
Die entscheidendste Entscheidung bei der Beschaffung benutzerdefinierte OEM-Pickleball-Paddles besteht darin, den richtigen Herstellungsprozess auszuwählen. Für B2B-Käufer – ob Sie ein etablierter Markenbesitzer, ein Volumengroßhändler oder ein wachsender Amazon FBA-Verkäufer sind – bestimmt die zugrunde liegende Produktionsmethode Ihre Stückkosten, Produkt Haltbarkeit, angestrebten Einzelhandelspreis und letztlich Ihren Markenruf. Blind zu beschaffen, ohne die fabrikspezifischen Mechanismen zu verstehen, führt oft zu einem falschen Produkt-Markt-Fit, Rückgaben wegen Delaminierung und Margenerosion.
NexaPaddle ist ein direkter Fabriklieferant für Marken und betreibt sowohl Kaltpressformen als auch Heißpressschmiedelinien unter einem Dach – kein Montagebetrieb, der Arbeiten an Dritte weiterleitet. Dieses Dual-Kapazitätssetup ermöglicht es uns, Ihnen eine klare, unverblümte Analyse dessen zu geben, was jeder Prozess tatsächlich liefert.
Dieser Artikel zergliedert die technischen Spezifikationen, strukturellen Mechaniken und kommerziellen Implikationen beider Prozesse. Das Verständnis der genauen fabrikspezifischen Daten – von der Kern Dicke und Faserverteilung bis hin zu USAPA-Konformitätstests und Großhandelsmargen – ermöglicht es Ihnen, profitable, zuverlässige Produktlinien zu entwickeln, die genau auf Ihren Zielmarkt abgestimmt sind.
