
The single most consequential decision when sourcing capacidade de paddles de pickleball OEM personalizados. is choosing the correct manufacturing process. For B2B buyers—whether you are an established brand owner, a volume wholesaler, or a scaling Amazon FBA seller—the underlying production method dictates your unit economics, product durability, target retail price point, and ultimately, your brand reputation. Sourcing blindly without understanding the factory-level mechanics often leads to mismatched product-market fit, delamination returns, and margin erosion.
NexaPaddle is a direct-to-brand factory supplier running both cold press molding and hot press forging production lines under one roof—not an assembly shop routing work to third parties. That dual-capability setup lets us give you a straight, unvarnished analysis of what each process actually delivers.
This article breaks down the technical specs, structural mechanics, and commercial implications of both processes. Understanding the exact factory-level data—from core thickness and fiber distribution to USAPA compliance testing and wholesale margins—lets you build profitable, reliable product lines matched precisely to your target market.
What Is Cold Press Molding?
Cold press molding, historically the foundation of the modern paddle industry, remains a highly efficient, commercially viable manufacturing technique. To engineer a reliable paddle using this method, factories must execute precise lamination protocols to ensure the longevity of the finished unit.
How It Works
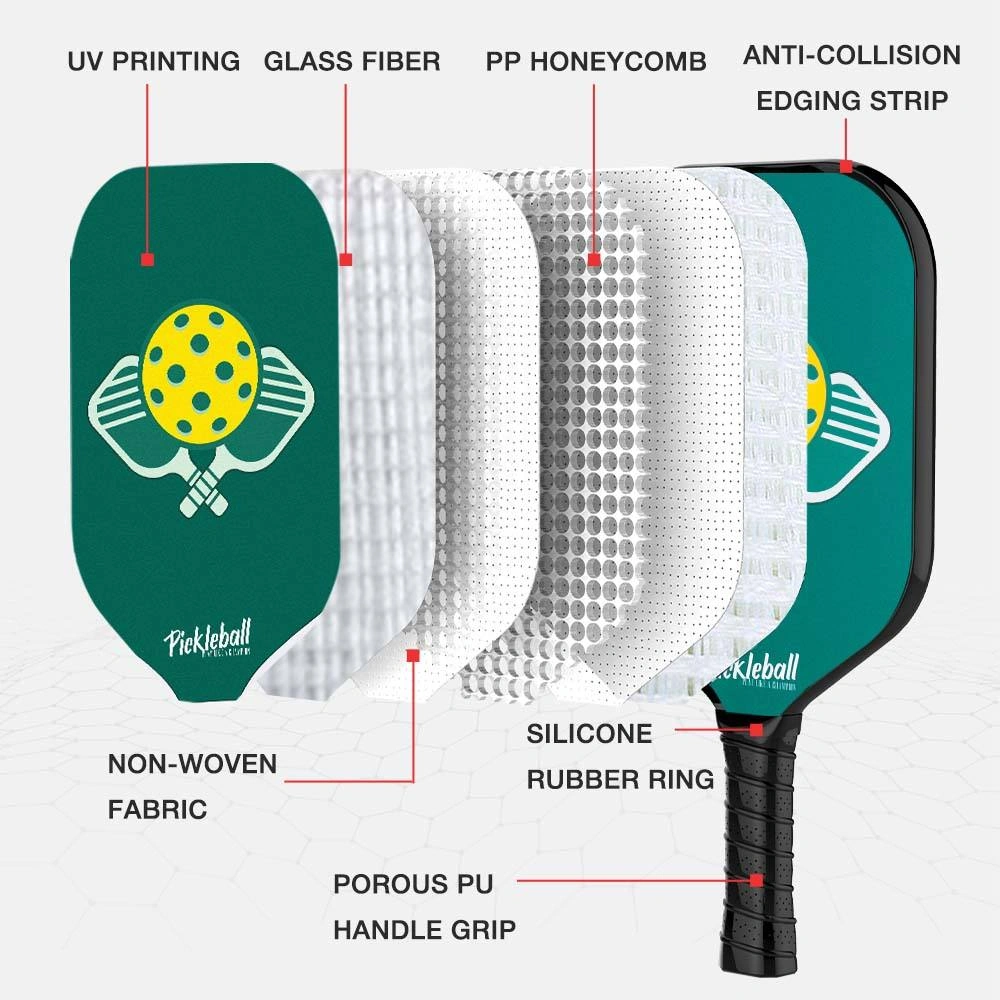
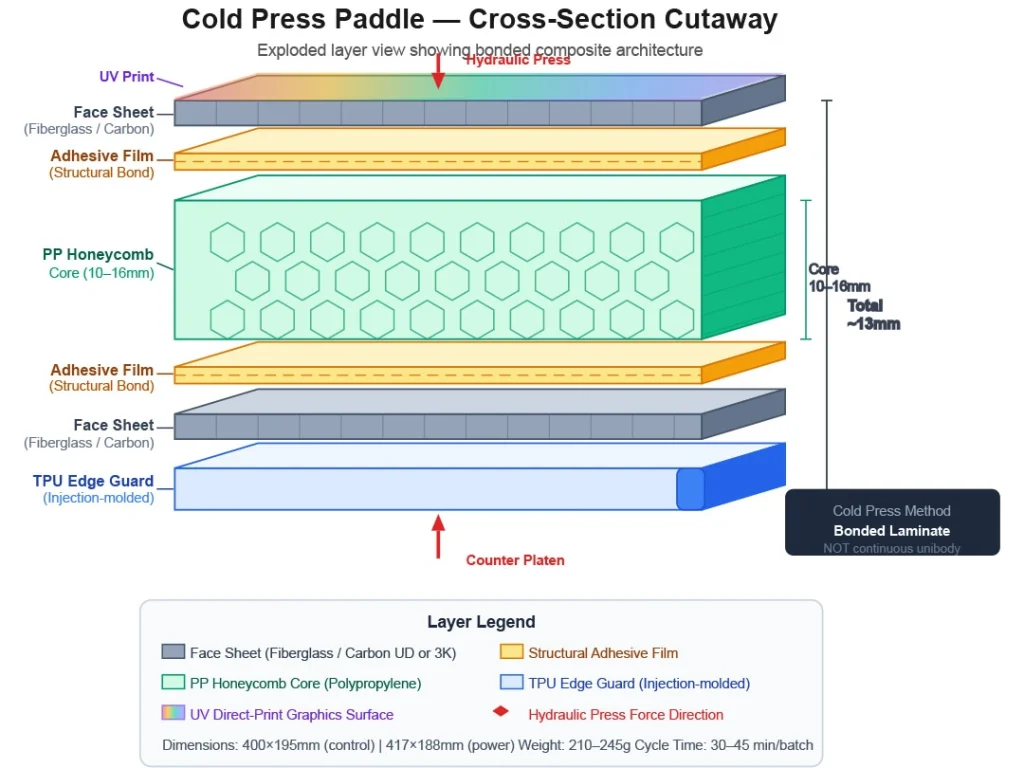
Cold press manufacturing is fundamentally a multi-piece lamination process. The paddle face material—typically fiberglass or carbon fiber—is bonded to the polypropylene (PP) honeycomb core using specialized structural adhesive films. The assembled composite is then placed into a hydraulic press and compressed under high pressure at ambient or strictly controlled low temperatures. Because heat is not used to melt the resins into the core, the face and the core remain two fundamentally separate structural components held together by the cured adhesive layer. Typical cycle time runs 30–45 minutes per batch, making cold press one of the fastest paddle manufacturing methods available.
Key Technical Characteristics
- Fiberglass face options: Weighing between 220–245g, available in 10mm, 13mm, and 16mm core thicknesses to modulate the power-to-control ratio.
- Carbon fiber face options: Utilizing Unidirectional (UD) or 3K woven carbon fiber, these configurations weigh between 210–235g, optimally at 13mm or 16mm thicknesses for enhanced vibration dampening.
