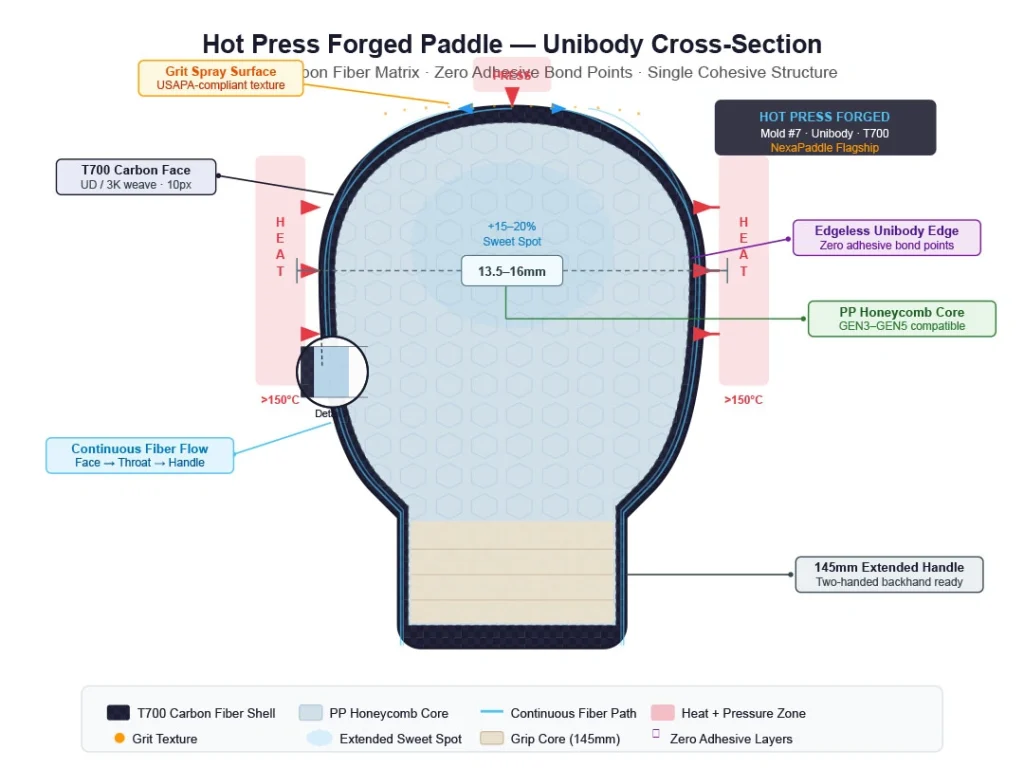
Instead of relying on adhesive films, the hot press process utilizes simultaneous, highly calibrated heat and intense pressure to cure the epoxy resins embedded within the carbon fiber face sheets directly into the cellular structure of the polymer core. Internal mold temperatures exceed 150°C—well above the ~120–130°C softening point of standard PP honeycomb. This means manufacturers must carefully control heat distribution and pressure to mold the carbon fiber around the edges without collapsing the delicate internal core structure.
This process fuses the face material, the core, and the edge structure into a single, continuous unibody. The carbon fiber runs uninterrupted from the top edge of the playing surface, down through the throat, and completely encases the handle. There are zero secondary adhesive bond points to fail. Cycle time runs 1バッチあたり60〜90分—加熱硬化と制御冷却フェーズが必要な冷圧の約2倍—
NexaPaddleの2つのバリアント
“サーモフォーミング”は単一技術として大きく宣伝されていますが、NexaPaddleは異なる性能目標に最適化された2つの特定のホットプレスアプリケーションを区別します:
- サーモフォームされた統合(型 #1–#5, #8): 高温プラテンを使用したユニボディ構造。複数の異なるモールド形状が特定の空力プロファイルを達成します—上級プレーヤーに必要なコントロール、バランス、パワー、拡張ハンドルデザインに対応しています。
- ホットプレス鍛造(型 #7): NexaPaddleの旗艦の先進的な鍛造プロセス。これは、焼成サイクル中に特殊な局所圧力差を利用して最大のカーボンファイバー圧縮を達成し—最大の耐久性、極端なパワー伝達に最適化された剛性、および絶対的なデラミネーションリスクゼロを保証します。
ホットプレス鍛造(型 #7)の主要仕様
- フェイス素材: プレミアムT700カーボンファイバー(UDまたは3K織りで利用可能)。
- 寸法: 420×185mmまたは425×186mm、最大のリーチとスイングウェイトに最適化されています。
- 厚さ構成: 高速度ポップ用の13.5〜14mm、または最大の振動吸収とリセット能力のための16mm。
- ハンドルアーキテクチャ: 145mmの延長ハンドル、両手バックハンドドライブに対応するように設計されています。
- ターゲット重量: 220〜235g、エリートスイングスピードに最適化されています。
- コア技術: 高密度PPハニカム、次世代GEN3–GEN5発泡技術との互換性があります。
- グラフィックス: フェード耐性のある高品質な水デカールがクリアコートの下に層になっています。
- 表面テクスチャ: 工場調整可能なグリットスプレーアプリケーション、スピン生成を最大化しつつ、USAPA粗さ制限内に安全に留まるように正確にメーターが設定されています。
Strengths
ユニボディ構造は、パドルの物理法則を根本的に変えます。連続した繊維分布により、 15~20%大きなスイートスポット、オフセンターヒットからのエネルギーが衝突点で孤立するのではなく、全体のカーボンマトリックスに分散されます。これにより、全体のフェイスで完璧に一貫したパワーが提供されます。ホットプレス方式は、プレイ可能なフェイスエリアを最大化するエッジレスデザインも可能にします。このプロセスは、GEN3からGEN5の発泡注入された周辺からの先進的なコア技術の統合をサポートします。