Was ist Kaltpressen?
Das Kaltpressen, historisch das Fundament der modernen Paddle-Industrie, bleibt eine hocheffiziente und wirtschaftlich tragfähige Fertigungstechnik. Um ein zuverlässiges Paddle mithilfe dieser Methode zu entwickeln, müssen die Fabriken präzise Laminationsprotokolle durchführen, um die Langlebigkeit der fertigen Einheit sicherzustellen.
Wie es funktioniert
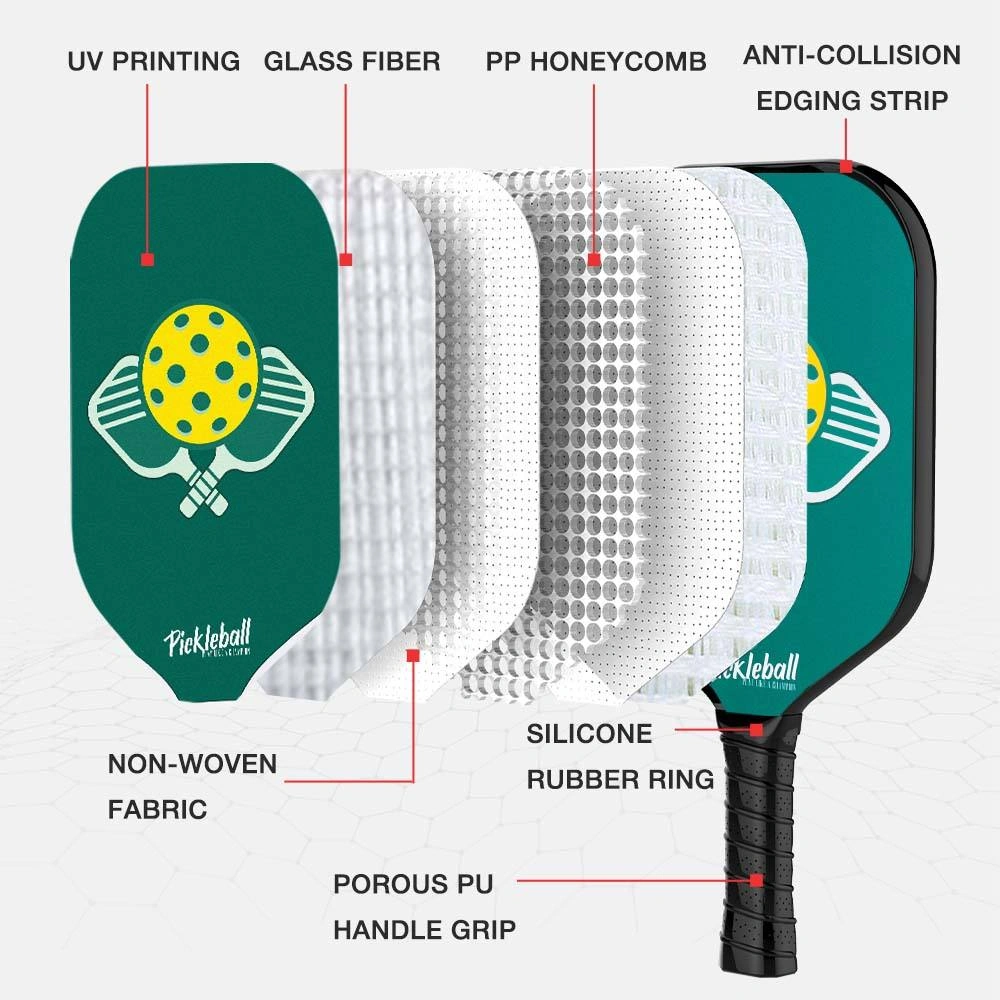
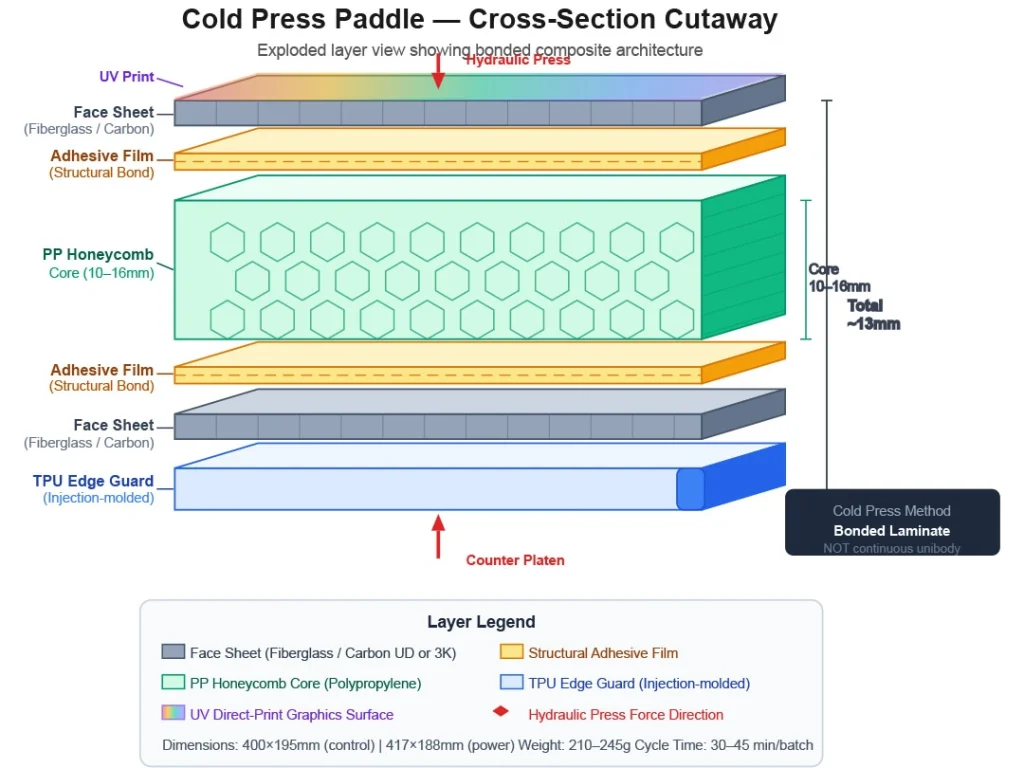
Die Kaltpressfertigung ist grundsätzlich ein Laminationsprozess mit mehreren Teilen. Das Paddeloberflächenmaterial – typischerweise Glasfaser oder Kohlenstofffaser – wird mit dem Polypropylen (PP)-Waben-Kern mithilfe spezieller struktureller Klebefolien verbunden. Der zusammengesetzte Verbund wird dann in eine hydraulische Presse eingelegt und unter hohem Druck bei ambienten oder streng kontrollierten niedrigen Temperaturen komprimiert. Da keine Wärme verwendet wird, um die Harze in den Kern zu schmelzen, bleiben die Oberfläche und der Kern zwei grundlegend separate strukturelle Komponenten, die durch die ausgehärtete Klebeschicht zusammengehalten werden. Die typische Zykluszeit beträgt 30–45 Minuten pro Charge, was Kaltpressen zu einer der schnellsten Paddle-Herstellungsmethoden macht.
