
The single most consequential decision when sourcing custom OEM pickleball paddles is choosing the correct manufacturing process. For B2B buyers—whether you are an established brand owner, a volume wholesaler, or a scaling Amazon FBA seller—the underlying production method dictates your unit economics, product durability, target retail price point, and ultimately, your brand reputation. Sourcing blindly without understanding the factory-level mechanics often leads to mismatched product-market fit, delamination returns, and margin erosion.
NexaPaddle is a direct-to-brand factory supplier running both cold press molding and hot press forging production lines under one roof—not an assembly shop routing work to third parties. That dual-capability setup lets us give you a straight, unvarnished analysis of what each process actually delivers.
This article breaks down the technical specs, structural mechanics, and commercial implications of both processes. Understanding the exact factory-level data—from core thickness and fiber distribution to USAPA compliance testing and wholesale margins—lets you build profitable, reliable product lines matched precisely to your target market.
What Is Cold Press Molding?
Cold press molding, historically the foundation of the modern paddle industry, remains a highly efficient, commercially viable manufacturing technique. To engineer a reliable paddle using this method, factories must execute precise lamination protocols to ensure the longevity of the finished unit.
How It Works
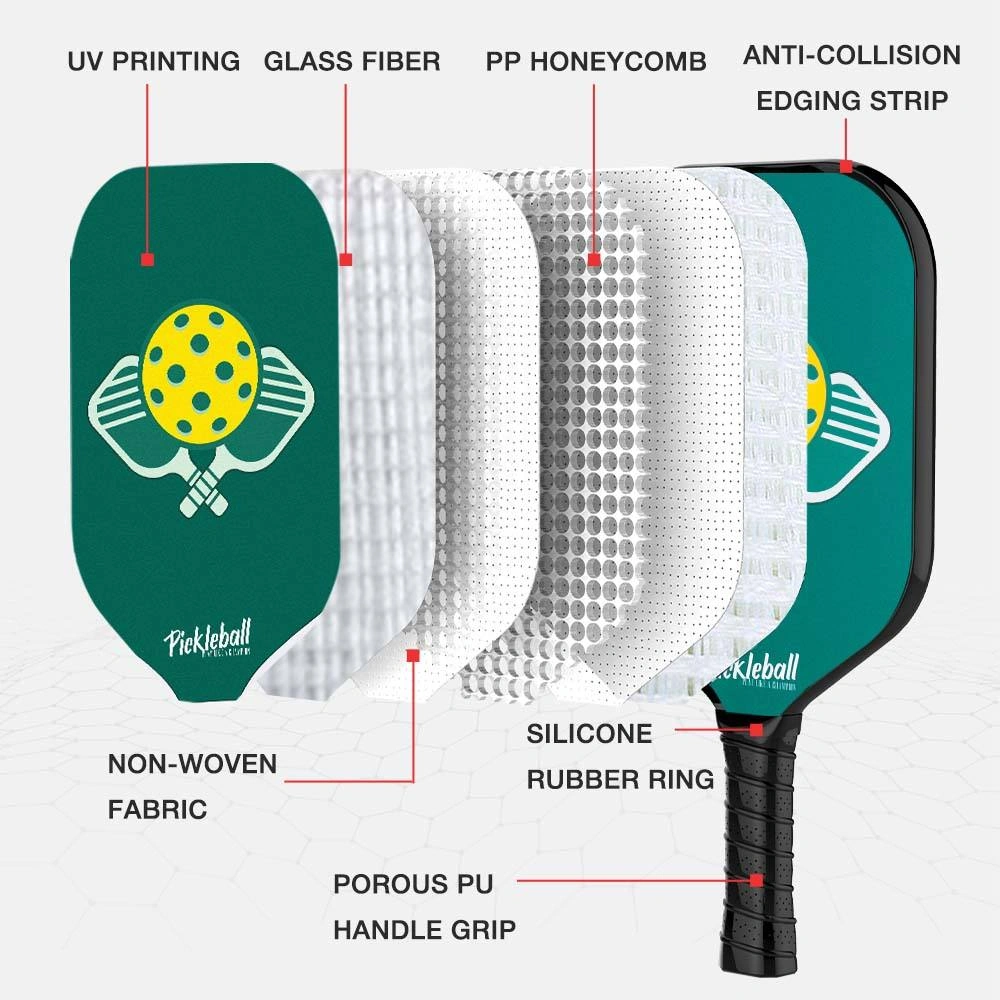
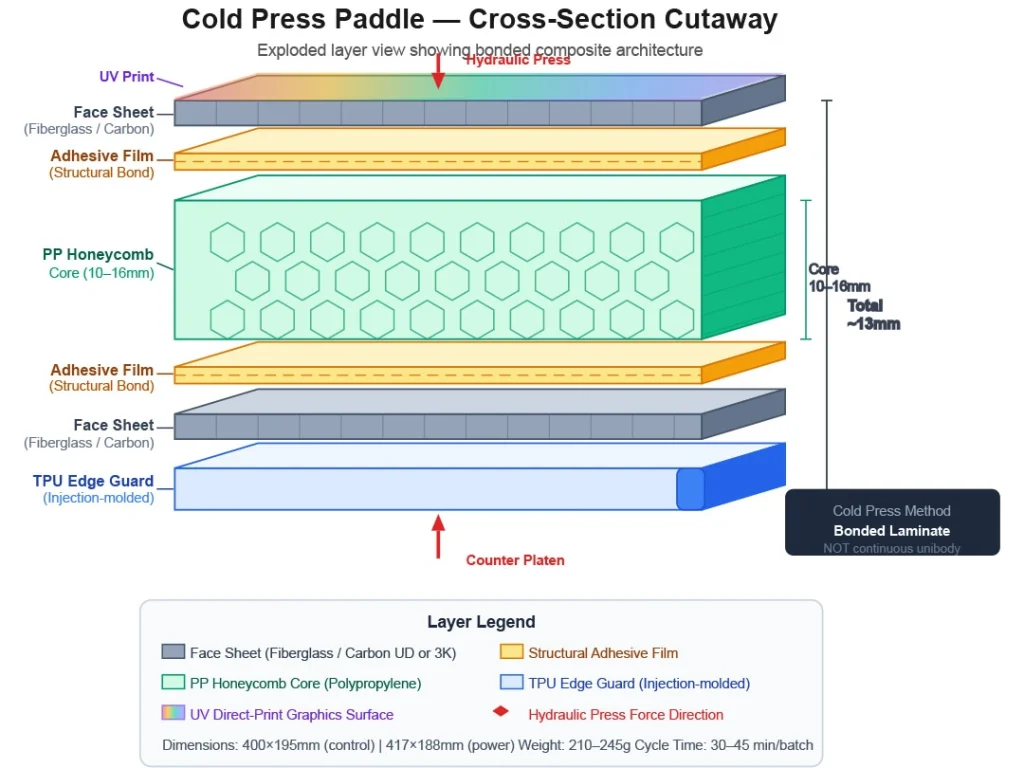
Cold press manufacturing is fundamentally a multi-piece lamination process. The paddle face material—typically fiberglass or carbon fiber—is bonded to the polypropylene (PP) honeycomb core using specialized structural adhesive films. The assembled composite is then placed into a hydraulic press and compressed under high pressure at ambient or strictly controlled low temperatures. Because heat is not used to melt the resins into the core, the face and the core remain two fundamentally separate structural components held together by the cured adhesive layer. Typical cycle time runs 30–45 minutes per batch, making cold press one of the fastest paddle manufacturing methods available.
Key Technical Characteristics
- Fiberglass face options: Weighing between 220–245g, available in 10mm, 13mm, and 16mm core thicknesses to modulate the power-to-control ratio.
- Carbon fiber face options: Utilizing Unidirectional (UD) or 3K woven carbon fiber, these configurations weigh between 210–235g, optimally at 13mm or 16mm thicknesses for enhanced vibration dampening.
- Dimensional tooling: Standardized die-cuts include 400×195mm for traditional control shapes, and 417×188mm for elongated power shapes.
- Core architecture: Standard Polypropylene (PP) Honeycomb.
- Edge protection: Injection-molded TPU edge guards applied post-pressing.
- Graphics application: Direct-to-surface UV printing, yielding full-color, highly durable aesthetics without adding significant weight.
