
The single most consequential decision when sourcing capacità di paddle da pickleball OEM personalizzati is choosing the correct manufacturing process. For B2B buyers—whether you are an established brand owner, a volume wholesaler, or a scaling Amazon FBA seller—the underlying production method dictates your unit economics, product durability, target retail price point, and ultimately, your brand reputation. Sourcing blindly without understanding the factory-level mechanics often leads to mismatched product-market fit, delamination returns, and margin erosion.
NexaPaddle is a direct-to-brand factory supplier running both cold press molding and hot press forging production lines under one roof—not an assembly shop routing work to third parties. That dual-capability setup lets us give you a straight, unvarnished analysis of what each process actually delivers.
This article breaks down the technical specs, structural mechanics, and commercial implications of both processes. Understanding the exact factory-level data—from core thickness and fiber distribution to USAPA compliance testing and wholesale margins—lets you build profitable, reliable product lines matched precisely to your target market.
What Is Cold Press Molding?
Cold press molding, historically the foundation of the modern paddle industry, remains a highly efficient, commercially viable manufacturing technique. To engineer a reliable paddle using this method, factories must execute precise lamination protocols to ensure the longevity of the finished unit.
How It Works
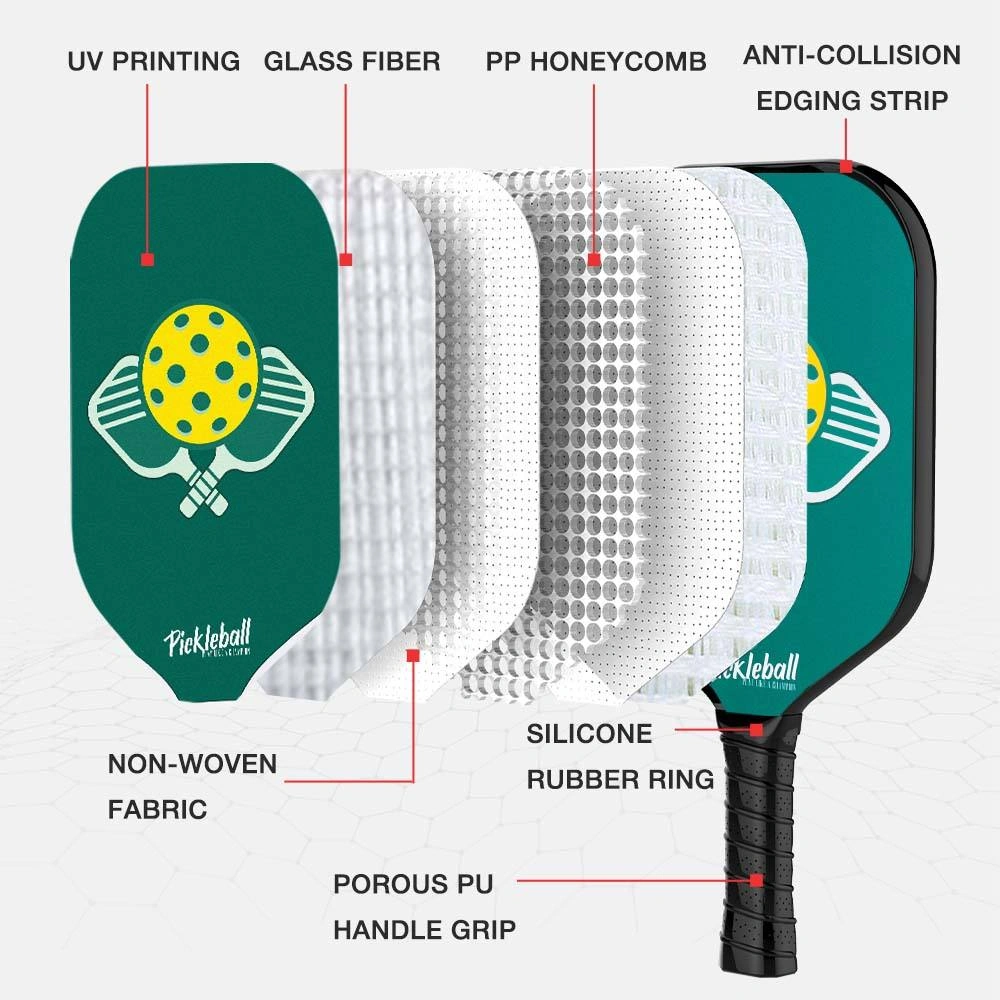
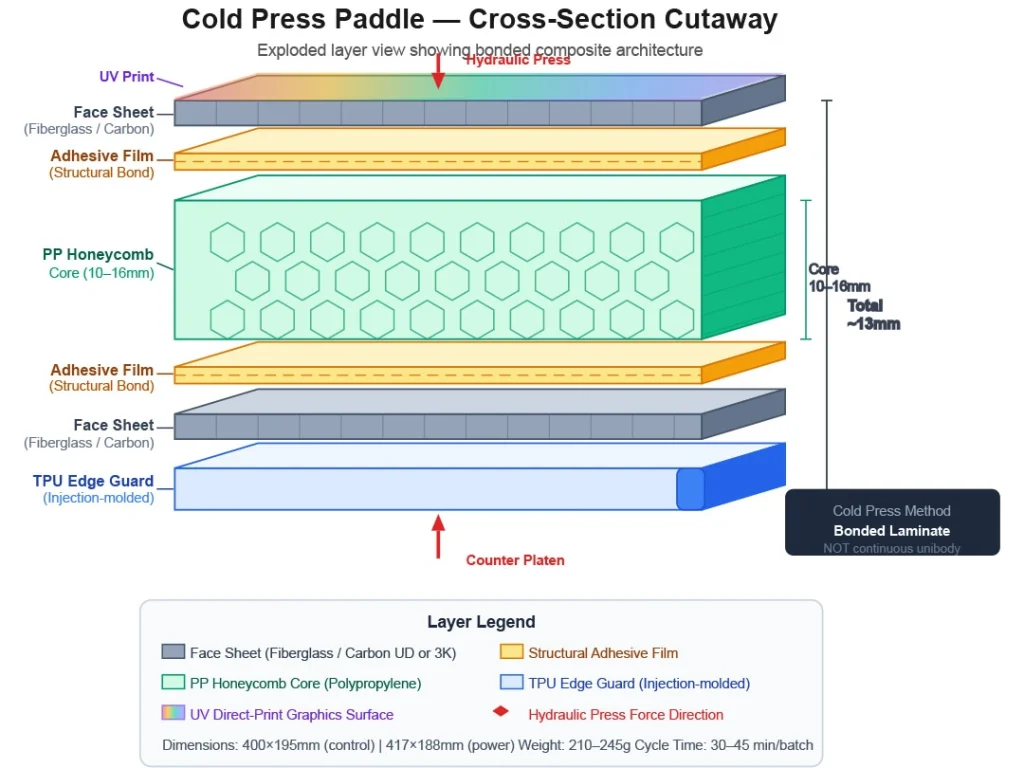
Cold press manufacturing is fundamentally a multi-piece lamination process. The paddle face material—typically fiberglass or carbon fiber—is bonded to the polypropylene (PP) honeycomb core using specialized structural adhesive films. The assembled composite is then placed into a hydraulic press and compressed under high pressure at ambient or strictly controlled low temperatures. Because heat is not used to melt the resins into the core, the face and the core remain two fundamentally separate structural components held together by the cured adhesive layer. Typical cycle time runs 30–45 minutes per batch, making cold press one of the fastest paddle manufacturing methods available.
Key Technical Characteristics
- Fiberglass face options: Weighing between 220–245g, available in 10mm, 13mm, and 16mm core thicknesses to modulate the power-to-control ratio.
- Carbon fiber face options: Utilizing Unidirectional (UD) or 3K woven carbon fiber, these configurations weigh between 210–235g, optimally at 13mm or 16mm thicknesses for enhanced vibration dampening.
- Dimensional tooling: Standardized die-cuts include 400×195mm for traditional control shapes, and 417×188mm for elongated power shapes.
- Core architecture: Standard Polypropylene (PP) Honeycomb.
- Edge protection: Injection-molded TPU edge guards applied post-pressing.
