
De belangrijkste beslissing bij sourcing aangepaste OEM pickleball paddles is het kiezen van het juiste productieproces. Voor B2B-kopers—of je nu een gevestigde merk eigenaar, een volumegroothandelaar of een groeiende Amazon FBA-verkoper bent—de onderliggende productiemethode bepaalt jouw eenheidseconomieën, productduurzaamheid, doel-detailhandelsprijs en uiteindelijk jouw merkreputatie. Blind innoveren zonder de fabrieksmechanica te begrijpen leidt vaak tot een mismatch van product-markt fit, delaminatie terugzendingen en marge-erosie.
NexaPaddle is een directe fabriekleverancier die zowel koudpersmolding als warmpersforge productielijnen onder één dak runt—geen assemblagebedrijf dat werk naar derden doorstuurt. Deze dual-capabiliteit helpt ons je een recht door zee, ongecensureerde analyse te geven van wat elk proces werkelijk levert.
Dit artikel biedt een uiteenzetting van de technische specificaties, structurele mechanica en commerciële implicaties van beide processen. Het begrijpen van de exacte fabrieksgegevens—van kerndikte en vezelverdeling tot USAPA-nalevingstests en groothandelsmarges—stelt je in staat om winstgevende, betrouwbare productlijnen op te bouwen die precies zijn afgestemd op jouw doelmarkt.
