
La décision unique la plus déterminante lors de l'approvisionnement capacité complète de paddles de pickleball OEM personnalisés. est de choisir le bon processus de fabrication. Pour les acheteurs B2B—que vous soyez un propriétaire de marque établi, un grossiste de volume ou un vendeur FBA Amazon en expansion—la méthode de production sous-jacente dicte votre économie unitaire, la durabilité du produit, le prix de détail cible et, finalement, votre réputation de marque. S'approvisionner sans comprendre les mécanismes au niveau de l'usine conduit souvent à un décalage entre le produit et le marché, des retours de délaminage, et l'érosion des marges.
NexaPaddle est un fournisseur d'usine direct aux marques fonctionnant à la fois sur des lignes de production de moulage par presse froide et de forgeage par presse chaude sous un même toit—ce n'est pas un atelier d'assemblage déléguant des travaux à des tiers. Cette configuration à double capacité nous permet de vous donner une analyse franche et objective de ce que chaque processus offre réellement.
Cet article décompose les spécifications techniques, la mécanique structurelle, et les implications commerciales de ces deux processus. Comprendre les données exactes au niveau de l'usine—de l'épaisseur du noyau et de la distribution des fibres aux tests de conformité USAPA et aux marges de gros—vous permet de construire des lignes de produits rentables et fiables adaptées précisément à votre marché cible.
Qu'est-ce que le moulage par presse froide ?
Le moulage par presse froide, historiquement le fondement de l'industrie moderne des pelles, demeure une technique de fabrication hautement efficace et commercialement viable. Pour concevoir une pelle fiable en utilisant cette méthode, les usines doivent exécuter des protocoles de stratification précis pour assurer la longévité de l'unité finie.
Comment ça marche