- Graphics application: Direct-to-surface UV printing, yielding full-color, highly durable aesthetics without adding significant weight.
Strengths
The primary advantage of cold press molding is cost-effectiveness combined with proven historical reliability. The faster production cycle translates to aggressive wholesale pricing, making it the premier choice for entry-level to mid-tier retail price points. From a playability standpoint, the adhesive layer introduces a slight dampening effect, offering forgiving control characteristics that beginner and intermediate players prefer. Critically for compliance, cold press paddles naturally possess a lower Coefficient of Restitution—and as they age under play, their PBCoR drops rather than rises, keeping them safely below USAPA thresholds throughout their entire product lifecycle.
Limitazioni
The structural integrity relies entirely on the chemical bond of the adhesive film. This bond is the structural weak point. Under repeated thermal cycling (leaving paddles in hot cars) or sustained high-velocity impacts, the adhesive can degrade, leading to face-to-core delamination and “dead spots.” Because the structure is not a continuous unibody, energy transfer upon ball impact is less consistent, resulting in a functionally smaller sweet spot compared to thermoformed alternatives.
To explore this production line, view an example of an OEM fiberglass pickleball paddle.
What Is Hot Press Forging?
Hot press forging, often referred to broadly as thermoforming, represents the pinnacle of current composite paddle engineering. It eliminates the weaknesses of adhesive bonding by using thermodynamics to alter the physical state of the materials, creating a singular, cohesive structural unit.
How It Works
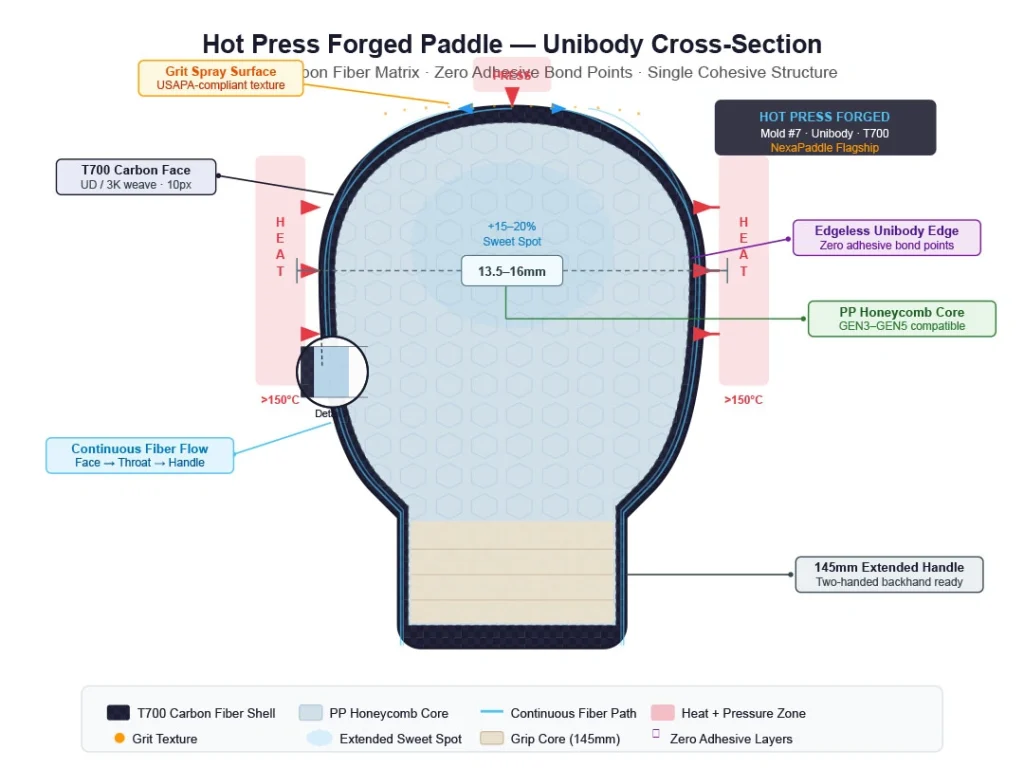
Instead of relying on adhesive films, the hot press process utilizes simultaneous, highly calibrated heat and intense pressure to cure the epoxy resins embedded within the carbon fiber face sheets directly into the cellular structure of the polymer core. Internal mold temperatures exceed 150°C—well above the ~120–130°C softening point of standard PP honeycomb. This means manufacturers must carefully control heat distribution and pressure to mold the carbon fiber around the edges without collapsing the delicate internal core structure.
