
The single most consequential decision when sourcing palas de pickleball personalizadas OEM is choosing the correct manufacturing process. For B2B buyers—whether you are an established brand owner, a volume wholesaler, or a scaling Amazon FBA seller—the underlying production method dictates your unit economics, product durability, target retail price point, and ultimately, your brand reputation. Sourcing blindly without understanding the factory-level mechanics often leads to mismatched product-market fit, delamination returns, and margin erosion.
NexaPaddle is a direct-to-brand factory supplier running both cold press molding and hot press forging production lines under one roof—not an assembly shop routing work to third parties. That dual-capability setup lets us give you a straight, unvarnished analysis of what each process actually delivers.
This article breaks down the technical specs, structural mechanics, and commercial implications of both processes. Understanding the exact factory-level data—from core thickness and fiber distribution to USAPA compliance testing and wholesale margins—lets you build profitable, reliable product lines matched precisely to your target market.
What Is Cold Press Molding?
Cold press molding, historically the foundation of the modern paddle industry, remains a highly efficient, commercially viable manufacturing technique. To engineer a reliable paddle using this method, factories must execute precise lamination protocols to ensure the longevity of the finished unit.
How It Works
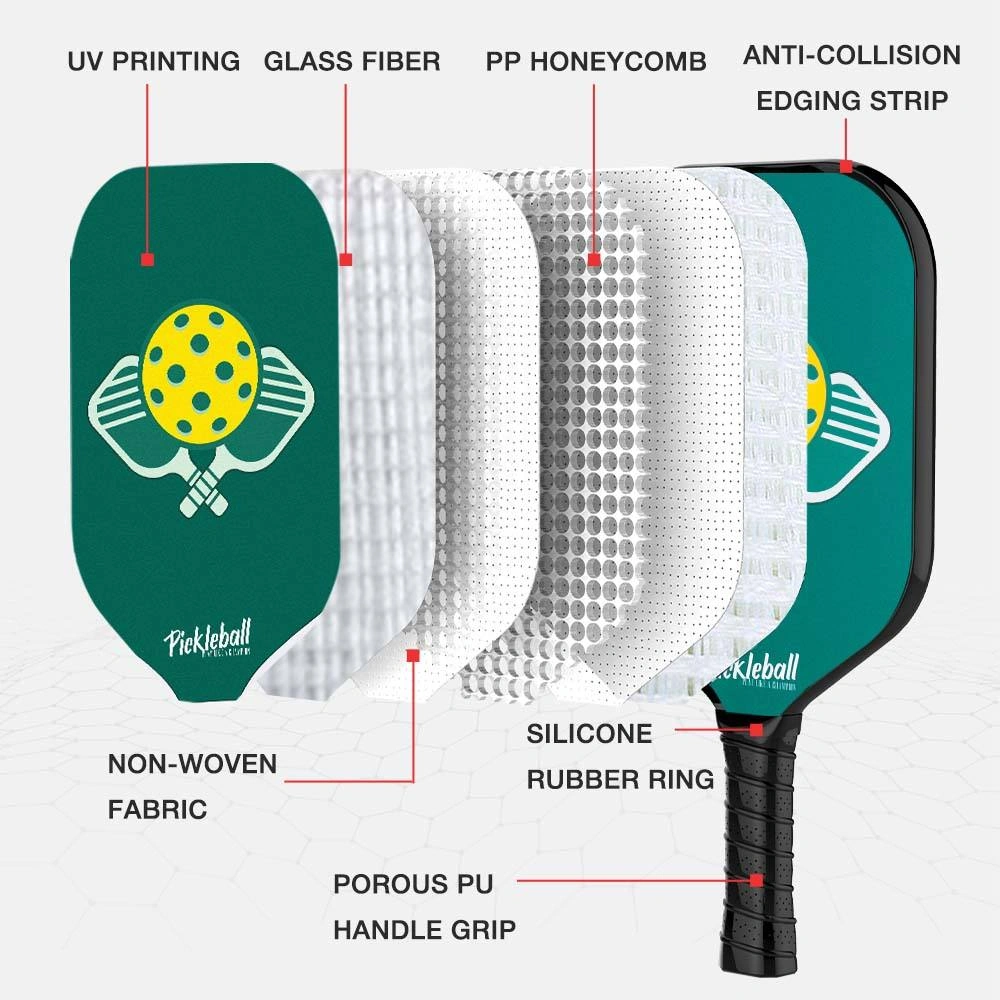
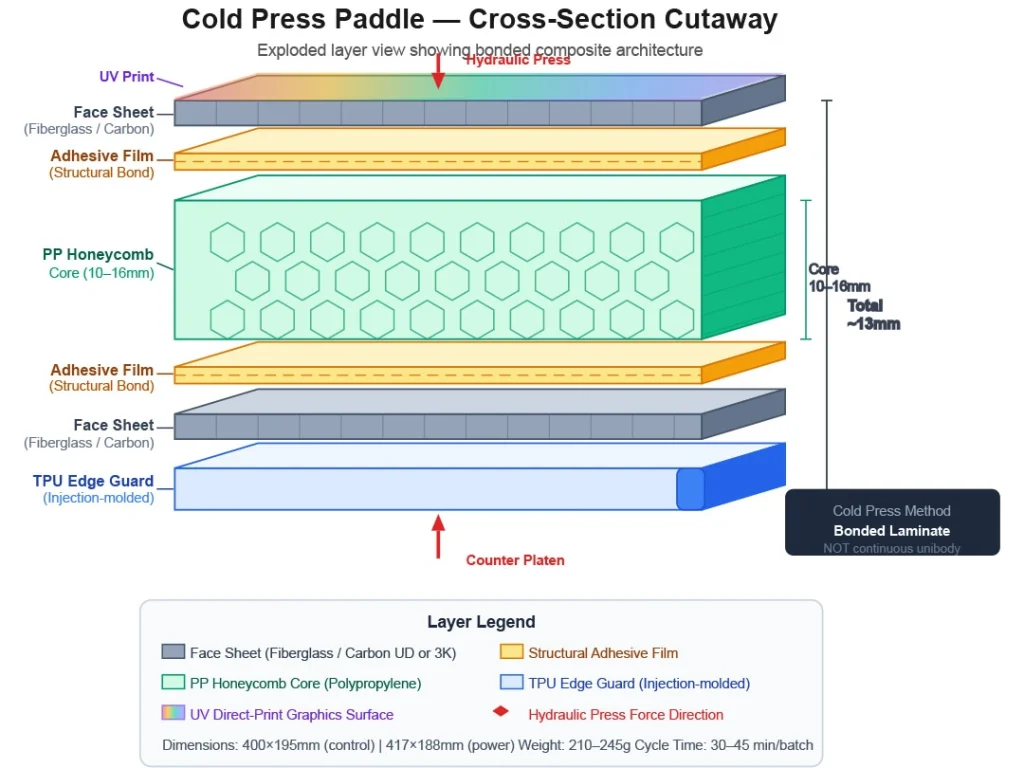
Cold press manufacturing is fundamentally a multi-piece lamination process. The paddle face material—typically fiberglass or carbon fiber—is bonded to the polypropylene (PP) honeycomb core using specialized structural adhesive films. The assembled composite is then placed into a hydraulic press and compressed under high pressure at ambient or strictly controlled low temperatures. Because heat is not used to melt the resins into the core, the face and the core remain two fundamentally separate structural components held together by the cured adhesive layer. Typical cycle time runs 30–45 minutes per batch, making cold press one of the fastest paddle manufacturing methods available.
Key Technical Characteristics
- Fiberglass face options: Weighing between 220–245g, available in 10mm, 13mm, and 16mm core thicknesses to modulate the power-to-control ratio.
- Carbon fiber face options: Utilizing Unidirectional (UD) or 3K woven carbon fiber, these configurations weigh between 210–235g, optimally at 13mm or 16mm thicknesses for enhanced vibration dampening.
- Dimensional tooling: Standardized die-cuts include 400×195mm for traditional control shapes, and 417×188mm for elongated power shapes.