- Dimensional tooling: Standardized die-cuts include 400×195mm for traditional control shapes, and 417×188mm for elongated power shapes.
- Core architecture: Standard Polypropylene (PP) Honeycomb.
- Edge protection: Injection-molded TPU edge guards applied post-pressing.
- Graphics application: Direct-to-surface UV printing, yielding full-color, highly durable aesthetics without adding significant weight.
Strengths
The primary advantage of cold press molding is cost-effectiveness combined with proven historical reliability. The faster production cycle translates to aggressive wholesale pricing, making it the premier choice for entry-level to mid-tier retail price points. From a playability standpoint, the adhesive layer introduces a slight dampening effect, offering forgiving control characteristics that beginner and intermediate players prefer. Critically for compliance, cold press paddles naturally possess a lower Coefficient of Restitution—and as they age under play, their PBCoR drops rather than rises, keeping them safely below USAPA thresholds throughout their entire product lifecycle.
Limitações
The structural integrity relies entirely on the chemical bond of the adhesive film. This bond is the structural weak point. Under repeated thermal cycling (leaving paddles in hot cars) or sustained high-velocity impacts, the adhesive can degrade, leading to face-to-core delamination and “dead spots.” Because the structure is not a continuous unibody, energy transfer upon ball impact is less consistent, resulting in a functionally smaller sweet spot compared to thermoformed alternatives.
To explore this production line, view an example of an OEM fiberglass pickleball paddle.
What Is Hot Press Forging?
Hot press forging, often referred to broadly as thermoforming, represents the pinnacle of current composite paddle engineering. It eliminates the weaknesses of adhesive bonding by using thermodynamics to alter the physical state of the materials, creating a singular, cohesive structural unit.
How It Works
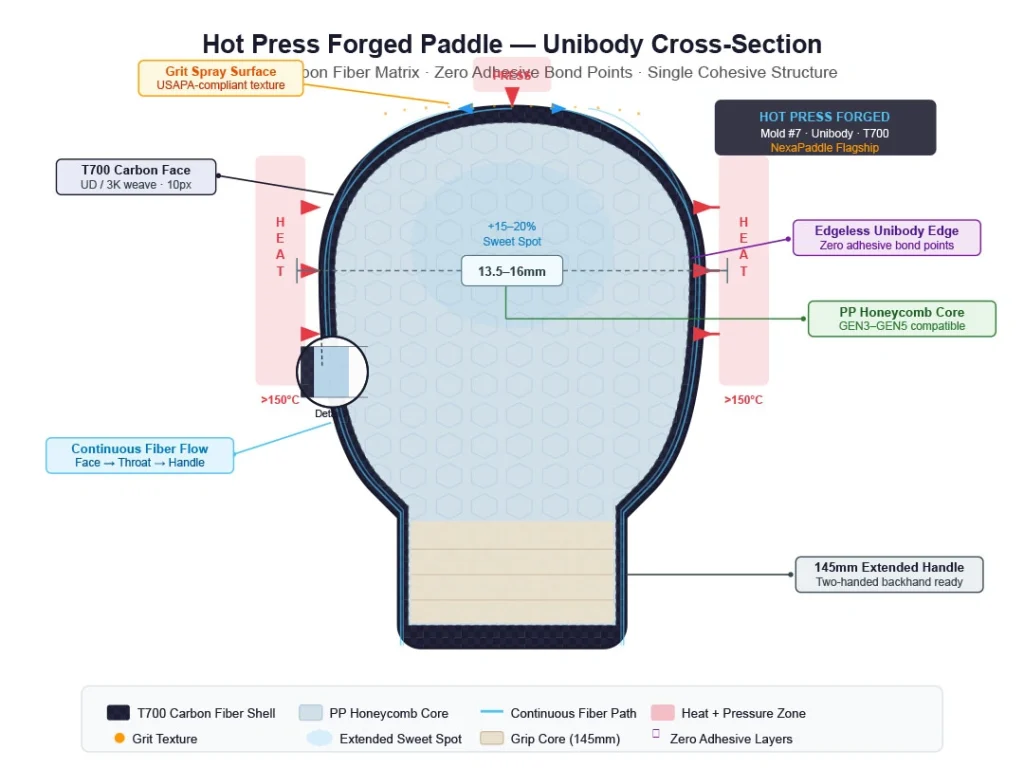
Instead of relying on adhesive films, the hot press process utilizes simultaneous, highly calibrated heat and intense pressure to cure the epoxy resins embedded within the carbon fiber face sheets directly into the cellular structure of the polymer core. Internal mold temperatures exceed 150°C—well above the ~120–130°C softening point of standard PP honeycomb. This means manufacturers must carefully control heat distribution and pressure to mold the carbon fiber around the edges without collapsing the delicate internal core structure.