Wat is Koudpers Molding?
Koudpers molding, historisch gezien de basis van de moderne paddle-industrie, blijft een zeer efficiënte, commercieel levensvatbare productietechniek. Om een betrouwbare paddle met deze methode te ontwerpen, moeten fabrieken nauwkeurige lamineringsprotocollen uitvoeren om de levensduur van de voltooide eenheid te waarborgen.
Hoe het Werkt
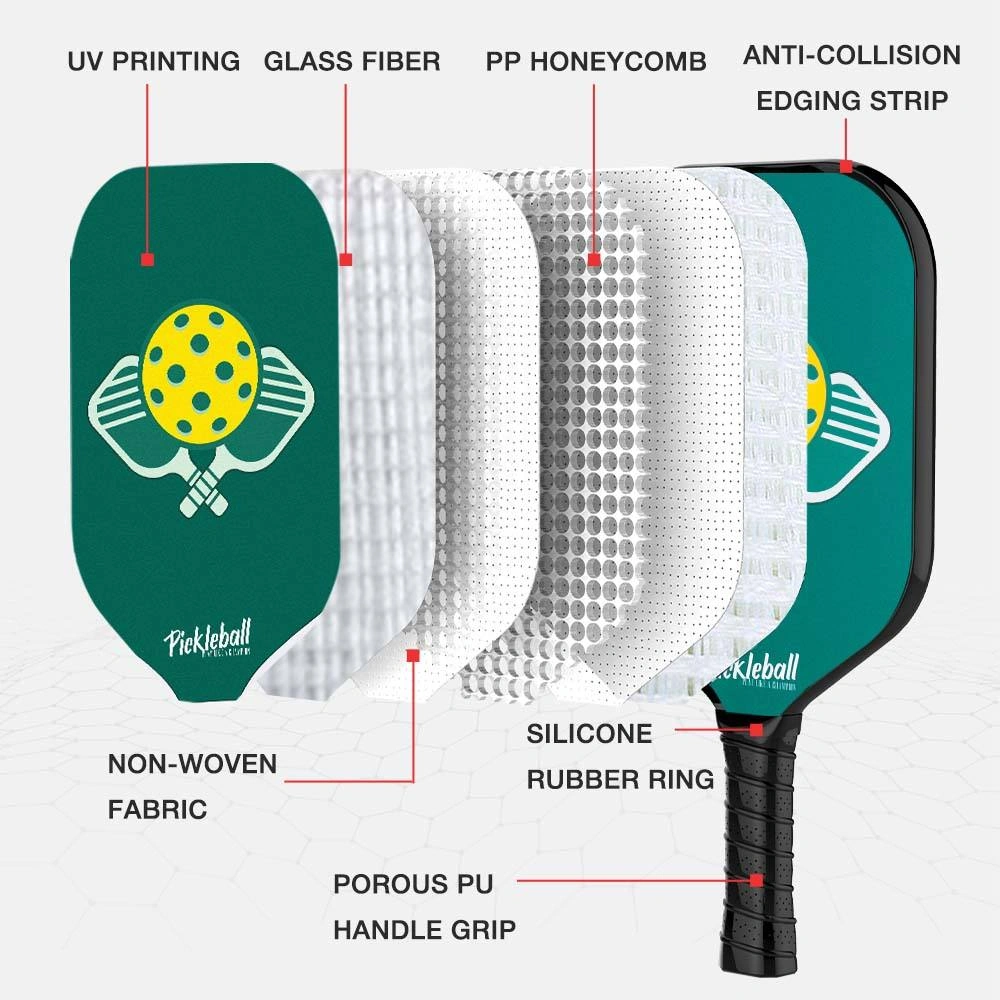
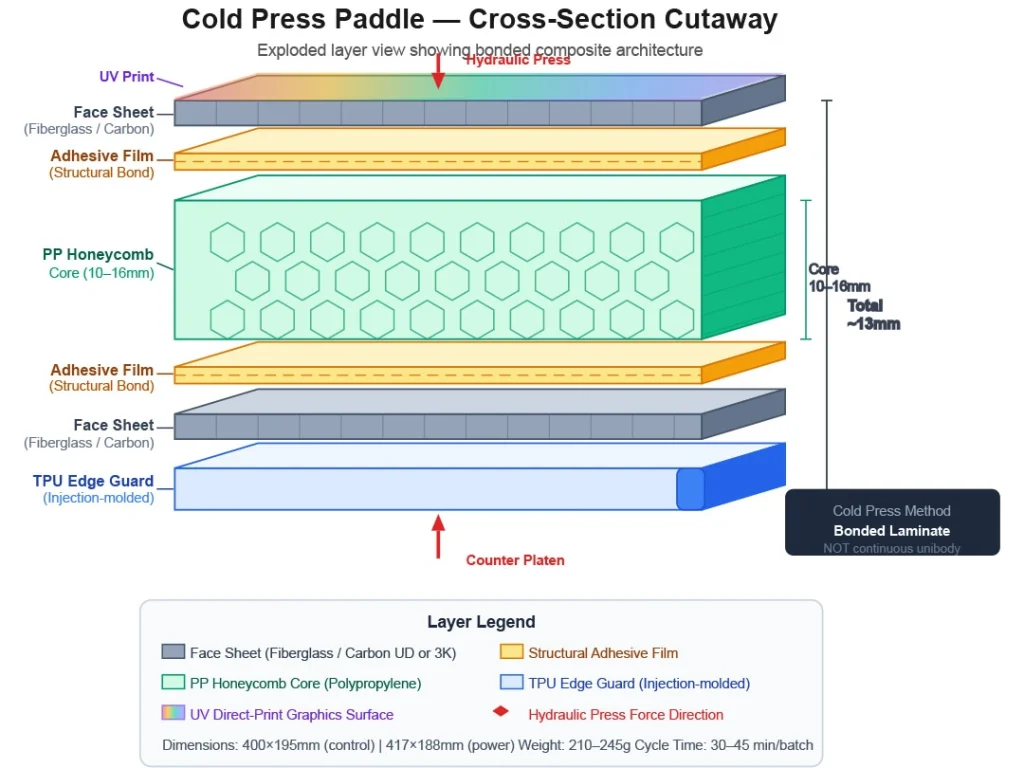
Koudpers productiemethode is fundamenteel een meerpartijen laminatieproces. Het paddle-oppervlaktemateriaal—typisch glasvezel of carbonvezel—wordt verbonden met de polypropyleen (PP) honinggraatkern met behulp van gespecialiseerde structurele lijmfilms. Het samengestelde materiaal wordt vervolgens in een hydraulische pers geplaatst en onder hoge druk samengeperst bij gewone of strikt gecontroleerde lage temperaturen. Omdat er geen warmte wordt gebruikt om de harsen in de kern te smelten, blijven het oppervlak en de kern twee fundamenteel aparte structurele componenten die samen worden gehouden door de uitgeharde lijmlaag. Typische cyclusduur bedraagt 30–45 minuten per batch, waardoor koudpers een van de snelste paddleproductiemethoden is die beschikbaar zijn.