- Core architecture: Standard Polypropylene (PP) Honeycomb.
- Edge protection: Injection-molded TPU edge guards applied post-pressing.
- Graphics application: Direct-to-surface UV printing, yielding full-color, highly durable aesthetics without adding significant weight.
Strengths
The primary advantage of cold press molding is cost-effectiveness combined with proven historical reliability. The faster production cycle translates to aggressive wholesale pricing, making it the premier choice for entry-level to mid-tier retail price points. From a playability standpoint, the adhesive layer introduces a slight dampening effect, offering forgiving control characteristics that beginner and intermediate players prefer. Critically for compliance, cold press paddles naturally possess a lower Coefficient of Restitution—and as they age under play, their PBCoR drops rather than rises, keeping them safely below USAPA thresholds throughout their entire product lifecycle.
Limitaciones
The structural integrity relies entirely on the chemical bond of the adhesive film. This bond is the structural weak point. Under repeated thermal cycling (leaving paddles in hot cars) or sustained high-velocity impacts, the adhesive can degrade, leading to face-to-core delamination and “dead spots.” Because the structure is not a continuous unibody, energy transfer upon ball impact is less consistent, resulting in a functionally smaller sweet spot compared to thermoformed alternatives.
To explore this production line, view an example of an OEM fiberglass pickleball paddle.
What Is Hot Press Forging?
Hot press forging, often referred to broadly as thermoforming, represents the pinnacle of current composite paddle engineering. It eliminates the weaknesses of adhesive bonding by using thermodynamics to alter the physical state of the materials, creating a singular, cohesive structural unit.
How It Works
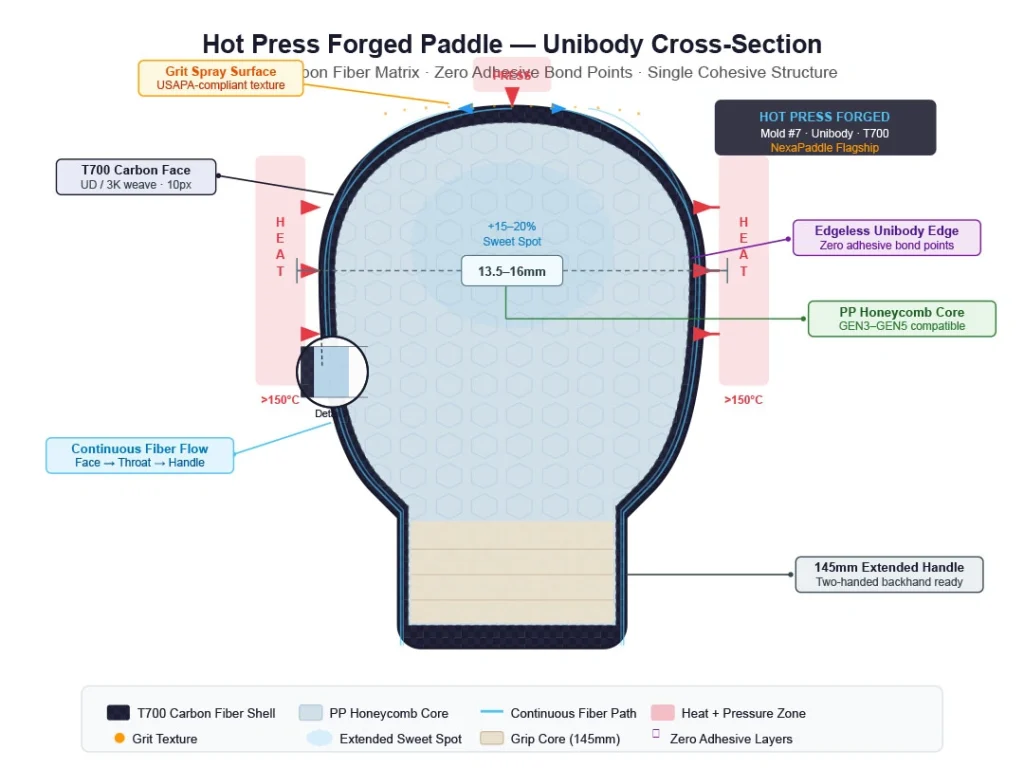
Instead of relying on adhesive films, the hot press process utilizes simultaneous, highly calibrated heat and intense pressure to cure the epoxy resins embedded within the carbon fiber face sheets directly into the cellular structure of the polymer core. Internal mold temperatures exceed 150°C—well above the ~120–130°C softening point of standard PP honeycomb. This means manufacturers must carefully control heat distribution and pressure to mold the carbon fiber around the edges without collapsing the delicate internal core structure.