This process fuses the face material, the core, and the edge structure into a single, continuous unibody. The carbon fiber runs uninterrupted from the top edge of the playing surface, down through the throat, and completely encases the handle. There are zero secondary adhesive bond points to fail. Cycle time runs 60–90 minutos por lote—aproximadamente o dobro do cold press—devido às fases de cura térmica e resfriamento controlado necessárias.
Duas Variações na NexaPaddle
Embora “termoformagem” seja amplamente comercializada como uma única tecnologia, a NexaPaddle distingue duas aplicações específicas de prensagem a quente, cada uma otimizada para diferentes metas de desempenho:
- Termoformado Integrado (Moldes #1–#5, #8): Construção monobloco com platôs de alta temperatura. Múltiplas formas de moldes distintas alcançam perfis aerodinâmicos específicos—atendendo ao controle, balanceamento, potência e designs de cabo estendido exigidos por jogadores avançados.
- Forjamento a Quente (Molde #7): O processo de forjamento avançado da NexaPaddle. Ele utiliza diferenciais de pressão localizados durante o ciclo de cozimento para alcançar a máxima compactação de fibra de carbono—garantindo máxima durabilidade, rigidez otimizada para transferência extrema de potência e risco absoluto de delaminação zero.
Especificações Chave para Forjamento a Quente (Molde #7)
- Material da face: Fibra de Carbono Premium T700 (disponível em tecelagens UD ou 3K).
- Dimensões: 420×185mm ou 425×186mm, otimizado para máxima alcance e peso de balanço.
- Configurações de espessura: 13.5–14mm para pops de alta velocidade, ou 16mm para máxima absorção de vibração e capacidade de reinício.
- Arquitetura do cabo: Cabo estendido de 145mm, projetado para acomodar golpes de backhand com duas mãos.
- Peso alvo: 220–235g, otimizado para velocidades de swing de elite.
- Tecnologia do núcleo: Colméia de PP de alta densidade, compatível com técnicas de espuma da próxima geração GEN3–GEN5.
- Gráficos: Decalques de água premium camadas sob vernizes claros para acabamentos de alta qualidade e resistentes ao desbotamento.
- Textura da superfície: Aplicação de spray de grão ajustável de fábrica, meticulosamente calibrada para maximizar a geração de spin enquanto permanece dentro dos limites de aspereza da USAPA.
Strengths
A construção monobloco muda fundamentalmente a física da pá. A distribuição contínua de fibras resulta em uma Ponto doce 15-20% maior, pois a energia de impactos fora do centro é distribuída por toda a matriz de carbono em vez de ser isolada no ponto de impacto. Isso proporciona potência perfeitamente consistente por toda a face. O método de prensagem a quente também permite designs sem bordas que maximizam a área utilizável. Crucialmente, esse processo apoia a integração de tecnologias de núcleo avançadas dos perímetros injetados com espuma GEN3 a GEN5.
Por que as Marcas Escolhem Isso
Do ponto de vista comercial, o forjamento a quente é um exercício de expansão de margem. As características de desempenho elevadas suportam preços de varejo premium de $130–$280+. Embora o custo OEM seja mais alto, a marcação proporcional de varejo permite que os proprietários de marca capturem margens brutas de 55–72% enquanto entregam equipamentos de nível profissional.