Belangrijke Technische Kenmerken
- Glasvezeloppervlakopties: Gewicht tussen 220–245g, beschikbaar in 10mm, 13mm en 16mm kerndiktes om de kracht-naar-controle verhouding te moduleren.
- Carbonvezeloppervlakopties: Met Unidirectionele (UD) of 3K geweven carbonvezel, wegen deze configuraties tussen 210–235g, optimaal bij 13mm of 16mm diktes voor verbeterde vibratiedemping.
- Dimensietooling: Gestandaardiseerde snijmallen omvatten 400×195mm voor traditionele controlevormen, en 417×188mm voor verlengde krachtvormen.
- Kernarchitectuur: Standaard Polypropyleen (PP) Honinggraat.
- Randbescherming: Injectie-gegoten TPU randbeschermers die na het persen zijn aangebracht.
- Grafische toepassing: Directe UV-printing op het oppervlak, wat resulteert in full-color, zeer duurzame esthetiek zonder significant gewicht toe te voegen.
Sterktes
Het primaire voordeel van koudpers molding is kosteneffectiviteit, gecombineerd met bewezen historische betrouwbaarheid. De snellere productcyclus vertaalt zich naar agressieve groothandelsprijzen, waardoor het de beste keuze is voor instap- tot middelniveau detailhandelsprijsniveaus. Vanuit een speelbaarheidsperspectief introduceert de lijmlaag een licht dempend effect, wat vergevingsgezinde controle-eigenschappen biedt die beginners en gevorderde spelers prefereren. Kritiek voor naleving is dat koudperspaddels van nature een lagere Coëfficiënt van Restitutie bezitten—en naarmate ze ouder worden tijdens het spel, hun PBCoR daalt in plaats van stijgt, waardoor ze veilig onder de USAPA-drempels blijven gedurende hun hele productlevenscyclus.
Beperkingen
De structurele integriteit is volledig afhankelijk van de chemische binding van de lijmfilm. Deze binding is het structurele zwakke punt. Bij herhaald thermisch fietsen (paddels in hete auto’s laten liggen) of aanhoudende hoge-snelheidsimpacten, kan de lijm afbreken, wat leidt tot delaminatie van het oppervlak naar de kern en "dode plekken." Omdat de structuur geen continue unibody is, is de energieoverdracht bij balimpact minder consistent, wat resulteert in een functioneel kleiner zoet punt in vergelijking met thermo-gevormde alternatieven.
Om deze productielijn te verkennen, bekijk een voorbeeld van een OEM glasvezel pickleball paddle.
Wat is Warmpers Forge?
Warmpers forge, vaak breed aangeduid als thermo-vormen, vertegenwoordigt de top van de huidige composiet paddle-engineering. Het elimineert de zwakheden van lijmbinding door thermodynamica te gebruiken om de fysieke toestand van de materialen te veranderen, waardoor een enkel, cohesief structureel eenheid ontstaat.