This process fuses the face material, the core, and the edge structure into a single, continuous unibody. The carbon fiber runs uninterrupted from the top edge of the playing surface, down through the throat, and completely encases the handle. There are zero secondary adhesive bond points to fail. Cycle time runs 60–90 minutes per batch—circa il doppio del cold press—dovuto alle fasi di indurimento a caldo e raffreddamento controllato richieste.
Due Varianti di NexaPaddle
Sebbene il “termoformatura” sia pesantemente commercializzata come una tecnologia unica, NexaPaddle distingue due specifiche applicazioni di hot press, ognuna ottimizzata per diversi obiettivi di prestazione:
- Termoformatura Integrata (Stampi #1–#5, #8): Costruzione unibody con piastre ad alta temperatura. Più forme di stampo distinte raggiungono profili aerodinamici specifici—caterando a design per controllo, bilanciamento, potenza e impugnature estese necessarie dai giocatori avanzati.
- Forgiatura a caldo (Stampo #7): Il processo avanzato di forgiatura di NexaPaddle. Utilizza differenziali di pressione localizzati specializzati durante il ciclo di cottura per ottenere la massima compattazione della fibra di carbonio—garantendo massima durata, rigidità ottimizzata per il trasferimento di potenza estremo e zero rischio di delaminazione.
Specifiche Chiave per Forgiata a Caldo (Stampo #7)
- Materiale della faccia: Fibra di Carbonio Premium T700 (disponibile in trame UD o 3K).
- Dimensioni: 420×185mm o 425×186mm, ottimizzato per massima portata e peso di swing.
- Configurazioni di spessore: 13.5–14mm per pop ad alta velocità, o 16mm per massima assorbimento delle vibrazioni e capacità di ripristino.
- Architettura dell'impugnatura: Impugnatura estesa di 145mm, progettata per accogliere drive di rovescio a due mani.
- Peso target: 220–235g, ottimizzato per velocità di swing elite.
- Tecnologia del nucleo: Alveare in PP ad alta densità, compatibile con tecniche di schiumatura di nuova generazione GEN3–GEN5.
- Grafica: Decalcomanie in acqua premium stratificate sotto rivestimenti trasparenti per finiture resistenti allo sbiadimento e di alta qualità.
- Testura della superficie: Applicazione di spray a grana regolabile in fabbrica, misurata con precisione per massimizzare la generazione di rotazione rimanendo sotto i limiti di ruvidità USAPA.
Strengths
La costruzione unibody cambia fondamentalmente la fisica del paddle. La distribuzione continua delle fibre risulta in un sweet spot più grande del 15–20%, poiché l'energia degli impatti decentrati viene distribuita su tutta la matrice di carbonio anziché essere isolata nel punto d'impatto. Fornisce potenza perfettamente coerente su tutta la superficie. Il metodo di hot press consente anche design senza bordi che massimizzano l'area giocabile. Crucialmente, questo processo supporta l'integrazione di tecnologie avanzate del nucleo dai perimetri in schiuma iniettata GEN3 a GEN5.
Perché i marchi lo scelgono
Da una prospettiva commerciale, la forgiatura a caldo è un esercizio di espansione dei margini. Le caratteristiche di prestazione elevate supportano prezzi al dettaglio premium di $130–$280+. Sebbene il costo OEM sia più alto, il ricarico al dettaglio proporzionale consente ai proprietari di marchi di catturare margini lordi del 55–72% fornendo attrezzature di qualità professionale.
Per valutare queste opzioni di produzione premium, esamina il nostro termofusi per pickleball e il specifico racchetta da pickleball in carbonio T700 forgiato linea.