Wichtige technische Merkmale
- Glasfaser-Oberflächenoptionen: Wiegt zwischen 220–245 g, erhältlich in Kern Dicken von 10 mm, 13 mm und 16 mm, um das Verhältnis von Power zu Kontrolle zu modulieren.
- Kohlenstofffaser-Oberflächenoptionen: Verwendet unidirektionale (UD) oder 3K-gewebte Kohlenstofffaser, diese Konfigurationen wiegen zwischen 210–235 g, optimal bei 13 mm oder 16 mm Dicke für verbesserte vibrationsdämpfende Eigenschaften.
- Dimensionale Werkzeuge: Standardisierte Stanzen umfassen 400×195 mm für traditionelle Kontrollformen und 417×188 mm für verlängerte Powerformen.
- Kernarchitektur: Standard Polypropylen (PP) Waben.
- Kantenschutz: Einspritzgeformte TPU-Kantenfänger werden nach dem Pressen aufgebracht.
- Grafikanwendung: Direktdruck-UV-Druck, der vollfarbige, hochgradig langlebige Ästhetik erzeugt, ohne signifikantes Gewicht hinzuzufügen.
Stärken
Der Hauptvorteil des Kaltpressens ist die Kosteneffizienz, verbunden mit erprobter historischer Zuverlässigkeit. Der schnellere Produktionszyklus führt zu aggressiven Großhandelspreisen, was es zur besten Wahl für Einstiegs- bis mittlere Einzelhandelspreisniveaus macht. Aus spielerischer Sicht bringt die Klebeschicht einen leichten dämpfenden Effekt, der nachgiebige Kontrolleigenschaften bietet, die Anfänger und Fortgeschrittene bevorzugen. Kritisch für die Konformität besitzen Kaltpress-Paddel von Natur aus einen niedrigeren Koeffizienten der Rückprallfähigkeit – und im Laufe der Nutzung sinkt ihr PBCoR statt steigt, was sicherstellt, dass sie während ihres gesamten Lebenszyklus unter den USAPA-Schwellen spielt. Die strukturelle Integrität beruht vollständig auf der chemischen Bindung der Klebefolie. Diese Verbindung ist der strukturelle Schwachpunkt. Unter wiederholtem thermischen Zyklus (Paddel in heißen Autos zurücklassen) oder anhaltenden Hochgeschwindigkeitsimpakten kann der Kleber abgebaut werden, was zu einer Delaminierung von Oberfläche und Kern und 'toten Stellen' führt. Da die Struktur keine durchgehende Unibody ist, ist die Energieübertragung bei Ballimpakten weniger konsistent, was zu einem funktional kleineren sweet spot im Vergleich zu thermoformbaren Alternativen führt.
Einschränkungen
The structural integrity relies entirely on the chemical bond of the adhesive film. This bond is the structural weak point. Under repeated thermal cycling (leaving paddles in hot cars) or sustained high-velocity impacts, the adhesive can degrade, leading to face-to-core delamination and “dead spots.” Because the structure is not a continuous unibody, energy transfer upon ball impact is less consistent, resulting in a functionally smaller sweet spot compared to thermoformed alternatives.
Um diese Produktionslinie zu erkunden, sehen Sie sich ein Beispiel für ein OEM-Glasfaser-Pickleball-Paddle.
Was ist Heißpressschmieden?
Heißpressschmieden, das oft allgemein als Thermoformen bezeichnet wird, stellt den Höhepunkt der aktuellen Verbund-Paddle-Technik dar. Es beseitigt die Schwächen der adhäsiven Bindung, indem es Thermodynamik verwendet, um den physikalischen Zustand der Materialien zu verändern und eine einheitliche, kohäsive strukturelle Einheit zu schaffen.