Para avaliar estas opções de fabricação premium, revise nosso paddles de pickleball termoformados e o específico Especificações Forjadas em Prensa Quente linha.
Comparação Direta: Cold Press vs. Forjamento a Quente
Para executar uma estratégia de aquisição baseada em dados, os compradores devem avaliar as especificações brutas que separam essas duas metodologias. A tabela a seguir fornece métricas diretas da linha de produção:
| Recurso | Moldagem Cold Press | Forjamento a Quente (Termoformado) |
|---|---|---|
| Método de Colagem | Filme adesivo + pressão ambiente | Fusão simultânea de calor + pressão |
| Estrutura | Duas peças (face colada ao núcleo) | Monobloco (face, núcleo, borda fundidos) |
| Temperatura do Molde | Temperatura ambiente / baixa temperatura | >150°C (distribuição controlada) |
| Tempo de Ciclo | 30–45 minutes per batch | 60–90 minutos por lote |
| Materiais da Face | Fibra de vidro, Fibra de Carbono (UD/3K), Carbono+Teflon | Carbono T700/T800, Carbono+Kevlar, Carbono+Teflon |
| Opções de Núcleo | PP Colmeia | Colméia de PP, GEN3/GEN4/GEN5, Espuma EPP |
| Peso Típico | 210–245g | 215–245g |
| Faixa de Espessura | 10–16mm | 13–20mm |
| Ponto Ideal | Padrão | 15–20% maior (distribuição contínua de fibras) |
| Risco de Delaminação | Moderada (degradação do adesivo ao longo do tempo) | Quase zero (sem ligação adesiva para falhar) |
| Opções de Borda | Protetor de borda em TPU | Sem bordas ou TPU |
| Gráficos | Impressão UV | Decalque de água, gravação a laser, impressão UV |
| Faixa de custo OEM | $15–$28/unidade | $32–$75/unidade |
| Varejo-alvo | $25–$130 | $129–$319 |
| Margem Bruta | 40–55% | 55–72% |
| MOQ | 300 peças | 100 peças |
| Melhor para | Marcas de entrada/médio porte, linhas econômicas, kits iniciais | Marcas premium, linhas profissionais, modelos insignia |
| Conformidade com USAPA | Direto ao ponto (mais distante do teto PBCoR) | Requer testes pré-fábrica (se aproxima do limite PBCoR) |
| Trajetória de envelhecimento PBCoR | Cai com o tempo (mais seguro) | Pode subir com o tempo (requer vigilância de QC) |
Os dados estruturais e econômicos deixam uma coisa clara: nenhum dos processos está obsoleto. Eles servem a funções estratégicas distintas dentro do mercado global de equipamentos de pickleball de $702,9 milhões.
Financeiramente, o delta de custo OEM é decisivo. Uma unidade de prensagem a frio com limite de $28 proporciona disposição de capital segura para marcas que movem inventário de alto volume e baixo valor—pacotes Amazon, colocação em grandes varejistas e kits de lazer para iniciantes. O perfil de margem de 40–55% depende da velocidade do inventário. Por outro lado, unidades termoformadas de prensagem a quente exigem um investimento de capital inicial maior ($32–$75/unidade), mas a estrutura unibody e a integração das tecnologias GEN3–GEN5 validam MSRPs superiores a $200. É aqui que as marcas geram lucros superdimensionados, garantindo até 72% de margens brutas em vendas premium diretas ao consumidor.
O cenário regulatório também dita as escolhas de fabricação. As raquetes de prensagem a frio possuem inherentemente um Coeficiente de Restituição mais baixo, mantendo-as seguramente abaixo do limite da USAPA. As raquetes forjadas a quente possuem imensa eficiência estrutural—porque a energia não é perdida em uma camada adesiva, a superfície da raquete devolve mais energia à bola, aproximando o desempenho do rigoroso limite de PBCoR ≤0,43. A importância disso ficou clara em 2024-2025, quando modelos termoformados de destaque—incluindo o JOOLA Perseus MOD-TA 15 e modelos da Gearbox e Pro Kennex—foram removidos da lista de equipamentos aprovados da USAPA após testes pós-mercado revelarem excedências de PBCoR. Projetar uma raquete premium competitiva requer um fornecedor de fábrica capaz de micro-calibrar a rigidez da face para maximizar a potência sem acionar a desqualificação. Este é precisamente o trabalho de calibração na fábrica que separa as raquetes premium em conformidade das que são banidas.