Strengths
The primary advantage of cold press molding is cost-effectiveness combined with proven historical reliability. The faster production cycle translates to aggressive wholesale pricing, making it the premier choice for entry-level to mid-tier retail price points. From a playability standpoint, the adhesive layer introduces a slight dampening effect, offering forgiving control characteristics that beginner and intermediate players prefer. Critically for compliance, cold press paddles naturally possess a lower Coefficient of Restitution—and as they age under play, their PBCoR drops rather than rises, keeping them safely below USAPA thresholds throughout their entire product lifecycle.
Limitations
The structural integrity relies entirely on the chemical bond of the adhesive film. This bond is the structural weak point. Under repeated thermal cycling (leaving paddles in hot cars) or sustained high-velocity impacts, the adhesive can degrade, leading to face-to-core delamination and “dead spots.” Because the structure is not a continuous unibody, energy transfer upon ball impact is less consistent, resulting in a functionally smaller sweet spot compared to thermoformed alternatives.
To explore this production line, view an example of an OEM fiberglass pickleball paddle.
What Is Hot Press Forging?
Hot press forging, often referred to broadly as thermoforming, represents the pinnacle of current composite paddle engineering. It eliminates the weaknesses of adhesive bonding by using thermodynamics to alter the physical state of the materials, creating a singular, cohesive structural unit.
How It Works
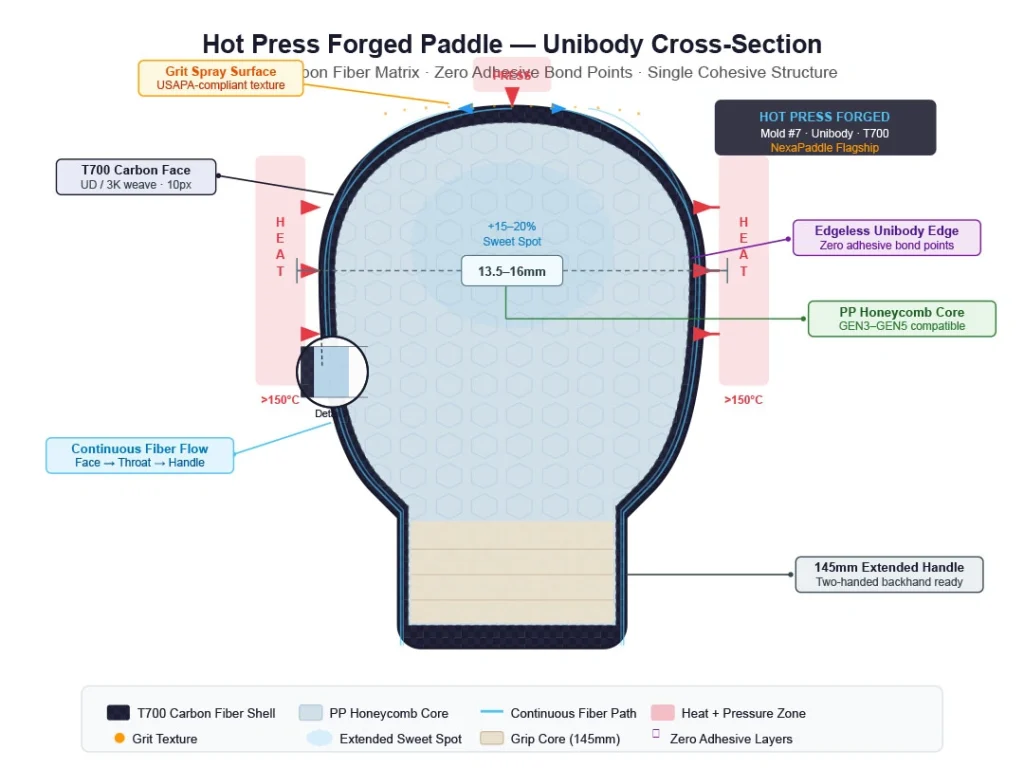
Instead of relying on adhesive films, the hot press process utilizes simultaneous, highly calibrated heat and intense pressure to cure the epoxy resins embedded within the carbon fiber face sheets directly into the cellular structure of the polymer core. Internal mold temperatures exceed 150°C—well above the ~120–130°C softening point of standard PP honeycomb. This means manufacturers must carefully control heat distribution and pressure to mold the carbon fiber around the edges without collapsing the delicate internal core structure.