Wie es funktioniert
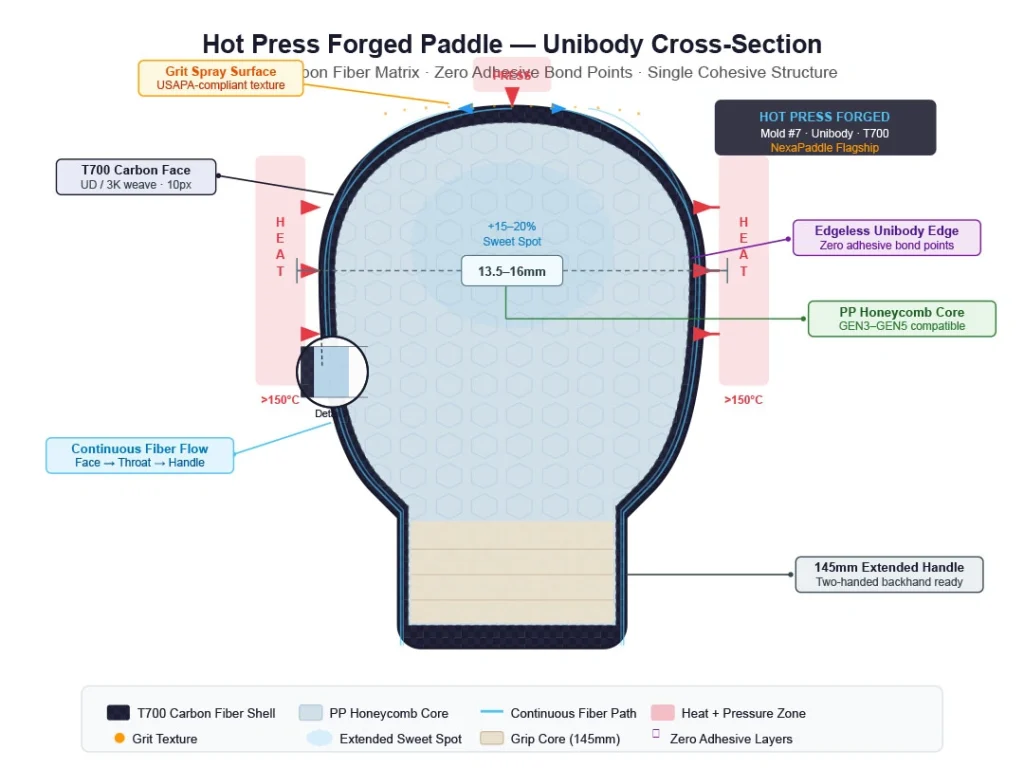
Anstatt auf Klebefolien zu setzen, nutzt der Heißpressprozess gleichzeitig hochkalibrierte Wärme und intensiven Druck, um die in den Kohlenstofffaser-Oberflächenblättern eingebetteten Epoxidharze direkt in die Zellstruktur des Polymers zu härten. Die internen Formtemperaturen übersteigen 150°C– weit über dem ~120–130 °C Weichpunkt von standardisiertem PP-Waben. Dies bedeutet, dass Hersteller die Wärmeverteilung und den Druck sorgfältig kontrollieren müssen, um das Kohlenstofffaser-Material an den Rändern zu formen, ohne die zarte interne Kernstruktur zu kollabieren.
Dieser Prozess verbindet das Oberflächenmaterial, den Kern und die Kanteneinheit zu einem einzigen, kontinuierlichen Unibody. Die Kohlenstofffaser erstreckt sich ununterbrochen von der oberen Kante der Spielfläche, über den Hals bis hin zu einem vollständig umschlossenen Griff. Es gibt keine sekundären Klebezonen, die versagen könnten. Die Zykluszeit beträgt 60–90 Minuten pro Charge—ungefähr doppelt kalt gepresst—aufgrund der erforderlichen Wärmehärtungs- und kontrollierten Kühlphasen.
Zwei Varianten bei NexaPaddle
Während „Thermoformen“ als eine einzelne Technologie stark beworben wird, unterscheidet NexaPaddle zwischen zwei spezifischen Heißpressanwendungen, die jeweils für unterschiedliche Leistungsziele optimiert sind:
- Thermoformte Integration (Formen #1–#5, #8): Einteilige Konstruktion mit Hochtemperaturplatten. Mehrere unterschiedliche Formformen erreichen spezifische aerodynamische Profile—die den Anforderungen an Kontrolle, Balance, Kraft und erweiterte Griffdesigns von fortgeschrittenen Spielern gerecht werden.
- Heißpressen-Schmieden (Form #7): Der fortschrittliche Schmiedeprozess von NexaPaddle. Er nutzt spezialisierte lokale Druckunterschiede während des Backzyklus, um maximale Kohlefaserverdichtung zu erreichen—was maximale Haltbarkeit garantiert, optimierte Steifigkeit für extremen Krafttransfer gewährleistet und das Risiko von Delaminierungen auf absolut null reduziert.
Wichtige Spezifikationen für Heißpressen-geschmiedet (Form #7)
- Gesichtsmaterial: Premium T700 Kohlefaser (erhältlich in UD oder 3K Geweben).