Escolhendo o Processo Certo para Sua Marca
A estratégia de sourcing B2B mais lucrativa não é selecionar um processo em detrimento do outro, mas sim utilizar ambos para arquitetar um catálogo de produtos abrangente e em camadas. Esta é a estrutura de merchandising Good-Better-Best em que muitas marcas de pickleball de sucesso operam agora:
| Nível | Face | Núcleo | Processo | Ponto de venda | Margem |
|---|---|---|---|---|---|
| Bom (Entrada) | Fibra de Vidro | PP Colmeia | Prensa Fria | $25–$60 | 40–50% |
| Melhor (Intermediário) | Fibra de Carbono | PP Colmeia | Prensa Fria | $60–$130 | 45–55% |
| Melhor (Premium) | T700/T800 Carbono | GEN3–GEN5 | Forjado a Frio | $130–$280+ | 55–72% |
Ao estabelecer esta arquitetura em camadas, você captura o cliente no início de sua jornada no pickleball com uma unidade de fibra de vidro de prensagem a frio acessível. À medida que suas habilidades progridem, eles permanecem dentro do ecossistema de sua marca—eventualmente atualizando para seu modelo insignia forjado a quente de mais de $200. O catálogo atende a todos os segmentos de compradores sem exigir múltiplas relações com fornecedores.
Obter este catálogo em camadas de um fornecedor de fábrica unificado que opera ambas as linhas de produção—como a NexaPaddle—oferece quatro vantagens operacionais concretas:
- Cobertura completa do catálogo de uma única relação de fornecedor: Elimine a fricção de negociar com, auditar e pagar múltiplos fornecedores no exterior.
- Controle de qualidade consistente ao longo das camadas: Suas raquetes de entrada de nível a frio passam pelos mesmos rigorosos protocolos de inspeção que suas unidades forjadas premium.
- Logística e comunicação simplificadas: Consolide contêineres de envio, simplifique as comunicações de design de embalagem e alinhe os cronogramas de produção em todos os SKUs.
- Capacidade de escalonamento: À medida que sua marca ganha tração no mercado, seu parceiro de fábrica já está equipado para escalar perfeitamente de ofertas de orçamento para nível de elite pás de pickleball de fibra de carbono sem exigir um novo processo de verificação da cadeia de suprimentos.
Dentro da Linha de Produção da NexaPaddle
Alcançar uma produção consistente em ambas as metodologias de prensagem a frio e a quente requer um ambiente fabril altamente regulamentado. A NexaPaddle garante repetibilidade absoluta através de um rigoroso e transparente fluxo de trabalho de produção customizado em 5 etapas:
Design → Formação → Polimento por Spray → Montagem → Controle de Qualidade
A crítica Formação a etapa dita o destino estrutural da raquete. Para nossas linhas de prensagem a quente, isso envolve corte meticuloso de materiais brutos em ângulos específicos para maximizar a resistência à tração das fibras. Técnicos habilidosos executam pré-forma manual e layup, sobrepondo precisamente os materiais T700 de carbono e núcleo nos moldes. Após rigorosos protocolos de limpeza de moldes, as unidades entram na prensagem a quente através de prensas aquecidas altamente calibradas e autoclaves com pressão regulada para alcançar fusão de resina completa e sem vazios.
A final Controle de Qualidade a fase é onde a conformidade é validada. Nossas estações de CQ realizam amostragem agressiva de lote—testando para peso alvo exato, tolerâncias do ponto de equilíbrio e dureza do núcleo em escala. Crucialmente, a NexaPaddle oferece amplas capacidades de pré-teste USAPA: antes que suas raquetes deixem o chão da fábrica, testamos dimensões, rugosidade da superfície, deflexão estática e Coeficiente de Fricção (COF) para garantir absoluta prontidão para a submissão à entidade reguladora.