Confronto Direttamente: Cold Press vs. Forgiatura a Caldo
Per eseguire una strategia di approvvigionamento basata sui dati, gli acquirenti devono valutare le specifiche grezze che separano queste due metodologie. La seguente tabella fornisce metriche dirette di fabbrica:
| Materiale | Stampaggio a Freddo | Forgiatura a Caldo (Termoformata) |
|---|---|---|
| Metodo di collagione | Pellicola adesiva + pressione ambientale | Fusioni simultanee di calore + pressione |
| Struttura | Due pezzi (faccia incollata al nucleo) | Unibody (faccia, nucleo, bordo fusi) |
| Temperatura dello Stampo | Temperatura ambientale / bassa | >150°C (distribuzione controllata) |
| Tempo di ciclo | 30–45 minutes per batch | 60–90 minutes per batch |
| Materiali della superficie | Fibra di vetro, Fibra di Carbonio (UD/3K), Carbon+Teflon | Carbonio T700/T800, Carbon+Kevlar, Carbon+Teflon |
| Opzioni del nucleo | Nido d'ape in PP | Alveare in PP, GEN3/GEN4/GEN5, Schiuma EPP |
| Peso Tipico | 210–245g | 215–245g |
| Gamma di Spessore | 10–16mm | 13–20mm |
| Punto Dolces | Standard | 15–20% più grande (distribuzione continua delle fibre) |
| Rischio di delaminazione | Moderato (degradazione adesiva nel tempo) | Quasi zero (nessun legame adesivo da rompere) |
| Opzioni per i Bordi | Paracolpi in TPU | Senza bordi o TPU |
| Grafica | Stampa UV | Decalcomania ad acqua, incisione laser, stampa UV |
| Fascia di costo OEM | $15–$28/unità | $32–$75/unità |
| Prezzo al dettaglio target | $25–$130 | $129–$319 |
| Margine Lordo | 40–55% | 55–72% |
| MOQ | 300 pezzi | 100 pezzi |
| Migliore per | Marche entry/mid-tier, linee di budget, kit per principianti | Marche premium, linee professionali, modelli di punta |
| Conformità USAPA | Semplice (più lontano dal limite PBCoR) | Richiede pre-test in fabbrica (si avvicina al limite PBCoR) |
| Traiettoria di invecchiamento PBCoR | Diminuisce nel tempo (più sicuro) | Può aumentare nel tempo (richiede vigilanza QC) |
I dati strutturali ed economici chiariscono una cosa: nessun processo è obsoleto. Svolgono funzioni strategiche distinte all'interno del mercato globale delle attrezzature per pickleball da $702,9 milioni.
Dal punto di vista finanziario, il delta di costo OEM è decisivo. Un'unità a freddo che si limita a $28 fornisce un'impegnativa distribuzione di capitale per i marchi che muovono inventario ad alto volume e a basso prezzo—pacchetti Amazon, posizionamenti nel grande commercio al dettaglio e kit per principianti ricreativi. Il profilo di margine del 40–55% si basa sulla velocità di inventario. Al contrario, le unità termoformate a caldo richiedono un investimento iniziale più elevato ($32–$75/unità), ma la struttura monoblocco e l'integrazione delle tecnologie GEN3–GEN5 convalidano gli MSRP superiori a $200. Qui i marchi generano profitti straordinari, assicurandosi fino al 72% di margini lordi sulle vendite premium dirette al consumatore.
Il panorama normativo detta anche le scelte di produzione. Le racchette a freddo possiedono intrinsecamente un Coefficiente di Restituzione inferiore, mantenendosi al di sotto della soglia USAPA. Le racchette forgiati a caldo possiedono un'enorme efficienza strutturale—poiché l'energia non viene persa in uno strato adesivo, la faccia della racchetta restituisce più energia alla pallina, avvicinando le prestazioni al rigoroso limite PBCoR di ≤0,43. L'importanza di questo è stata evidente nel 2024–2025, quando modelli termoformati di alto profilo—tra cui il JOOLA Perseus MOD-TA 15 e modelli di Gearbox e Pro Kennex—sono stati rimossi dall'elenco delle attrezzature approvate dall'USAPA dopo che prove post-mercato hanno rivelato superamenti di PBCoR. Progettare una racchetta premium competitiva richiede un fornitore di fabbrica in grado di micro-calibrare la rigidità della faccia per massimizzare la potenza senza innescare la squalifica. Questo è esattamente il lavoro di calibrazione in fabbrica che separa le racchette premium conformi da quelle vietate.