- Abmessungen: 420×185mm oder 425×186mm, optimiert für maximale Reichweite und Schwunggewicht.
- Dickenkonfigurationen: 13.5–14 mm für hohe Geschwindigkeitsleistung oder 16 mm für maximale Vibrationabsorption und Rücksetzfähigkeit.
- Griffarchitektur: 145 mm verlängerter Griff, entworfen für beidhändige Rückhandsschläge.
- Zielgewicht: 220–235g, optimiert für Spitzen-Schwunggeschwindigkeiten.
- Kerntechnologie: Hochdichter PP-Wabenstruktur, kompatibel mit modernen GEN3–GEN5 Schaummethoden.
- Grafik: Premium-Wasseraufkleber unter klaren Beschichtungen für fade-resistentes, hochwertiges Finish.
- Oberflächenstruktur: Fabrikverstellbare Körnungssprüh-Anwendung, präzise dosiert, um die Spin-Generierung zu maximieren, während sie sicher unter den USAPA-Rauheitsgrenzen bleibt.
Stärken
Die einheitliche Konstruktion verändert grundlegend die Physik des Schlägers. Die kontinuierliche Faserverteilung führt zu einem 15–20 % größerer Sweet Spot, da die Energie von Off-Center-Treffern über das gesamte Kohlenstoffnetz verteilt wird, anstatt am Punkt des Aufpralls isoliert zu werden. Es bietet perfekten, konsistenten Schwung über die gesamte Fläche. Die Heißpressmethode ermöglicht auch randlose Designs, die die spielbare Fläche maximieren. Dieser Prozess unterstützt entscheidend die Integration fortschrittlicher Kerntechnologien von GEN3 bis GEN5 schaum-injizierten Rändern.
Warum Marken sich dafür entscheiden
Aus kommerzieller Sicht ist das Heißpressen-Schmieden ein Mittel zur Margenvergrößerung. Die erhöhten Leistungsmerkmale unterstützen einen Premium-Preis von $130–$280+. Während die OEM-Kosten höher sind, ermöglicht der proportionale Einzelhandel-Zuschlag, dass Markeninhaber 55–72% Bruttomargen erzielen, während sie professionelles Equipment liefern.
Um diese premium Fertigungsoptionen zu bewerten, überprüfen Sie unser thermoformte Pickleball-Schläger und die spezifischen gepresste T700 Carbon Pickleball Schläger Linie.
Direkter Vergleich: Kaltpressen vs. Heißpressen-Schmieden
Um eine datengestützte Beschaffungsstrategie umzusetzen, müssen Käufer die Rohspezifikationen bewerten, die diese beiden Methoden unterscheiden. Die folgende Tabelle bietet direkte Kennzahlen von der Fabrik:
| Merkmal | Kaltpressformen | Heißpressen-Schmieden (Thermoformt) |
|---|---|---|
| Bonding-Methode | Klebefolie + Umgebungsdruck | Gleichzeitige Wärme + Druckfusion |
| Struktur | Zweiteilig (Front an Kern gebunden) | Einteilig (Front, Kern, Rand verschmolzen) |
| Formtemperatur | Umgebungs- / Niedrigtemperatur | >150°C (kontrollierte Verteilung) |
| Zykluszeit | 30–45 Minuten pro Charge | 60–90 Minuten pro Charge |
| Oberflächenmaterialien | Glasfaser, Kohlefaser (UD/3K), Kohlenstoff+Teflon | T700/T800 Kohlefaser, Kohlenstoff+Kevlar, Kohlenstoff+Teflon |
| Kernoptionen | PP-Wabenstruktur | PP-Wabenstruktur, GEN3/GEN4/GEN5, EPP-Schaum |
| Typisches Gewicht | 210–245g | 215–245g |
| Dickenbereich | 10–16mm | 13–20mm |
| Sweet Spot | Standard | 15–20% größer (kontinuierliche Faserverteilung) |
| Delaminierungsrisiko | Moderat (Kleberabbau über Zeit) | Nahezu null (keine Klebeverbindung, die versagen kann) |
| Randoptionen | TPU-Kantenschutz | Randlos oder TPU |
| Grafiken | UV-Druck | Wassertransferdruck, Lasergravur, UV-Druck |
| OEM-Kostenbereich | $15–$28/Einheit | $32–$75/einheit |
| Zielhandel | $25–$130 | $129–$319 |
| Bruttomarge | 40–55% | 55–72% |
| MOQ | 300 Stück | 100 Stück |
| Am besten geeignet für | Einstiegs-/Mittelklasse-Marken, Budgetlinien, Starter-Kits | Premium-Marken, Profiserien, Flaggschiffmodelle |
| USAPA-Konformität | Eindeutig (weiter von der PBCoR-Obergrenze entfernt) | Erfordert werkseitige Vorabprüfung (nähe zur PBCoR-Grenze) |
| PBCoR Alterungs-Trajektorie | Fällt im Laufe der Zeit ab (sicherer) | Kann im Laufe der Zeit steigen (erfordert QC-Wachsamkeit) |
Die strukturellen und wirtschaftlichen Daten machen eines deutlich: Keiner der beiden Prozesse ist obsolet. Sie dienen verschiedenen strategischen Funktionen innerhalb des globalen Pickleball-Ausrüstungsmarkts über 702,9 Millionen USD.