This process fuses the face material, the core, and the edge structure into a single, continuous unibody. The carbon fiber runs uninterrupted from the top edge of the playing surface, down through the throat, and completely encases the handle. There are zero secondary adhesive bond points to fail. Cycle time runs 60–90 minutes per batch—aproximadamente el doble de prensado en frío—debido a las fases de curado por calor y enfriamiento controlado requeridas.
Dos Variantes en NexaPaddle
Mientras que el 'termoconformado' se promociona intensamente como una única tecnología, NexaPaddle distingue dos aplicaciones específicas de prensado en caliente, cada una optimizada para diferentes objetivos de rendimiento:
- Termoconformado Integrado (Moldes #1–#5, #8): Construcción de una sola pieza con planchas de alta temperatura. Múltiples formas de molde distintas logran perfiles aerodinámicos específicos, atendiendo a los diseños de control, equilibrado, potencia y mango extendido requeridos por jugadores avanzados.
- Forjado en Caliente (Molde #7): El proceso de forjado avanzado insignia de NexaPaddle. Utiliza diferenciales de presión localizados especializados durante el ciclo de horneado para lograr la máxima compactación de fibra de carbono, garantizando la máxima durabilidad, rigidez optimizada para una transferencia de potencia extrema y riesgo absoluto de delaminación cero.
Especificaciones Clave para el Forjado en Caliente (Molde #7)
- Material de la cara: Fibra de Carbono T700 Premium (disponible en trenzados UD o 3K).
- Dimensiones: 420×185mm o 425×186mm, optimizado para un máximo alcance y peso de swing.
- Configuraciones de grosor: 13.5–14mm para un pop de alta velocidad, o 16mm para la máxima absorción de vibraciones y capacidad de reinicio.
- Arquitectura del mango: Mango extendido de 145mm, diseñado para acomodar golpes de revés a dos manos.
- Peso objetivo: 220–235g, optimizado para velocidades de swing de élite.
- Tecnología del núcleo: Panal de PP de alta densidad, compatible con técnicas de espumado de próxima generación GEN3–GEN5.
- Gráficos: Calcomanías de agua premium en capas bajo capas transparentes para un acabado de alta gama resistente a la decoloración.
- Textura de superficie: Aplicación de aerosol de grano ajustable en fábrica, meticulosamente dosificada para maximizar la generación de spin mientras se mantiene de forma segura por debajo de los límites de rugosidad de USAPA.
Strengths
La construcción de una sola pieza cambia fundamentalmente la física de la pala. La distribución continua de la fibra resulta en una 15–20% más grande el punto dulce, ya que la energía de los golpes fuera del centro se distribuye por toda la matriz de carbono en lugar de aislarse en el punto de impacto. Proporciona una potencia perfectamente consistente a lo largo de toda la cara. El método de prensado en caliente también permite diseños sin borde que maximizan el área de juego. Crucialmente, este proceso apoya la integración de tecnologías avanzadas de núcleo desde GEN3 hasta los perímetros inyectados con espuma de GEN5.
Por qué las marcas lo eligen
Desde una perspectiva comercial, el forjado en caliente es un ejercicio de expansión de márgenes. Las características de rendimiento elevadas apoyan precios minoristas premium de $130–$280 o más. Aunque el costo OEM es más alto, el margen minorista proporcional permite a los propietarios de marca capturar márgenes brutos del 55 al 72% mientras ofrecen equipos de grado profesional.
Para evaluar estas opciones de fabricación premium, revise nuestro paddles de pickleball termoformados de NexaPaddle y el específico pala de pickleball de carbono T700 forjada línea.