This process fuses the face material, the core, and the edge structure into a single, continuous unibody. The carbon fiber runs uninterrupted from the top edge of the playing surface, down through the throat, and completely encases the handle. There are zero secondary adhesive bond points to fail. Cycle time runs 60–90 minutes per batch—roughly double cold press—due to the heat curing and controlled cooling phases required.
Two Variants at NexaPaddle
While “thermoforming” is heavily marketed as a single technology, NexaPaddle distinguishes two specific hot press applications, each optimized for different performance targets:
- Thermoformed Integrated (Molds #1–#5, #8): Unibody construction with high-temperature platens. Multiple distinct mold shapes achieve specific aerodynamic profiles—catering to control, balanced, power, and extended handle designs required by advanced players.
- Hot Press Forging (Mold #7): NexaPaddle’s flagship advanced forging process. It utilizes specialized localized pressure differentials during the baking cycle to achieve maximum carbon fiber compaction—guaranteeing maximum durability, optimized stiffness for extreme power transfer, and absolute zero delamination risk.
Key Specs for Hot Press Forged (Mold #7)
- Face material: Premium T700 Carbon Fiber (available in UD or 3K weaves).
- Dimensions: 420×185mm or 425×186mm, optimized for maximum reach and swing weight.
- Thickness configurations: 13.5–14mm for high-velocity pop, or 16mm for maximum vibration absorption and reset capability.
- Handle architecture: 145mm extended handle, designed to accommodate two-handed backhand drives.
- Target weight: 220–235g, optimized for elite swing speeds.
- Core technology: High-density PP Honeycomb, compatible with next-generation GEN3–GEN5 foaming techniques.
- Graphics: Premium water decals layered under clear coats for fade-resistant, high-end finishing.
- Surface texture: Factory-adjustable grit spray application, precisely metered to maximize spin generation while remaining safely under USAPA roughness limits.
Strengths
The unibody construction fundamentally changes the physics of the paddle. The continuous fiber distribution results in a 15–20% larger sweet spot, as energy from off-center hits is distributed across the entire carbon matrix rather than being isolated at the point of impact. It provides perfectly consistent power across the entire face. The hot press method also allows for edgeless designs that maximize the playable face area. Crucially, this process supports the integration of advanced core technologies from GEN3 through GEN5 foam-injected perimeters.
Why Brands Choose It
From a commercial perspective, hot press forging is an exercise in margin expansion. The elevated performance characteristics support premium $130–$280+ retail pricing. While the OEM cost is higher, the proportional retail markup allows brand owners to capture 55–72% gross margins while delivering professional-grade equipment.
To evaluate these premium manufacturing options, review our thermoformed pickleball paddles and the specific forged T700 carbon pickleball paddle line.
Head-to-Head Comparison: Cold Press vs. Hot Press Forging
To execute a data-driven sourcing strategy, buyers must evaluate the raw specifications separating these two methodologies. The following table provides direct factory-floor metrics:
| Feature | Cold Press Molding | Hot Press Forging (Thermoformed) |
|---|---|---|
| Bonding Method | Adhesive film + ambient pressure | Simultaneous heat + pressure fusion |
| Structure | Two-piece (face bonded to core) | Unibody (face, core, edge fused) |
| Mold Temperature | Ambient / low temperature | >150°C (controlled distribution) |
| Cycle Time | 30–45 minutes per batch | 60–90 minutes per batch |
| Face Materials | Fiberglass, Carbon Fiber (UD/3K), Carbon+Teflon | T700/T800 Carbon, Carbon+Kevlar, Carbon+Teflon |
| Core Options | PP Honeycomb | PP Honeycomb, GEN3/GEN4/GEN5, EPP Foam |
| Typical Weight | 210–245g | 215–245g |
| Thickness Range | 10–16mm | 13–20mm |
| Sweet Spot | Standard | 15–20% larger (continuous fiber distribution) |
| Delamination Risk | Moderate (adhesive degradation over time) | Near zero (no adhesive bond to fail) |
| Edge Options | TPU edge guard | Edgeless or TPU |
| Graphics | UV printing | Water decal, laser engraving, UV printing |
| OEM Cost Range | $15–$28/unit | $32–$75/unit |
| Target Retail | $25–$130 | $129–$319 |
| Gross Margin | 40–55% | 55–72% |
| MOQ | 300 pieces | 100 pieces |
| Best For | Entry/mid-tier brands, budget lines, starter kits | Premium brands, pro lines, flagship models |
| USAPA Compliance | Straightforward (further from PBCoR ceiling) | Requires factory pre-testing (approaches PBCoR limit) |
| PBCoR Aging Trajectory | Drops over time (safer) | Can rise over time (requires QC vigilance) |
The structural and economic data make one thing clear: neither process is obsolete. They serve distinct strategic functions within the $702.9M global pickleball equipment market.