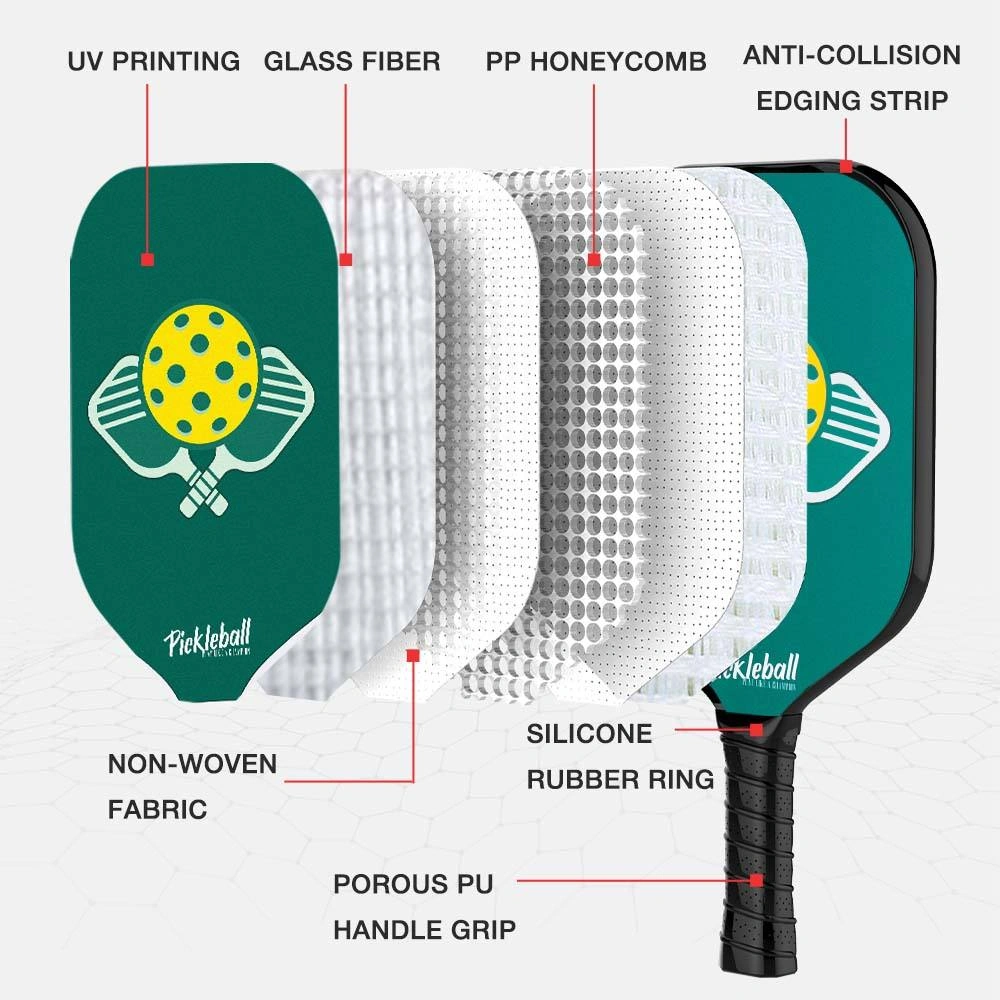
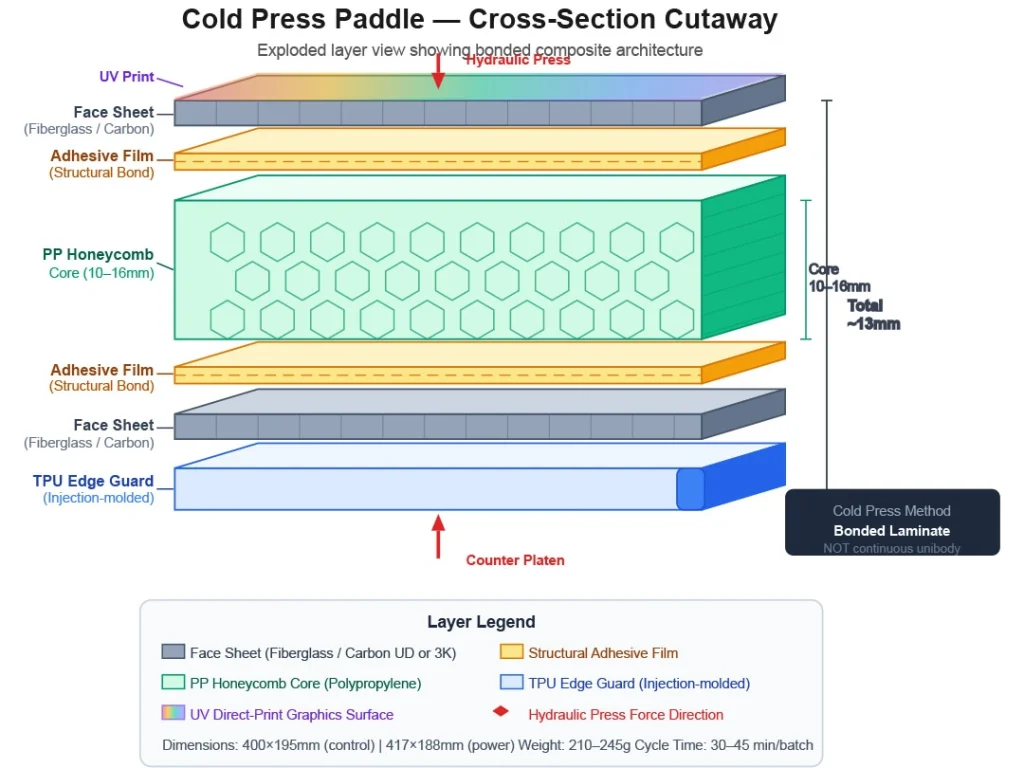
La fabrication par presse froide est fondamentalement un processus de stratification multi-pièces. Le matériau de la face de la pelle—typiquement en fibre de verre ou en fibre de carbone—est lié au noyau en nid d'abeille de polypropylène (PP) à l'aide de films adhésifs structurels spécialisés. Le composite assemblé est ensuite placé dans une presse hydraulique et compressé sous haute pression à température ambiante ou à basse température strictement contrôlée. Parce que la chaleur n'est pas utilisée pour fondre les résines dans le noyau, la face et le noyau restent deux composants structurels fondamentalement séparés maintenus ensemble par la couche adhésive durcie. Le temps de cycle typique est de 30-45 minutes par lot, ce qui fait que le moulage par presse froide est l'une des méthodes de fabrication de pelles les plus rapides disponibles.
Caractéristiques techniques clés
- Options de face en fibre de verre : Pesant entre 220 et 245 g, disponibles en épaisseurs de noyau de 10 mm, 13 mm, et 16 mm pour moduler le rapport puissance-contrôle.
- Options de face en fibre de carbone : Utilisant de la fibre de carbone unidirectionnelle (UD) ou tissée 3K, ces configurations pèsent entre 210 et 235 g, idéalement à des épaisseurs de 13 mm ou 16 mm pour un meilleur amortissement des vibrations.
- Outils dimensionnels : Les découpes standardisées incluent 400×195 mm pour des formes de contrôle traditionnelles, et 417×188 mm pour des formes de puissance allongées.
- Architecture de noyau : Nid d'abeille polypropylène (PP) standard.
- Protection des bords : Garde de bord en TPU moulé par injection appliquée après pressage.
- Application graphique : Impression UV directe sur surface, offrant des esthétiques colorées et hautement durables sans ajouter de poids significatif.