Scegliere il Processo Giusto per il Tuo Marchio
La strategia di approvvigionamento B2B più redditizia non è selezionare un processo a scapito dell'altro, ma piuttosto utilizzare entrambi per architettare un catalogo di prodotti completo e stratificato. Questo è il framework di merchandising Buono-Migliore-Miglior che la maggior parte dei marchi di pickleball di successo ora adotta:
| Fascia | Superficie | Compensato solido (senza nido d'ape) | Processo | Obiettivo di vendita al dettaglio | Margine |
|---|---|---|---|---|---|
| Buono (Ingresso) | Fibra di Vetro | Nido d'ape in PP | Pressato a Freddo | $25–$60 | 40–50% |
| Migliore (Medio) | Fibra di Carbonio | Nido d'ape in PP | Pressato a Freddo | $60–$130 | 45–55% |
| Migliore (Premium) | Carbonio T700/T800 | GEN3–GEN5 | Forgiato a caldo | $130–$280+ | 55–72% |
Stabilendo questa architettura stratificata, catturi il cliente all'inizio del proprio viaggio nel pickleball con un'unità in fibra di vetro a freddo accessibile. Man mano che le loro abilità progrediscono, rimangono nell'ecosistema del tuo marchio—aggiornando infine al tuo modello di punta forgiato a caldo da oltre $200. Il catalogo serve ogni segmento di acquirenti senza richiedere più relazioni con fornitori.
Sourcing di questo catalogo stratificato da un fornitore di fabbrica unificato che opera entrambe le linee di produzione—come NexaPaddle—offre quattro concreti vantaggi operativi:
- Copertura completa del catalogo da una sola relazione con il fornitore: Elimina l'attrito di negoziazioni, audit e pagamenti a più fornitori esteri.
- Controllo qualità coerente tra i livelli: Le tue racchette a freddo di livello base subiscono gli esatti stessi rigorosi protocolli di ispezione delle tue unità forgiati premium.
- Logistica e comunicazione semplificate: Consolida i contenitori di spedizione, semplifica le comunicazioni sul design del packaging e allinea le tempistiche di produzione su tutti gli SKU.
- Capacità di scalare: Man mano che il tuo marchio guadagna trazione nel mercato, il tuo partner di fabbrica è già attrezzato per scalare senza problemi dalle offerte di budget a quelle di elite paddles da pickleball in fibra di carbonio senza richiedere un nuovo processo di verifica della catena di fornitura.
Dentro la Linea di Produzione di NexaPaddle
Raggiungere un'output coerente tra le metodologie a freddo e a caldo richiede un ambiente di fabbrica pesantemente regolato. NexaPaddle garantisce assoluta ripetibilità attraverso un rigoroso e trasparente flusso di lavoro di produzione personalizzato in 5 fasi:
Progetto → Formatura → Lucidatura a Spruzzo → Assemblaggio → Controllo Qualità
Il critico Formatura passaggio determina il destino strutturale della racchetta. Per le nostre linee a caldo, questo comporta un taglio meticoloso dei materiali grezzi a specifici angoli per massimizzare la resistenza alla trazione delle fibre. Tecnici esperti eseguono la preformatura e l'accatastamento manuale, stratificando con precisione i materiali in carbonio T700 e core negli stampi. Dopo rigorosi protocolli di pulizia degli stampi, le unità entrano nel pressa caldo tramite piastre riscaldate altamente calibrate e autoclavi a pressione regolata per ottenere una fusione della resina completa e senza vuoti.
L'ultimo Controllo Qualità stadio è dove viene convalidata la conformità. Le nostre stazioni QC effettuano campionamenti aggressivi e di lotti—testando il peso target esatto, le tolleranze del punto di equilibrio e la durezza del core su larga scala. In modo cruciale, NexaPaddle offre ampie capacità di pre-test USAPA: prima che le tue racchette lascino il pavimento della fabbrica, testiamo le dimensioni, la rugosità superficiale, la deflessione statica e il Coefficiente di Attrito (COF) per garantire la pronta disposizione per la presentazione al corpo direttivo.