ブランドがこれを選ぶ理由
商業的な視点から見れば、ホットプレス鍛造はマージン拡張のエクササイズです。高い性能特性は、$130〜$280+のプレミアム小売価格をサポートします。OEMコストは高いですが、比例した小売マークアップにより、ブランドオーナーはプロフェッショナルグレードの機器を提供しながら、55〜72%の粗利益を得ることができます。
これらのプレミアム製造オプションを評価するために、私たちの 熱成形ピクルボールパドル と特定の 鍛造されたT700カーボンピクルボールパドル ラインを見てください。
対決比較:冷圧とホットプレス鍛造
データに基づいた調達戦略を実行するために、バイヤーはこれら2つの方法論を分ける生の仕様を評価する必要があります。以下の表は、直接的な工場での指標を提供します:
| 特長 | 冷圧成形 | ホットプレス鍛造(サーモフォーム) |
|---|---|---|
| 接着方法 | 接着フィルム + 環境圧力 | 同時加熱 + 圧力融合 |
| 構造 | 2ピース(フェイスがコアに結合) | ユニボディ(フェイス、コア、エッジが融合) |
| モールド温度 | 環境・低温 | >150°C(制御分布) |
| サイクルタイム | 30–45 minutes per batch | 1バッチあたり60〜90分 |
| 面材料 | 繊維強化プラスチック、カーボンファイバー(UD/3K)、カーボン+テフロン | T700/T800カーボン、カーボン+ケブラー、カーボン+テフロン |
| コアオプション | PPハニカム | PPハニカム、GEN3/GEN4/GEN5、EPPフォーム |
| 一般的な重量 | 210–245g | 215–245g |
| 厚さ範囲 | 10–16mm | 13–20mm |
| スイートスポット | 標準 | 15〜20%大きい(連続繊維分布) |
| 剥離リスク | 中程度(接着剤の劣化が時間で生じる) | ほぼゼロ(失敗する接着剤接合がない) |
| エッジオプション | TPUエッジガード | エッジレスまたはTPU |
| グラフィックス | UV印刷 | 水転写、レーザー彫刻、UV印刷 |
| OEMコスト範囲 | $15–$28/ユニット | $32–$75/ユニット |
| ターゲット小売価格 | $25–$130 | $129–$319 |
| 粗利益 | 40–55% | 55–72% |
| MOQ | 300個 | 100個 |
| 最適 | エントリー/中級ブランド、予算ライン、スターターキット | プレミアムブランド、プロライン、フラッグシップモデル |
| USAPA準拠 | 簡単な(PBCoRの上限から遠い) | 工場の事前テストを要する(PBCoRの限界に近い) |
| PBCoR老化軌道 | 時間と共に低下(安全) | 時間と共に上昇する可能性がある(QCの監視が必要) |
構造的および経済的データは、いずれのプロセスも時代遅れではないことを明確に示しています。それぞれは、$702.9Mの世界的なピクルボール機器市場内で異なる戦略的機能を果たしています。
財務的に見て、OEMコストの差は決定的です。$28で販売されるコールドプレスユニットは、大量生産の低価格在庫を扱うブランドに安全な資本投入を提供します—Amazonのバンドル、大型小売店の配置、レクリエーショナルなスターターキット。40–55%のマージンプロファイルは、在庫の回転速度に依存します。対照的に、熱プレス癒着ユニットは、より高い初期資本投資($32–$75/ユニット)を要求しますが、ユニボディ構造とGEN3–GEN5コア技術の統合により、$200を超えるMSRPを正当化します。ここが、ブランドが大幅な利益を生み出し、ダイレクト消費者向けのプレミアム販売で最大72%の粗利益を確保する場所です。
規制環境はまた、製造選択に影響を与えます。コールドプレスパドルは、米国ピクルボール協会の基準を安全に下回る低い反発係数を内在的に持っています。ホットプレス鍛造パドルは、接着層にエネルギーが失われないため、すばらしい構造効率を持っています。パドルの面がボールにより多くのエネルギーを返し、性能を厳格な≤0.43 PBCoR制限に近づけます。この重要性は、2024–2025年に高プロファイルの熱成形モデルが—JOOLA Perseus MOD-TA 15やGearboxやPro Kennexからのモデル—市場後のテストでPBCoR超過が明らかになると、USAPAの承認機器リストから削除された際に明らかになりました。競争力のあるプレミアムパドルを設計するには、顔の剛性を微調整し、失格を引き起こさずにパワーを最大化できる工場サプライヤが必要です。これが、適合するプレミアムパドルと禁止されたパドルを分ける工場内キャリブレーションの作業です。