Comparación Cara a Cara: Prensado en Frío vs. Forjado en Caliente
Para ejecutar una estrategia de abastecimiento impulsada por datos, los compradores deben evaluar las especificaciones brutas que separan estas dos metodologías. La siguiente tabla proporciona métricas directas del piso de fábrica:
| Característica | Moldeo de Prensado en Frío | Forjado en Caliente (Termoconformado) |
|---|---|---|
| Método de unión | Película adhesiva + presión ambiental | Fusión simultánea de calor + presión |
| Estructura | Dos piezas (cara unida al núcleo) | Una sola pieza (cara, núcleo, borde fusionados) |
| Temperatura del molde | Temperatura ambiente / baja temperatura | >150°C (distribución controlada) |
| Tiempo de ciclo | 30–45 minutes per batch | 60–90 minutes per batch |
| Materiales de la cara | Fibra de vidrio, fibra de carbono (UD/3K), carbono+teflón | Carbono T700/T800, carbono+kevlar, carbono+teflón |
| Opciones de núcleo | PP Hexagonal | Panales de PP, GEN3/GEN4/GEN5, espuma EPP |
| Peso típico | 210–245g | 215–245g |
| Rango de grosor | 10–16mm | 13–20mm |
| Punto Dulce | Estándar | 15–20% más grande (distribución continua de fibra) |
| Riesgo de delaminación | Moderado (degradación del adhesivo con el tiempo) | Casi cero (sin unión adhesiva que fallar) |
| Opciones de borde | Protector de borde de TPU | Sin borde o TPU |
| Gráficos | Impresión UV | Calcomanía de agua, grabado con láser, impresión UV |
| Rango de costos OEM | $15–$28/unidad | $32–$75/unidad |
| Objetivo de venta al por menor | $25–$130 | $129–$319 |
| Margen Bruto | 40–55% | 55–72% |
| MOQ | 300 piezas | 100 piezas |
| Mejor para | Marcas de entrada/gama media, líneas económicas, kits de inicio | Marcas premium, líneas profesionales, modelos insignia |
| Cumplimiento de USAPA | Directo (más lejos del límite de PBCoR) | Requiere pre-pruebas de fábrica (se aproxima al límite de PBCoR) |
| Trayectoria de envejecimiento de PBCoR | Disminuye con el tiempo (más seguro) | Puede aumentar con el tiempo (requiere vigilancia de QC) |
Los datos estructurales y económicos dejan una cosa clara: ninguno de los procesos es obsoleto. Cada uno cumple funciones estratégicas distintas dentro del mercado global de equipos de pickleball de $702.9M.
Financieramente, la diferencia de costos OEM es decisiva. Una unidad de prensa en frío con un tope de $28 proporciona un despliegue de capital seguro para marcas que mueven inventario de alto volumen y bajo precio—paquetes de Amazon, colocaciones en grandes superficies, y kits de inicio recreativos. El perfil de márgenes del 40–55% depende de la velocidad del inventario. Por el contrario, las unidades termoformadas de prensa caliente requieren una inversión de capital inicial más alta ($32–$75/unidad), pero la estructura unitaria y la integración de las tecnologías centrales GEN3–GEN5 validan los precios de venta al público que superan los $200. Aquí es donde las marcas generan rentabilidad desmesurada, asegurando hasta un 72% de márgenes brutos en ventas premium directas al consumidor.
El panorama regulatorio también dicta las elecciones de fabricación. Las palas de prensa en frío inherentemente poseen un Coeficiente de Restitución más bajo, manteniéndolas por debajo del umbral de USAPA. Las palas forjadas en prensa caliente poseen una eficiencia estructural inmensa—debido a que la energía no se pierde en una capa adhesiva, la cara de la pala devuelve más energía a la bola, acercando el rendimiento al límite estricto de ≤0.43 de PBCoR. La importancia de esto se hizo evidente en 2024–2025, cuando modelos termoformados de alto perfil—incluyendo el JOOLA Perseus MOD-TA 15 y modelos de Gearbox y Pro Kennex—fueron removidos de la lista de equipos aprobados por USAPA después de que pruebas de mercado revelaran sobrepasos de PBCoR. Diseñar una pala premium competitiva requiere un proveedor de fábrica capaz de micro-calibrar la rigidez de la cara para maximizar la potencia sin provocar descalificación. Este es exactamente el trabajo de calibración en fábrica que separa las palas premium compatibles de las prohibidas.