Hoe het Werkt
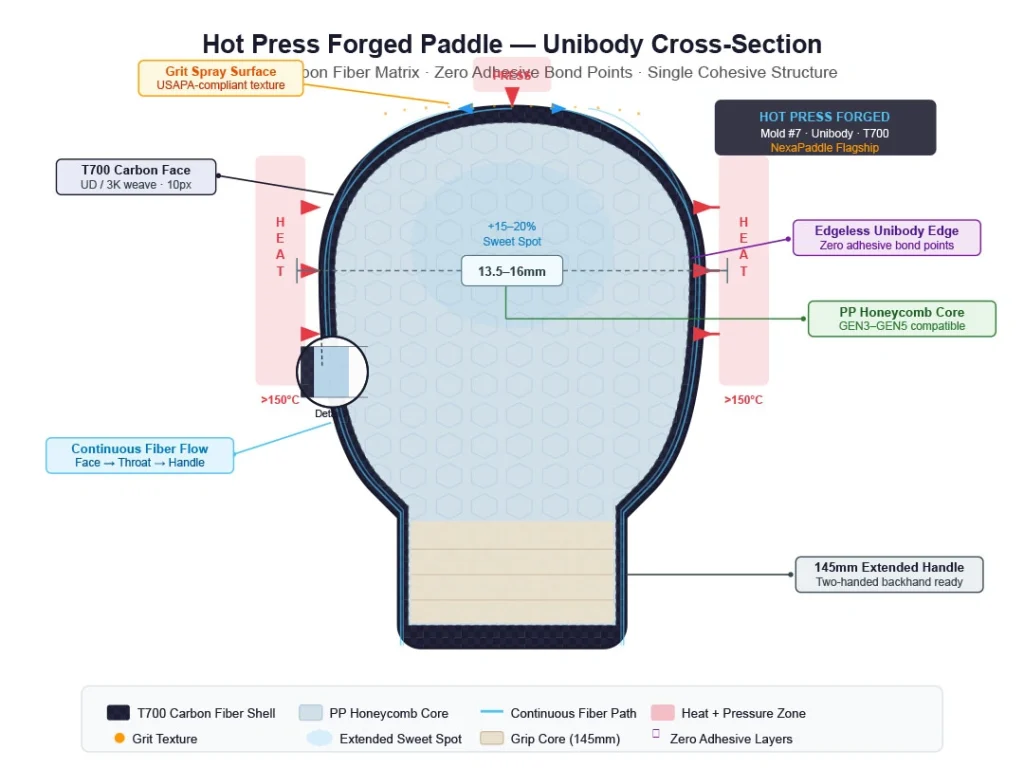
In plaats van afhankelijk te zijn van lijmfilms, maakt het warmpersproces gebruik van gelijktijdige, hooggecalibreerde warmte en intense druk om de epoxyharsen die in de carbonvezeloppervlakken zijn ingebed direct in de cellulaire structuur van de polymeerkern te genezen. Interne mat temperaturen overschrijden 150°C—veel hoger dan het ~120–130°C verzachtingspunt van standaard PP honinggraat. Dit betekent dat fabrikanten de temperatuurverdeling en druk zorgvuldig moeten regelen om de carbonvezel rond de randen te vormen zonder de delicate interne kernstructuur in te laten zakken.
Dit proces smelt het oppervlaktemateriaal, de kern en de randstructuur samen tot een enkele, continue unibody. De carbonvezel loopt ononderbroken van de bovenrand van het speeloppervlak, naar beneden door de hals, en omsluit volledig de handgreep. Er zijn geen secundaire lijmbindingspunten die kunnen falen. De cyclusduur bedraagt 60–90 minuten per batch—ongeveer het dubbele van koudpersen—vanwege de warmte-uitharding en gecontroleerde afkoelingsfases die vereist zijn.
Two Variants at NexaPaddle
While “thermoforming” is heavily marketed as a single technology, NexaPaddle distinguishes two specific hot press applications, each optimized for different performance targets:
- Thermoformed Integrated (Molds #1–#5, #8): Unibody construction with high-temperature platens. Multiple distinct mold shapes achieve specific aerodynamic profiles—catering to control, balanced, power, and extended handle designs required by advanced players.