Con oltre 10 anni di esperienza nella produzione di compositi, NexaPaddle funge da motore di produzione per oltre 300 marchi a livello globale—offrendo inventario conforme e ad alte prestazioni ai mercati di USA, Canada, Giappone, Australia, Regno Unito, Germania, Spagna e Francia.

Domande Frequenti
Which manufacturing process makes a better pickleball paddle?
Neither is universally “better.” Cold press excels at cost-effective reliability for entry/mid-tier markets, providing a forgiving feel that developing players require. Hot press forging delivers premium structural performance—a larger sweet spot, zero delamination risk, and consistent power generation demanded by 4.0+ competitive players. The right choice depends entirely on your target demographic and retail price point strategy.
What is the cost difference between cold press and hot press forged paddles?
At the OEM level, cold press carbon fiber paddles cost approximately $15–$28/unit (FOB). Hot press forged T700 carbon paddles range from $32–$75/unit depending on the integration of advanced core technology (Gen 3 through Gen 5 foam perimeters). The higher OEM cost is offset by significantly higher retail pricing power ($130–$280+) and superior gross margins (55–72%).
Can I offer both cold press and hot press paddles under one brand?
Absolutely—this is the exact Good-Better-Best strategy implemented by market leaders. Most successful pickleball brands tier their catalog with cold press custom OEM pickleball paddles at entry/mid levels and thermoformed/forged models at premium. NexaPaddle produces both concurrently, so you maintain one factory supplier relationship across your entire product line, streamlining inventory management and freight consolidation simultaneously.
Are hot press forged paddles harder to get USAPA approved?
Yes, from an engineering standpoint. The thermoformed/forged unibody structure naturally approaches the USAPA PBCoR ceiling (≤0.43, tightened from 0.44 in November 2025) more closely than cold press designs. This is compounded by the PBCoR aging trajectory—thermoformed paddles can test higher over time as micro-structural changes occur under heavy play, which is precisely what led to high-profile delistings in 2024–2025. Factory-level PBCoR pre-testing is essential before official submission. NexaPaddle provides rigorous in-factory compliance testing—deflection, roughness, and dimensional tolerances—to ensure certification readiness before any paddle reaches the USAPA submission process.
What are the minimum order quantities?
Cold press paddles require an MOQ of 300 pieces per design, reflecting the setup costs of die-cutting and bulk material staging. Hot press forged/thermoformed paddles carry a lower MOQ of 100 pieces per design. This lower threshold reflects the optimized, modular production line setup for our premium molds—allowing brands to test premium, high-margin SKUs in the market with limited initial inventory commitment, substantially reducing capital risk on new product launches.
Riferimenti
NexaPaddle Knowledge Base. (2026). Specifiche della serie di stampaggio a freddo e della serie integrata termoformata.
Documentazione del Processo di Produzione di NexaPaddle. (2026). Flusso di lavoro personalizzato in 5 fasi.
Analisi strutturale di NexaPaddle. (2024–2025). Studio sull'espansione del punto dolce: termoformato vs. pressato a freddo. Espansione del punto dolce del 15-20% nella costruzione termoformata.
USA Pickleball Association. (2025). Standard delle attrezzature — soglia PBCoR inasprita a ≤0.43.
Coherent Market Insights. (2025). Rapporto sulle dimensioni del mercato dell'attrezzatura per pickleball. Mercato valutato a ~702,9 milioni di dollari.
Joying Pickleball. (2025). Costruzione termoformata vs a freddo. Temperatura >150°C per termoformatura; punto di ammorbidimento PP a nido d'ape ~120–130°C.
Pickleball Warehouse. (2025). La tua racchetta è nella prossima lista di divieto? Esecuzione di PBCoR luglio 2025; i modelli declassificati includono JOOLA Perseus MOD-TA 15, Gearbox Pro Power Elongated, Pro Kennex Black Ace.