Elegir el proceso adecuado para tu marca
La estrategia de abastecimiento B2B más rentable no es seleccionar un proceso sobre otro, sino utilizar ambos para construir un catálogo de productos completo y por niveles. Este es el marco de comercialización Bueno-Mejor-Mejor que la mayoría de las marcas exitosas de pickleball ahora opera:
| Nivel | Cara | Núcleo | Proceso | Objetivo Minorista | Margen |
|---|---|---|---|---|---|
| Bueno (Entrada) | Fibra de vidrio | PP Hexagonal | Prensa Fría | $25–$60 | 40–50% |
| Mejor (Medio) | Fibra de carbono | PP Hexagonal | Prensa Fría | $60–$130 | 45–55% |
| Mejor (Premium) | T700/T800 Carbono | GEN3–GEN5 | Forjado en caliente | $130–$280+ | 55–72% |
Al establecer esta arquitectura por niveles, capturas al cliente al inicio de su viaje en pickleball con una unidad de fibra de vidrio de prensa en frío asequible. A medida que sus habilidades mejoran, permanecen dentro de tu ecosistema de marca—eventualmente actualizando a tu modelo insignia forjado en prensa caliente de más de $200. El catálogo sirve a todos los segmentos de compradores sin requerir múltiples relaciones con proveedores.
Abastecer este catálogo por niveles de un proveedor de fábrica unificado que opere ambas líneas de producción—como NexaPaddle—ofrece cuatro ventajas operativas concretas:
- Cobertura total del catálogo de una relación con el proveedor: Eliminar la fricción de negociar con, auditar y pagar a múltiples proveedores en el extranjero.
- Control de calidad consistente en todos los niveles: Tus palas de nivel de entrada de prensa en frío pasan por los mismos rigurosos protocolos de inspección que tus unidades forjadas premium.
- Logística y comunicación simplificadas: Consolidar contenedores de envío, optimizar las comunicaciones de diseño de empaque y alinear los cronogramas de producción en todos los SKUs.
- Capacidad de escalar: A medida que tu marca gana tracción en el mercado, tu socio de fábrica ya está equipado para escalar sin problemas desde ofertas económicas a nivel de élite paddles de pickleball de fibra de carbono sin requerir un nuevo proceso de verificación de la cadena de suministro.
Dentro de la línea de producción de NexaPaddle
Lograr una producción consistente en ambas metodologías de prensa en frío y prensa caliente requiere un entorno de fábrica altamente regulado. NexaPaddle asegura una repetibilidad absoluta a través de un estricto y transparente flujo de trabajo de producción personalizado de 5 pasos:
Diseño → Formación → Pulido por pulverización → Montaje → Control de calidad
El crítico Formación paso dicta el destino estructural de la pala. Para nuestras líneas de prensa caliente, esto implica un corte meticuloso de materiales en bruto a ángulos específicos para maximizar la resistencia a la tracción de las fibras. Técnicos hábiles ejecutan el preformado manual y el acoplamiento, capas precisas de materiales de carbono T700 y núcleo en los moldes. Siguiendo estrictos protocolos de limpieza de moldes, las unidades entran en la prensa caliente a través de platinas calefaccionadas altamente calibradas y autoclaves reguladas por presión para lograr una fusión de resina completa y libre de vacíos.
El final Control de Calidad etapa es donde se valida la conformidad. Nuestras estaciones de QC realizan muestreo agresivo por lotes—probando peso objetivo exacto, tolerancias de punto de equilibrio y dureza del núcleo a gran escala. Crucialmente, NexaPaddle ofrece capacidades completas de pre-pruebas USAPA: antes de que tus palas salgan de la línea de producción, probamos dimensiones, aspereza de la superficie, deflexión estática y Coeficiente de Fricción (COF) para asegurar una preparación absoluta para la presentación ante el organismo regulador.