Finanziell ist die Kostenabweichung des OEM entscheidend. Ein Kaltpressgerät, das bei 28 USD abschließt, bietet eine sichere Kapitalbereitstellung für Marken, die große Mengen an niedrigpreisigen Beständen bewegen – Amazon-Bündel, große Einzelhandelsplatzierungen und Freizeit-Starter-Kits. Das Margenprofil von 40–55 % hängt von der Bestandsgeschwindigkeit ab. Im Gegensatz dazu erfordern heiße Pressen thermoformte Einheiten einen höheren anfänglichen Kapitalaufwand (32–75 USD/einheit), aber die Unibody-Struktur und die Integration von GEN3–GEN5-Kerntechnologien rechtfertigen UVP von über 200 USD. Hier erzielen Marken überdurchschnittliche Rentabilität und sichern sich bis zu 72 % Bruttomargen bei direkten Premiumverkäufen.
Die regulatorische Landschaft diktiert auch die Herstellungsauswahl. Kaltpressschläger besitzen von Natur aus einen niedrigeren restitutionskoeffizienten, was sie sicher unter der USAPA-Grenze hält. Heißpressgeschmiedete Schläger bieten immense strukturelle Effizienz – da Energie nicht an einer Klebeschicht verloren geht, gibt die Schlägerfläche mehr Energie an den Ball zurück und bringt die Leistung nahe an die strengen ≤0,43 PBCoR-Grenze. Die Bedeutung davon wurde 2024–2025 deutlich, als hochkarätige thermoformte Modelle – darunter der JOOLA Perseus MOD-TA 15 und Modelle von Gearbox und Pro Kennex – nach Markttests von der genehmigten Ausrüstungsliste der USAPA entfernt wurden, da Überschreitungen der PBCoR festgestellt wurden. Die Entwicklung eines wettbewerbsfähigen Premiumschlägers erfordert einen Fabriklieferanten, der in der Lage ist, die Steifigkeit des Schlägerblatts mikromäßig zu kalibrieren, um maximale Kraft zu gewährleisten, ohne eine Disqualifikation auszulösen. Dies ist genau die Kalibrierungsarbeit, die konforme Premiumschläger von verbotenen unterscheidet.

Den richtigen Prozess für Ihre Marke auswählen
Die profitabelste B2B-Beschaffungsstrategie besteht nicht darin, einen Prozess dem anderen vorzuziehen, sondern beide zu nutzen, um einen umfassenden, gestuften Produktkatalog zu gestalten. Dies ist das Good-Better-Best Merchandising-Modell, nach dem die meisten erfolgreichen Pickleball-Marken heute arbeiten:
| Stufe | Gesicht | Kern | Prozess | Ziel - Einzelhandel | Marge |
|---|---|---|---|---|---|
| Gut (Einsteiger) | Glasfaser | PP-Wabenstruktur | Kaltpressung | $25–$60 | 40–50% |
| Besser (Mittelklasse) | Kohlefaser | PP-Wabenstruktur | Kaltpressung | $60–$130 | 45–55% |
| Am besten (Premium) | T700/T800 Carbon | GEN3–GEN5 | Heißpressen geschmiedet | $130–$280+ | 55–72% |
Durch die Etablierung dieser gestuften Architektur gewinnen Sie den Kunden zu Beginn seiner Pickleball-Reise mit einem erschwinglichen Kaltpress-Glasfasergerät. Während sich seine Fähigkeiten weiterentwickeln, bleibt er innerhalb Ihres Marken-Ökosystems und upgrade letztendlich auf Ihr heiß gepresstes Flaggschiffmodell für über 200 USD. Der Katalog dient jedem Käufersegment, ohne dass multiple Lieferantenbeziehungen erforderlich sind.