Financially, the OEM cost delta is decisive. A cold press unit capping at $28 provides safe capital deployment for brands moving high-volume, lower-ticket inventory—Amazon bundles, big-box retail placements, and recreational starter kits. The 40–55% margin profile relies on inventory velocity. Conversely, hot press thermoformed units demand a higher initial capital outlay ($32–$75/unit), but the unibody structure and integration of GEN3–GEN5 core technologies validate MSRPs exceeding $200. This is where brands generate outsized profitability, securing up to 72% gross margins on direct-to-consumer premium sales.
The regulatory landscape also dictates manufacturing choices. Cold press paddles inherently possess a lower Coefficient of Restitution, keeping them safely below the USAPA threshold. Hot press forged paddles possess immense structural efficiency—because energy is not lost to an adhesive layer, the paddle face returns more energy to the ball, pushing performance close to the strict ≤0.43 PBCoR limit. The significance of this became clear in 2024–2025, when high-profile thermoformed models—including the JOOLA Perseus MOD-TA 15 and models from Gearbox and Pro Kennex—were removed from USAPA’s approved equipment list after post-market testing revealed PBCoR exceedances. Designing a competitive premium paddle requires a factory supplier capable of micro-calibrating face stiffness to maximize power without triggering disqualification. This is exactly the in-factory calibration work that separates compliant premium paddles from banned ones.

Choosing the Right Process for Your Brand
The most profitable B2B sourcing strategy is not selecting one process over the other, but rather utilizing both to architect a comprehensive, tiered product catalog. This is the Good-Better-Best merchandising framework that most successful pickleball brands now operate:
| Tier | Face | Core | Process | Retail Target | Margin |
|---|---|---|---|---|---|
| Good (Entry) | Fiberglass | PP Honeycomb | Cold Press | $25–$60 | 40–50% |
| Better (Mid) | Carbon Fiber | PP Honeycomb | Cold Press | $60–$130 | 45–55% |
| Best (Premium) | T700/T800 Carbon | GEN3–GEN5 | Hot Press Forged | $130–$280+ | 55–72% |
By establishing this tiered architecture, you capture the customer at the beginning of their pickleball journey with an affordable cold press fiberglass unit. As their skills progress, they remain within your brand ecosystem—eventually upgrading to your $200+ hot press forged flagship model. The catalog serves every buyer segment without requiring multiple supplier relationships.
Sourcing this tiered catalog from a unified factory supplier that operates both production lines—such as NexaPaddle—delivers four concrete operational advantages:
- Full catalog coverage from one supplier relationship: Eliminate the friction of negotiating with, auditing, and paying multiple overseas vendors.
- Consistent quality control across tiers: Your entry-level cold press paddles undergo the exact same rigorous inspection protocols as your premium forged units.
- Simplified logistics and communication: Consolidate shipping containers, streamline packaging design communications, and align production timelines across all SKUs.
- Ability to scale: As your brand gains market traction, your factory partner is already equipped to scale seamlessly from budget offerings into elite-level carbon fiber pickleball paddles without requiring a new supply chain vetting process.
Inside NexaPaddle’s Production Line
Achieving consistent output across both cold press and hot press methodologies requires a heavily regulated factory environment. NexaPaddle ensures absolute repeatability through a strict, transparent 5-step custom production workflow:
Design → Forming → Spray Polishing → Assembly → Quality Control
The critical Forming step dictates the paddle’s structural destiny. For our hot press lines, this involves meticulous raw material cutting to specific angles to maximize fiber tensile strength. Skilled technicians execute manual preform and layup, precisely layering the T700 carbon and core materials into the molds. Following strict mold cleaning protocols, the units enter the hot press via highly calibrated heated platens and pressure-regulated autoclaves to achieve complete, void-free resin fusion.