Con más de 10 años de experiencia en fabricación de compuestos, NexaPaddle sirve como el motor de producción para más de 300 marcas a nivel mundial—ofreciendo inventario certificado y de alto rendimiento a mercados en EE.UU., Canadá, Japón, Australia, Reino Unido, Alemania, España y Francia.

Preguntas Frecuentes
Which manufacturing process makes a better pickleball paddle?
Neither is universally “better.” Cold press excels at cost-effective reliability for entry/mid-tier markets, providing a forgiving feel that developing players require. Hot press forging delivers premium structural performance—a larger sweet spot, zero delamination risk, and consistent power generation demanded by 4.0+ competitive players. The right choice depends entirely on your target demographic and retail price point strategy.
What is the cost difference between cold press and hot press forged paddles?
At the OEM level, cold press carbon fiber paddles cost approximately $15–$28/unit (FOB). Hot press forged T700 carbon paddles range from $32–$75/unit depending on the integration of advanced core technology (Gen 3 through Gen 5 foam perimeters). The higher OEM cost is offset by significantly higher retail pricing power ($130–$280+) and superior gross margins (55–72%).
Can I offer both cold press and hot press paddles under one brand?
Absolutely—this is the exact Good-Better-Best strategy implemented by market leaders. Most successful pickleball brands tier their catalog with cold press custom OEM pickleball paddles at entry/mid levels and thermoformed/forged models at premium. NexaPaddle produces both concurrently, so you maintain one factory supplier relationship across your entire product line, streamlining inventory management and freight consolidation simultaneously.
Are hot press forged paddles harder to get USAPA approved?
Yes, from an engineering standpoint. The thermoformed/forged unibody structure naturally approaches the USAPA PBCoR ceiling (≤0.43, tightened from 0.44 in November 2025) more closely than cold press designs. This is compounded by the PBCoR aging trajectory—thermoformed paddles can test higher over time as micro-structural changes occur under heavy play, which is precisely what led to high-profile delistings in 2024–2025. Factory-level PBCoR pre-testing is essential before official submission. NexaPaddle provides rigorous in-factory compliance testing—deflection, roughness, and dimensional tolerances—to ensure certification readiness before any paddle reaches the USAPA submission process.
What are the minimum order quantities?
Cold press paddles require an MOQ of 300 pieces per design, reflecting the setup costs of die-cutting and bulk material staging. Hot press forged/thermoformed paddles carry a lower MOQ of 100 pieces per design. This lower threshold reflects the optimized, modular production line setup for our premium molds—allowing brands to test premium, high-margin SKUs in the market with limited initial inventory commitment, substantially reducing capital risk on new product launches.
Referencias
Base de Conocimiento de Productos NexaPaddle. (2026). Especificaciones de la serie de moldeo en frío y la serie integrada termoformada.
Documentación del Proceso de Fabricación de NexaPaddle. (2026). Flujo de trabajo de producción personalizada de 5 pasos.
Análisis estructural de NexaPaddle. (2024–2025). Estudio de expansión del punto dulce: termoformado vs. prensado en frío. Expansión de punto dulce del 15–20% en la construcción termoformada.
Asociación de Pickleball de EE.UU. (2025). Normas de Equipamiento — Umbral de PBCoR endurecido a ≤0.43.
Coherent Market Insights. (2025). Informe de tamaño del mercado de equipos de pickleball. Mercado valorado en aproximadamente $702.9M.
Joying Pickleball. (2025). Construcción termoformada vs prensada en frío. Temperatura >150°C para termoformado; punto de ablandamiento de PP en panal ~120–130°C.
Pickleball Warehouse. (2025). ¿Está su pala en la próxima lista de prohibidos? Cumplimiento de PBCoR julio 2025; los modelos excluidos incluyen JOOLA Perseus MOD-TA 15, Gearbox Pro Power Elongated, Pro Kennex Black Ace.