ブランドのための適切なプロセスの選択
最も収益性の高いB2B調達戦略は、どちらか一方のプロセスを選ぶのではなく、両方を利用して包括的で階層的な製品カタログを構築することです。これが、多くの成功したピクルボールブランドが運営しているGood-Better-Best販売フレームワークです:
| ティア | フェイス | コア | プロセス | 小売ターゲット | マージン |
|---|---|---|---|---|---|
| 良い (エントリー) | ファイバーグラス | PPハニカム | コールドプレス | $25–$60 | 40–50% |
| より良い (ミッド) | カーボンファイバー | PPハニカム | コールドプレス | $60–$130 | 45–55% |
| 最高 (プレミアム) | T700/T800 カーボン | GEN3–GEN5 | ホットプレス鍛造 | $130–$280+ | 55–72% |
この階層的なアーキテクチャを確立することで、手頃なコールドプレス繊維強化プラスチックユニットでピクルボールの旅の出発点で顧客をキャッチします。スキルが進むと、ブランドのエコシステムにとどまり、最終的には$200以上のホットプレス鍛造フラッグシップモデルにアップグレードします。このカタログは、複数のサプライヤー関係を必要とせず、すべてのバイヤーセグメントにサービスを提供します。
この階層的カタログを両方の生産ラインを運営する統一工場サプライヤーから調達すること—例えばNexaPaddle—は、4つの具体的な運用上の利点をもたらします:
- 1つのサプライヤー関係からの完全なカタログカバレッジ: 複数の海外ベンダーとの交渉、監査、お支払いの摩擦を排除します。
- 階層間での一貫した品質管理: エントリーレベルのコールドプレスパドルは、プレミアム鍛造ユニットと全く同じ厳格な検査プロトコルを受けます。
- 簡素化されたロジスティクスとコミュニケーション: 発送料金のコンソリデーション、パッケージデザインのコミュニケーションの簡素化、すべてのSKUにわたる生産スケジュールの調整。
- スケール可能な能力: ブランドが市場の牽引力を得るにつれて、工場パートナーはすでに予算オファーからエリートレベルへのシームレスなスケールに対応できる体制が整っています。 カーボンファイバーのピックルボールパドル 新しいサプライチェーンの審査プロセスを必要とせず。
NexaPaddleの生産ラインの内部
コールドプレスとホットプレスの両方の手法で一貫した出力を達成するには、 heavily regulated factory environment が必要です。NexaPaddleは、厳格で透明な5段階のカスタム生産ワークフローを通じて、絶対的な再現性を保証します:
デザイン → 成形 → スプレーポリッシング → 組み立て → 品質管理
重要な 成形 ステップはパドルの構造運命を決定します。私たちのホットプレスラインでは、これは繊維引張強度を最大化するために特定の角度に原材料を細心の注意を払ってカットすることを含みます。熟練した技術者が、T700カーボンおよびコア材料を型に正確に層状に重ねる手動プレフォームおよびレイアップを実行します。厳格な型クリーンプロトコルに従った後、ユニットは高度にキャリブレーションされた加熱プレートと圧力制御されたオートクレーブを経てホットプレスに入ります。
最終的な 品質管理 ステージで適合性が検証されます。私たちのQCステーションは、厳格なバッチサンプリングを行います—ターゲット重量、バランスポイントの許容範囲、コアの硬度をスケールでテストします。重要なことに、NexaPaddleは包括的なUSAPA事前テスト機能を提供します:あなたのパドルが工場のフロアを離れる前に、寸法、表面粗さ、静的変位、摩擦係数(COF)をテストし、管理機関への提出のための絶対的な準備を保証します。
10年以上の複合材料製造の経験を持つNexaPaddleは、300以上のブランドのための生産エンジンであり、アメリカ、カナダ、日本、オーストラリア、イギリス、ドイツ、スペイン、フランスの市場に適合した高性能な在庫を提供しています。

よくある質問
Which manufacturing process makes a better pickleball paddle?