The final Quality Control stage is where compliance is validated. Our QC stations conduct aggressive batch sampling—testing for exact target weight, balance point tolerances, and core hardness at scale. Crucially, NexaPaddle offers comprehensive USAPA pre-testing capabilities: before your paddles leave the factory floor, we test dimensions, surface roughness, static deflection, and Coefficient of Friction (COF) to ensure absolute readiness for governing body submission.
With over 10 years of composite manufacturing experience, NexaPaddle serves as the production engine for 300+ brands globally—delivering compliant, high-performance inventory to markets in the USA, Canada, Japan, Australia, the UK, Germany, Spain, and France.

Frequently Asked Questions
Which manufacturing process makes a better pickleball paddle?
Neither is universally “better.” Cold press excels at cost-effective reliability for entry/mid-tier markets, providing a forgiving feel that developing players require. Hot press forging delivers premium structural performance—a larger sweet spot, zero delamination risk, and consistent power generation demanded by 4.0+ competitive players. The right choice depends entirely on your target demographic and retail price point strategy.
What is the cost difference between cold press and hot press forged paddles?
At the OEM level, cold press carbon fiber paddles cost approximately $15–$28/unit (FOB). Hot press forged T700 carbon paddles range from $32–$75/unit depending on the integration of advanced core technology (Gen 3 through Gen 5 foam perimeters). The higher OEM cost is offset by significantly higher retail pricing power ($130–$280+) and superior gross margins (55–72%).
Can I offer both cold press and hot press paddles under one brand?
Absolutely—this is the exact Good-Better-Best strategy implemented by market leaders. Most successful pickleball brands tier their catalog with cold press custom OEM pickleball paddles at entry/mid levels and thermoformed/forged models at premium. NexaPaddle produces both concurrently, so you maintain one factory supplier relationship across your entire product line, streamlining inventory management and freight consolidation simultaneously.
Are hot press forged paddles harder to get USAPA approved?
Yes, from an engineering standpoint. The thermoformed/forged unibody structure naturally approaches the USAPA PBCoR ceiling (≤0.43, tightened from 0.44 in November 2025) more closely than cold press designs. This is compounded by the PBCoR aging trajectory—thermoformed paddles can test higher over time as micro-structural changes occur under heavy play, which is precisely what led to high-profile delistings in 2024–2025. Factory-level PBCoR pre-testing is essential before official submission. NexaPaddle provides rigorous in-factory compliance testing—deflection, roughness, and dimensional tolerances—to ensure certification readiness before any paddle reaches the USAPA submission process.
What are the minimum order quantities?
Cold press paddles require an MOQ of 300 pieces per design, reflecting the setup costs of die-cutting and bulk material staging. Hot press forged/thermoformed paddles carry a lower MOQ of 100 pieces per design. This lower threshold reflects the optimized, modular production line setup for our premium molds—allowing brands to test premium, high-margin SKUs in the market with limited initial inventory commitment, substantially reducing capital risk on new product launches.
References
NexaPaddle Product Knowledge Base. (2026). Cold Press Molding Series & Thermoformed Integrated Series Specifications.
NexaPaddle Manufacturing Process Documentation. (2026). 5-Step Custom Production Workflow.
NexaPaddle structural analysis. (2024–2025). Thermoformed vs. Cold Press Sweet Spot Expansion Study. 15–20% sweet spot expansion in thermoformed construction.
USA Pickleball Association. (2025). Equipment Standards — PBCoR threshold tightened to ≤0.43.
Coherent Market Insights. (2025). Pickleball Equipment Market Size Report. Market valued at ~$702.9M.
Joying Pickleball. (2025). Thermoforming vs Cold Pressed Construction. Temperature >150°C for thermoforming; PP honeycomb softening point ~120–130°C.
Pickleball Warehouse. (2025). Is Your Paddle on the Next Banned List? PBCoR enforcement July 2025; delisted models include JOOLA Perseus MOD-TA 15, Gearbox Pro Power Elongated, Pro Kennex Black Ace.