- Hot Press Forging (Mold #7): NexaPaddle’s flagship advanced forging process. It utilizes specialized localized pressure differentials during the baking cycle to achieve maximum carbon fiber compaction—guaranteeing maximum durability, optimized stiffness for extreme power transfer, and absolute zero delamination risk.
Key Specs for Hot Press Forged (Mold #7)
- Gezichtsmateriaal: Premium T700 Carbon Fiber (available in UD or 3K weaves).
- Afmetingen: 420×185mm or 425×186mm, optimized for maximum reach and swing weight.
- Thickness configurations: 13.5–14mm for high-velocity pop, or 16mm for maximum vibration absorption and reset capability.
- Handle architecture: 145mm extended handle, designed to accommodate two-handed backhand drives.
- Target weight: 220–235g, optimized for elite swing speeds.
- Kerntechnologie: High-density PP Honeycomb, compatible with next-generation GEN3–GEN5 foaming techniques.
- Grafische weergave: Premium water decals layered under clear coats for fade-resistant, high-end finishing.
- Surface texture: Factory-adjustable grit spray application, precisely metered to maximize spin generation while remaining safely under USAPA roughness limits.
Sterktes
The unibody construction fundamentally changes the physics of the paddle. The continuous fiber distribution results in a 15–20% groter zoet punt, as energy from off-center hits is distributed across the entire carbon matrix rather than being isolated at the point of impact. It provides perfectly consistent power across the entire face. The hot press method also allows for edgeless designs that maximize the playable face area. Crucially, this process supports the integration of advanced core technologies from GEN3 through GEN5 foam-injected perimeters.
Why Brands Choose It
From a commercial perspective, hot press forging is an exercise in margin expansion. The elevated performance characteristics support premium $130–$280+ retail pricing. While the OEM cost is higher, the proportional retail markup allows brand owners to capture 55–72% gross margins while delivering professional-grade equipment.
To evaluate these premium manufacturing options, review our thermovormde pickleball paddles and the specific geforgeerde T700 carbon pickleball paddle line.
Head-to-Head Comparison: Cold Press vs. Hot Press Forging
To execute a data-driven sourcing strategy, buyers must evaluate the raw specifications separating these two methodologies. The following table provides direct factory-floor metrics:
| Materiaal | Cold Press Molding | Hot Press Forging (Thermoformed) |
|---|---|---|
| Verbindingmethode | Adhesive film + ambient pressure | Simultaneous heat + pressure fusion |
| Structuur | Two-piece (face bonded to core) | Unibody (face, core, edge fused) |
| Mold Temperature | Ambient / low temperature | >150°C (controlled distribution) |
| Cyclustijd | 30–45 minuten per batch | 60–90 minuten per batch |
| Gezichtmaterialen | Fiberglass, Carbon Fiber (UD/3K), Carbon+Teflon | T700/T800 Carbon, Carbon+Kevlar, Carbon+Teflon |
| Kernopties | PP Honingraat | PP Honeycomb, GEN3/GEN4/GEN5, EPP Foam |
| Typical Weight | 210–245g | 215–245g |
| Thickness Range | 10–16mm | 13–20mm |
| Zoete Plek | Standaard | 15–20% larger (continuous fiber distribution) |
| Delaminatierisico | Moderate (adhesive degradation over time) | Near zero (no adhesive bond to fail) |
| Edge Options | TPU randbeschermer | Edgeless or TPU |
| Graphics | UV-printing | Waterdecals, lasergraveren, UV-printen |
| OEM Cost Range | $15–$28/unit | $32–$75/unit |
| Doel Detailhandel | $25–$130 | €129–€319 |
| Bruto Marge | 40–55% | 55–72% |
| MOQ | 300 stuks | 100 stuks |
| Beste Voor | Instap-/middenklasse merken, budgetlijnen, starterskits | Premiummarken, professionele lijnen, vlaggenschipmodellen |
| USAPA-naleving | Eenvoudig (verder van de PBCoR-grens) | Vereist fabrieksvoortest (benadert PBCoR-grens) |
| PBCoR Verouderingstraject | Daalt in de loop van de tijd (veiliger) | Kan in de loop van de tijd stijgen (vereist QC-vigilantie) |
De structurele en economische gegevens maken één ding duidelijk: geen van beide processen is verouderd. Ze vervullen verschillende strategische functies binnen de $702,9M wereldwijde pickleballuitrustingsmarkt.