Die Beschaffung dieses gestuften Katalogs von einem einheitlichen Fabriklieferanten, der beide Produktionslinien betreibt – wie NexaPaddle – bietet vier konkrete operationale Vorteile:
- Vollständige Katalogabdeckung durch eine Lieferantenbeziehung: Beseitigen Sie die Reibung bei Verhandlungen, Prüfungen und Zahlungen an mehrere Übersee-Anbieter.
- Konstante Qualitätskontrolle über die Stufen hinweg: Ihre Einstiegs-Kaltpressschläger durchlaufen die genau gleichen strengen Prüfprotokolle wie Ihre premium geschmiedeten Einheiten.
- Vereinfachte Logistik und Kommunikation: Konsolidieren Sie Versandcontainer, optimieren Sie die Kommunikation zum Verpackungsdesign und stimmen Sie die Produktionszeitpläne über alle SKUs ab.
- Skalierbarkeit: Wenn Ihre Marke an Marktdynamik gewinnt, ist Ihr Fabrikpartner bereits in der Lage, nahtlos von Budgetangeboten auf Elite-Niveau zu wechseln, Pickleball-Schläger aus Kohlefaser ohne dass ein neuer Beschaffungsprozess erforderlich ist.
Innerhalb der Produktionslinie von NexaPaddle
Eine gleichmäßige Produktion sowohl über die Kaltpress- als auch die Heißpressmethoden zu gewährleisten, erfordert ein stark reguliertes Fabrikumfeld. NexaPaddle sichert absolute Wiederholbarkeit durch einen strengen, transparenten 5-Schritte maßgeschneiderten Produktionsworkflow:
Entwurf → Formen → Sprühpolieren → Montage → Qualitätskontrolle
Der kritische Formen Schritt bestimmt das strukturelle Schicksal des Schlägers. Für unsere Heißpresslinien umfasst dies eine sorgfältige Rohmaterialzuschnitt in spezifischen Winkeln zur Maximierung der Zugfestigkeit der Fasern. Fachtechniker führen manuelle Vorformen und Lagenbildungen durch, wobei sie T700-Kohlenstoff und Kernmaterialien präzise in die Formen schichten. Nach strikten Reinigungsprotokollen für die Formen gelangen die Einheiten über hochkalibrierte beheizte Platten und druckgeregelte Autoklaven in die Heißpresse, um eine vollständige, porenfreie Harzfusion zu erreichen.
Die letzte Qualitätskontrolle Phase, in der die Konformität validiert wird. Unsere QC-Stationen führen aggressive Probenahmen durch – Testen auf genaues Zielgewicht, Toleranzen des Gleichgewichtspunkts und Härte des Kerns im großen Maßstab. Entscheidend ist, dass NexaPaddle umfassende USAPA-Vorabprüfungsfähigkeiten bietet: bevor Ihre Schläger die Fabrik verlassen, testen wir die Abmessungen, die Oberflächenrauhigkeit, die statische Durchbiegung und den Reibungskoeffizienten (COF), um die absolute Einsatzbereitschaft für die Einreichung bei der zuständigen Behörde zu gewährleisten.
Mit über 10 Jahren Erfahrung in der Verbundwerkstoffherstellung dient NexaPaddle als Produktionsmotor für über 300 Marken weltweit – und liefert konformes, hochleistungsfähiges Inventar an Märkte in den USA, Kanada, Japan, Australien, dem Vereinigten Königreich, Deutschland, Spanien und Frankreich.

Häufig gestellte Fragen
Welcher Herstellungsprozess ergibt ein besseres Pickleball-Paddle?
Keiner ist universell 'besser'. Kaltpressen überzeugt durch kosteneffiziente Zuverlässigkeit für Einsteiger-/mittlere Märkte und bietet ein nachgiebiges Gefühl, das sich entwickelnde Spieler benötigen. Heißpressschmieden bietet eine überragende strukturelle Leistung – einen größeren sweet spot, null Delaminierungsrisiko und konstante Leistungsentwicklung, die von wettbewerbsorientierten Spielern ab 4.0 gefordert wird. Die richtige Wahl hängt vollständig von Ihrer Zielgruppe und Ihrer Preisstrategie im Einzelhandel ab.
Wie groß ist der Kostenunterschied zwischen Kaltpress- und Heißpressgeschmiedeten Paddeln?