Com mais de 10 anos de experiência em fabricação de compósitos, a NexaPaddle serve como o motor de produção para mais de 300 marcas globalmente—entregando inventário em conformidade e de alto desempenho a mercados nos EUA, Canadá, Japão, Austrália, Reino Unido, Alemanha, Espanha e França.

Perguntas Frequentes
Which manufacturing process makes a better pickleball paddle?
Neither is universally “better.” Cold press excels at cost-effective reliability for entry/mid-tier markets, providing a forgiving feel that developing players require. Hot press forging delivers premium structural performance—a larger sweet spot, zero delamination risk, and consistent power generation demanded by 4.0+ competitive players. The right choice depends entirely on your target demographic and retail price point strategy.
What is the cost difference between cold press and hot press forged paddles?
At the OEM level, cold press carbon fiber paddles cost approximately $15–$28/unit (FOB). Hot press forged T700 carbon paddles range from $32–$75/unit depending on the integration of advanced core technology (Gen 3 through Gen 5 foam perimeters). The higher OEM cost is offset by significantly higher retail pricing power ($130–$280+) and superior gross margins (55–72%).
Can I offer both cold press and hot press paddles under one brand?
Absolutely—this is the exact Good-Better-Best strategy implemented by market leaders. Most successful pickleball brands tier their catalog with cold press custom OEM pickleball paddles at entry/mid levels and thermoformed/forged models at premium. NexaPaddle produces both concurrently, so you maintain one factory supplier relationship across your entire product line, streamlining inventory management and freight consolidation simultaneously.
Are hot press forged paddles harder to get USAPA approved?
Yes, from an engineering standpoint. The thermoformed/forged unibody structure naturally approaches the USAPA PBCoR ceiling (≤0.43, tightened from 0.44 in November 2025) more closely than cold press designs. This is compounded by the PBCoR aging trajectory—thermoformed paddles can test higher over time as micro-structural changes occur under heavy play, which is precisely what led to high-profile delistings in 2024–2025. Factory-level PBCoR pre-testing is essential before official submission. NexaPaddle provides rigorous in-factory compliance testing—deflection, roughness, and dimensional tolerances—to ensure certification readiness before any paddle reaches the USAPA submission process.
What are the minimum order quantities?
Cold press paddles require an MOQ of 300 pieces per design, reflecting the setup costs of die-cutting and bulk material staging. Hot press forged/thermoformed paddles carry a lower MOQ of 100 pieces per design. This lower threshold reflects the optimized, modular production line setup for our premium molds—allowing brands to test premium, high-margin SKUs in the market with limited initial inventory commitment, substantially reducing capital risk on new product launches.
Referências
Base de Conhecimento do Produto NexaPaddle. (2026). Especificações da Série de Moldagem a Frio & Série Integrada Termoformada.
Documentação do Processo de Fabricação NexaPaddle. (2026). Fluxo de Trabalho de Produção Customizada em 5 Etapas.
Análise estrutural da NexaPaddle. (2024–2025). Estudo de Expansão do Ponto Ideal entre Termoformados e em Prensa Fria. Expansão do ponto ideal de 15–20% na construção termoformada.
Asociação de Pickleball dos EUA. (2025). Padrões de Equipamento — limite de PBCoR apertado para ≤0.43.
Coherent Market Insights. (2025). Relatório de Tamanho do Mercado de Equipamentos de Pickleball. Mercado avaliado em ~702.9M.
Joying Pickleball. (2025). Construção Termoformada vs Pressão a Frio. Temperatura >150°C para termoformagem; ponto de amolecimento do favo de mel de PP ~120–130°C.
Pickleball Warehouse. (2025). Sua raquete está na próxima lista de banidos? Aplicação de PBCoR julho de 2025; modelos deslistados incluem JOOLA Perseus MOD-TA 15, Gearbox Pro Power Elongated, Pro Kennex Black Ace.