Financieel gezien is het kostenverschil van de OEM beslissend. Een koud persapparaat met een maximumprijs van €28 biedt een veilige kapitaaluitgave voor merken die hoge volumes lagere-ticket voorraad verplaatsen—Amazon-bundels, big-box retailplaatsingen en recreatieve starterskits. Het margeprofiel van 40–55% is afhankelijk van de snelheid van de voorraad. Omgekeerd vereisen hete persen thermo-gevormde apparaten een hogere initiële kapitaalinvestering (€32–€75/unit), maar de unibody-structuur en integratie van GEN3–GEN5 kerntechnologieën valideren MSRPs die boven de €200 liggen. Dit is waar merken buitensporige winstgevendheid genereren, met een bruto marge tot 72% op directe verkopen aan consumenten van premium product.
Het regelgevingslandschap dicteert ook de fabricagekeuzes. Koud pers paddles hebben inherent een lagere Coëfficiënt van Terugslag, waardoor ze veilig onder de USAPA-grens blijven. Heet pers gesmeed paddles hebben een enorme structurele efficiëntie—omdat energie niet verloren gaat aan een lijmlaag, keert het paddleoppervlak meer energie terug naar de bal, waardoor de prestaties dicht bij de strikte ≤0,43 PBCoR-limiet komen. De betekenis hiervan werd duidelijk in 2024–2025, toen hoogwaardige thermo-gevormde modellen—including de JOOLA Perseus MOD-TA 15 en modellen van Gearbox en Pro Kennex—uit de goedgekeurde uitrustingslijst van de USAPA werden verwijderd na tests na de markt die PBCoR-overtredingen toonden. Het ontwerpen van een concurrerende premium paddle vereist een fabrieksleverancier die in staat is om de stijfheid van het oppervlak micro-af te stemmen om kracht te maximaliseren zonder diskwalificatie uit te lokken. Dit is precies het in-fabriek kalibratiewerk dat conforme premium paddles van verboden paddles scheidt.

De Juiste Methode Kiezen voor Jouw Merk
De meest winstgevende B2B inkoopstrategie is niet het kiezen van de ene methode boven de andere, maar het toepassen van beide om een uitgebreid, gelaagd productcatalogus te architecten. Dit is het Good-Better-Best merchandising framework waar de meeste succesvolle pickleballmerken nu mee werken:
| Niveau | Face | Kern | Proces | Retaildoel | Marge |
|---|---|---|---|---|---|
| Goed (Instap) | Glasvezel | PP Honingraat | Koude pers | $25–$60 | 40–50% |
| Beter (Midden) | Carbon Fiber | PP Honingraat | Koude pers | $60–$130 | 45–55% |
| Beste (Premium) | T700/T800 Carbon | GEN3–GEN5 | Heet pers gesmeed | $130–$280+ | 55–72% |
Door deze gelaagde architectuur vast te stellen, vang je de klant aan het begin van hun pickleballreis met een betaalbare koud pers glasvezel unit. Naarmate hun vaardigheden verbeteren, blijven ze binnen jouw merkecosysteem—uiteindelijk upgraden ze naar jouw warme pers gesmede vlaggenschipmodel van €200+. De catalogus bedient elk kopersegment zonder dat er meerdere leveranciersrelaties nodig zijn.