Auf OEM-Ebene kosten Kaltpress-Kohlenstofffaser-Paddel etwa 15–28 $/Stück (FOB). Heißpressgeschmiedete T700-Kohlenstoffpaddel liegen zwischen 32–75 $/Stück, abhängig von der Integration fortschrittlicher Kerntechnologie (Gen 3 bis Gen 5 Schaumperimeter). Die höheren OEM-Kosten werden durch signifikant höhere Einzelhandelspreismacht (130–280 $+) und überlegene Bruttomargen (55–72 %) ausgeglichen.
Kann ich sowohl Kaltpress- als auch Heißpress-Paddel unter einer Marke anbieten?
Absolut – dies ist die genaue Good-Better-Best-Strategie, die von Marktführern umgesetzt wird. Die meisten erfolgreichen Pickleball-Marken gliedern ihren Katalog mit Kaltpress-OEM-Pickleball-Paddeln auf Einsteiger-/mittlerem Niveau und thermoformbaren/geschmiedeten Modellen im Premium-Bereich. NexaPaddle produziert beide gleichzeitig, sodass Sie eine Fabriklieferantenbeziehung über Ihre gesamte Produktlinie aufrechterhalten und gleichzeitig das Bestandsmanagement und die Frachtkonsolidierung optimieren können.
Sind Heißpressgeschmiedete Paddel schwieriger, die USAPA-Zulassung zu erhalten?
Ja, aus ingenieurtechnischer Sicht. Die thermoformbare/geschmiedete Unibody-Struktur nähert sich natürlich der USAPA PBCoR-Obergrenze (≤0.43, verschärft von 0.44 im November 2025) näher als Kaltpressdesigns. Dies wird durch den Alterungstrend der PBCoR verstärkt – thermoformbare Paddel können über die Zeit höher getestet werden, wenn mikroskopische strukturelle Veränderungen unter intensivem Spiel auftreten, was genau zu hochkarätigen Delistierungen in den Jahren 2024–2025 führte. Die vorab getestete PBCoR auf Fabrikebene ist vor der offiziellen Einreichung unerlässlich. NexaPaddle bietet strenge Compliance-Tests in der Fabrik – Abweichung, Rauheit und dimensionaler Toleranzen –, um die Zertifizierungsvorbereitung sicherzustellen, bevor ein Paddle den USAPA-Einreichungsprozess erreicht.
Was sind die Mindestbestellmengen?
Kaltpress-Paddel erfordern eine MOQ von 300 Stück pro Design, was die Einrichtungsgebühren für das Stanzen und die Materialstaging widerspiegelt. Heißpressgeschmiedete/thermoformbare Paddel haben eine niedrigere MOQ von 100 Stück pro Design. Diese niedrigere Schwelle spiegelt die optimierte, modulare Produktionslinie wider, die für unsere Premiumformen eingerichtet ist – was Marken ermöglicht, Premium-SKU mit hohen Margen auf dem Markt zu testen, ohne sich erheblich in eine anfängliche Lagerverpflichtung zu investieren, was das Kapitalrisiko bei Neueinführungen neuer Produkte erheblich reduziert.
Referenzen
NexaPaddle Produktwissensdatenbank. (2026). Kaltpressformserien & Thermoformte integrierte Serien-Spezifikationen.
NexaPaddle Herstellungsprozessdokumentation. (2026). 5-Schritte benutzerdefinierter Produktionsworkflow.
NexaPaddle strukturelle Analyse. (2024–2025). Studie zur Expansion des Thermoform- gegenüber Kaltpress-Sweet Spots. 15–20% süßer Punkt in thermoformter Konstruktion.
USA Pickleball Association. (2025). Ausrüstungsstandards – PBCoR-Grenze auf ≤0.43 verschärft.
Coherent Market Insights. (2025). Bericht zur Marktgröße für Pickleball-Ausrüstung. Markt bewertet mit ca. 702,9 Mio. $.
Joying Pickleball. (2025). Thermoforming vs. Kaltpresskonstruktion. Temperatur >150°C für Thermoformen; PP-Wabenweichwerden bei ~120–130°C.
Pickleball Warehouse. (2025). Ist Ihr Schläger auf der nächsten Verbotsliste? Durchsetzung der PBCoR im Juli 2025; gelistete Modelle sind JOOLA Perseus MOD-TA 15, Gearbox Pro Power Elongated, Pro Kennex Black Ace.