Neither is universally “better.” Cold press excels at cost-effective reliability for entry/mid-tier markets, providing a forgiving feel that developing players require. Hot press forging delivers premium structural performance—a larger sweet spot, zero delamination risk, and consistent power generation demanded by 4.0+ competitive players. The right choice depends entirely on your target demographic and retail price point strategy.
What is the cost difference between cold press and hot press forged paddles?
At the OEM level, cold press carbon fiber paddles cost approximately $15–$28/unit (FOB). Hot press forged T700 carbon paddles range from $32–$75/unit depending on the integration of advanced core technology (Gen 3 through Gen 5 foam perimeters). The higher OEM cost is offset by significantly higher retail pricing power ($130–$280+) and superior gross margins (55–72%).
Can I offer both cold press and hot press paddles under one brand?
Absolutely—this is the exact Good-Better-Best strategy implemented by market leaders. Most successful pickleball brands tier their catalog with cold press custom OEM pickleball paddles at entry/mid levels and thermoformed/forged models at premium. NexaPaddle produces both concurrently, so you maintain one factory supplier relationship across your entire product line, streamlining inventory management and freight consolidation simultaneously.
Are hot press forged paddles harder to get USAPA approved?
Yes, from an engineering standpoint. The thermoformed/forged unibody structure naturally approaches the USAPA PBCoR ceiling (≤0.43, tightened from 0.44 in November 2025) more closely than cold press designs. This is compounded by the PBCoR aging trajectory—thermoformed paddles can test higher over time as micro-structural changes occur under heavy play, which is precisely what led to high-profile delistings in 2024–2025. Factory-level PBCoR pre-testing is essential before official submission. NexaPaddle provides rigorous in-factory compliance testing—deflection, roughness, and dimensional tolerances—to ensure certification readiness before any paddle reaches the USAPA submission process.
What are the minimum order quantities?
Cold press paddles require an MOQ of 300 pieces per design, reflecting the setup costs of die-cutting and bulk material staging. Hot press forged/thermoformed paddles carry a lower MOQ of 100 pieces per design. This lower threshold reflects the optimized, modular production line setup for our premium molds—allowing brands to test premium, high-margin SKUs in the market with limited initial inventory commitment, substantially reducing capital risk on new product launches.
参考文献
NexaPaddle製品知識ベース。(2026)。 コールドプレス成形シリーズ & 熱成形統合シリーズ仕様。
NexaPaddle製造プロセス文書。(2026)。 5段階のカスタム生産ワークフロー。
NexaPaddle 構造分析。 (2024–2025)。 サーモフォーム対コールドプレススイートスポット拡張研究。 熱成形構造における15–20%のスイートスポット拡張。
米国ピクルボール協会。(2025)。 機器基準 — PBCoRの閾値が≤0.43に厳格化されました。
Coherent Market Insights。 (2025)。 ピックルボール装置市場規模レポート。 市場価値は約$702.9Mです。
Joying Pickleball。(2025)。 熱成形とコールドプレス構造。 熱成形のための温度が>150°C; PPハニカムの軟化点は約120–130°C。
ピクルボール倉庫。(2025)。 あなたのパドルは次の禁止リストに入っていますか? PBCoRの施行 2025年7月; 上場廃止モデルにはJOOLA Perseus MOD-TA 15、Gearbox Pro Power Elongated、Pro Kennex Black Aceが含まれます。