Het sourcen van deze gelaagde catalogus van een unieke fabrieksleverancier die beide productielijnen beheert—zoals NexaPaddle—biedt vier concrete operationele voordelen:
- Volledige catalogusdekking vanuit één leveranciersrelatie: Elimineer de wrijving van onderhandelingen met, audits van, en betalingen aan meerdere buitenlandse leveranciers.
- Consistente kwaliteitscontrole over de lagen: Jouw instapniveau koud pers paddles ondergaan exact dezelfde rigoureuze inspectieprotocollen als jouw premium gesmede units.
- Vereenvoudigde logistiek en communicatie: Consolideer verzendcontainers, stroomlijn communicatie over verpakkingsontwerpen, en stem productie tijdlijnen af over alle SKU's.
- Mogelijkheid om op te schalen: Naarmate jouw merk marktaandeel wint, is jouw fabriekspartner al uitgerust om naadloos op te schalen van budgetaanbiedingen naar elite-niveau carbon fiber pickleball paddles zonder dat er een nieuw beoordelingsproces voor de toeleveringsketen nodig is.
Binnen de Productielijn van NexaPaddle
Het bereiken van consistente output over zowel koud persen als heetpersmethoden vereist een zwaar gereguleerde fabrieksomgeving. NexaPaddle zorgt voor absolute herhaalbaarheid door een strikte, transparante 5-staps aangepaste productieworkflow:
Ontwerp → Vormen → Spuitpolijsten → Montage → Kwaliteitscontrole
De kritische Vormen stap bepaalt het structurele lot van het paddle. Voor onze hete perslijnen houdt dit in dat het ruwe materiaal met grote precisie wordt gesneden om de treksterkte van het vezel te maximaliseren. Vakkundige technici voeren handmatige preform en layup uit, waarbij de T700-koolstof en kernmaterialen nauwkeurig in de mallen worden gelaagd. Na strikte reinigingsprotocollen voor de mal, gaan de units de hete pers in via hooggekalibreerde verwarmde platen en drukgeregelde autoclaven om volledige, luchtvrije harsfusie te bereiken.
De laatste Kwaliteitscontrole fase is waar de naleving wordt gevalideerd. Onze QC-stations voeren agressieve batchmonsters uit—testen voor exact doelgewicht, balanspunt toleranties, en kernhardheid op schaal. Cruciaal is dat NexaPaddle uitgebreide USAPA voortestcapaciteiten biedt: voordat jouw paddles de fabrieksvloer verlaten, testen we afmetingen, oppervlakte-ruwheid, statische afbuiging, en Coëfficiënt van Wrijving (COF) om absolute gereedheid voor indiening bij het bestuursorgaan te garanderen.
Met meer dan 10 jaar ervaring in composietproductie fungeert NexaPaddle als de productie-engine voor meer dan 300 merken wereldwijd—met compliant, high-performance voorraad naar markten in de VS, Canada, Japan, Australië, het VK, Duitsland, Spanje en Frankrijk.

Veelgestelde Vragen
Welk productieproces maakt een betere pickleball paddle?
Geen van beiden is universeel 'beter'. Koudpersen excelleert in kosteneffectieve betrouwbaarheid voor instap-/middelmatige markten, biedt een vergevingsgezind gevoel dat ontwikkelende spelers nodig hebben. Warmpersforge levert premium structurele prestaties—een groter zoet punt, geen delaminatierisico en consistente krachtgeneratie die vereist is door 4.0+ competitieve spelers. De juiste keuze hangt volledig af van jouw doelgroep en strategie voor de detailhandelsprijs.
Wat is het kostverschil tussen koudpers en warmpers gesmede paddels?
Op het OEM-niveau kosten koudperscarbonpaddels ongeveer $15–$28/unit (FOB). Warmpersgesmede T700 carbonpaddels variëren van $32–$75/unit, afhankelijk van de integratie van geavanceerde kern technologie (Gen 3 tot Gen 5 schuimranden). De hogere OEM-kosten worden gecompenseerd door aanzienlijk hogere detailhandelsprijzen ($130–$280+) en superieure brutomarges (55–72%).
Kan ik zowel koudpers- als warmperspaddels onder één merk aanbieden?
Absoluut—dit is de exacte Goed-Beter-Best strategie die door marktleiders wordt toegepast. De meest succesvolle pickleball-merken segmenteren hun catalogus met koudpers op maat gemaakte OEM pickleball paddels op instap-/middelmatige niveaus en thermo-gevormde/gesmede modellen op premium niveau. NexaPaddle produceert beide gelijktijdig, zodat je één fabriekleverancierrelatie behoudt voor je hele productlijn, waardoor het voorraadbeheer en vrachtconsolidatie tegelijkertijd gestroomlijnd worden.
Zijn warmpers gesmede paddels moeilijker goedgekeurd te krijgen door de USAPA?
Ja, vanuit een technisch oogpunt. De thermo-gevormde/gesmede unibodystructuur benadert van nature de USAPA PBCoR-limiet (≤0.43, aangescherpt van 0.44 in november 2025) dichter dan koudpersontwerpen. Dit wordt versterkt door de PBCoR verouderingstraject—thermo-gevormde paddels kunnen na verloop van tijd hoger testen naarmate er microstructurele veranderingen optreden onder zware belasting, wat precies leidde tot hoogprofiel delistings in 2024–2025. Voorafgaand PBCoR-testen op fabriekniveau is essentieel vóór officiële indiening. NexaPaddle biedt rigoureuze in-fabriek nalevingstests—afbuiging, ruwheid en dimensionale toleranties—om ervoor te zorgen dat ze klaar zijn voor certificering voordat een paddle het USAPA-indienproces bereikt.
Wat zijn de minimale bestelhoeveelheden?
Koudperspaddels vereisen een MOQ van 300 stuks per ontwerp, wat de opstartkosten van het snijden van mallen en de opschaling van bulk materiaal weerspiegelt. Warmpers gesmede/thermo-gevormde paddels hebben een lagere MOQ van 100 stuks per ontwerp. Deze lagere drempel weerspiegelt de geoptimaliseerde, modulaire productielijnopstelling voor onze premium mallen—waardoor merken premium, hoog-marge SKU's op de markt kunnen testen met beperkte initiële voorraadaansprakelijkheid, wat het kapitaalrisico bij nieuwe productlanceringen aanzienlijk vermindert.
Referenties
NexaPaddle Productkennisdatabase. (2026). Koude Pers Vormingserie & Thermo-gevormde geïntegreerde seriespecificaties.
NexaPaddle Fabrieksdocumentatie. (2026). 5-stappen aangepast productie workflow.
NexaPaddle structurele analyse. (2024–2025). Thermo gevormd versus Koude Pers Sweet Spot Uitbreidingsstudie. 15–20% zoetste plek uitbreiding in thermo-gevormde constructie.
USA Pickleball Associatie. (2025). Uitrustingsnormen — PBCoR-grens aangescherpt tot ≤0.43.
Coherent Market Insights. (2025). Pickleball Apparatuur Marktgrootte Rapport. Markt gewaardeerd op ~$702,9M.
Joying Pickleball. (2025). Thermoforming versus Koud Pers Constructie. Temperatuur >150°C voor thermoformeren; PP honingraat verzachtingspunt ~120–130°C.
Pickleball Warehouse. (2025). Staat jouw paddle op de Volgende Verboden Lijst? PBCoR handhaving juli 2025; van de lijst geschrapte modellen zijn onder andere JOOLA Perseus MOD-TA 15, Gearbox Pro Power Elongated, Pro Kennex Black Ace.