Forces
L'avantage principal du moulage par presse froide est la rentabilité combinée à une fiabilité historique prouvée. Le cycle de production plus rapide se traduit par des prix de gros agressifs, en faisant le choix premier pour les prix de détail d'entrée de gamme à intermédiaires. D'un point de vue jouabilité, la couche adhésive introduit un léger effet d'amortissement, offrant des caractéristiques de contrôle indulgentes préférées par les joueurs débutants et intermédiaires. Critiquement pour la conformité, les pelles pressées à froid possèdent naturellement un coefficient de restitution plus bas—et à mesure qu'elles vieillissent sous le jeu, leur PBCoR diminue plutôt que d'augmenter, les maintenant en dessous des seuils USAPA tout au long de leur cycle de vie.
Limitations
L'intégrité structurelle repose entièrement sur la liaison chimique du film adhésif. Ce lien est le point faible structurel. Sous des cycles thermiques répétés (laisser les pelles dans des voitures chaudes) ou des impacts à haute vitesse soutenus, l'adhésif peut se dégrader, entraînant un délaminage de la face au noyau et des « zones mortes ». Parce que la structure n'est pas unibody continue, le transfert d'énergie lors de l'impact de la balle est moins cohérent, entraînant une zone de confort fonctionnellement plus petite par rapport aux alternatives thermoformées.
Pour explorer cette ligne de production, consultez un exemple d'une pelle de pickleball en fibre de verre OEM.
Qu'est-ce que le forgeage par presse chaude ?
Le forgeage par presse chaude, souvent appelé thermoformage, représente le summum de l'ingénierie moderne des composites pour pelles. Il élimine les faiblesses de la liaison adhésive en utilisant la thermodynamique pour modifier l'état physique des matériaux, créant une unité structurelle unique et cohésive.
Comment ça marche
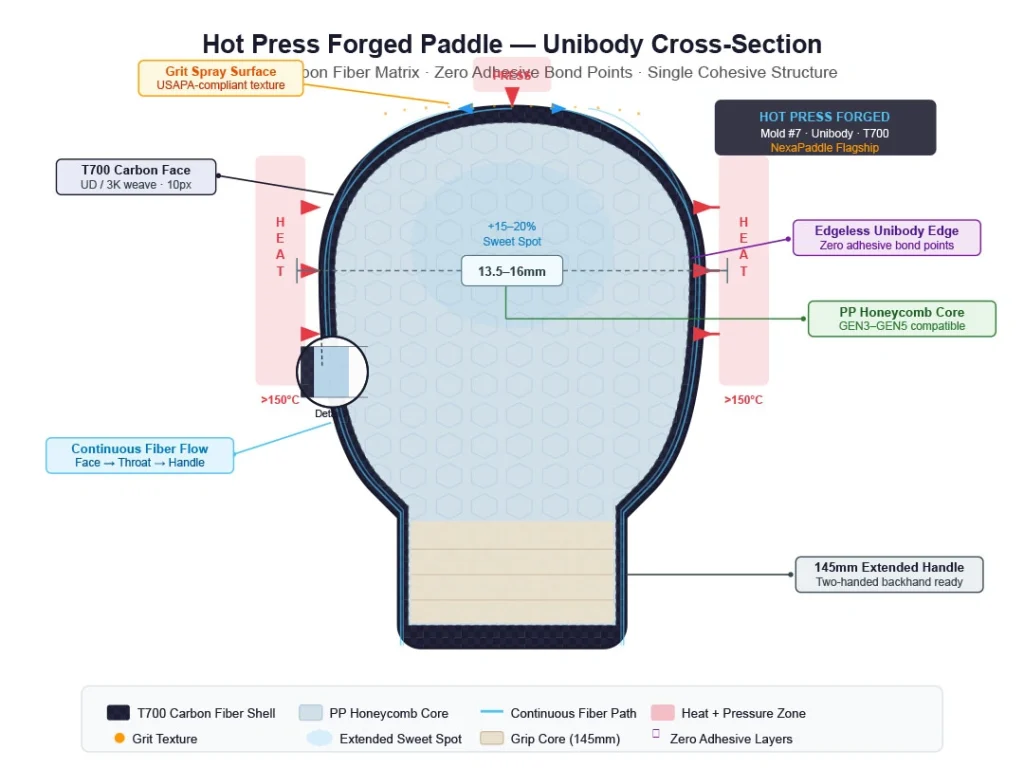
Au lieu de s'appuyer sur des films adhésifs, le processus de presse chaude utilise une chaleur simultanée et très calibrée ainsi qu'une pression intense pour durcir les résines époxy intégrées dans les feuilles de face en carbone directement dans la structure cellulaire du noyau en polymère. Les températures internes du moule dépassent 150 °C, bien au-delà du point de ramollissement d'environ 120-130 °C du nid d'abeille PP standard. Cela signifie que les fabricants doivent soigneusement contrôler la distribution de chaleur et de pression pour mouler la fibre de carbone autour des bords sans effondrer la délicate structure interne du noyau.
Ce processus fusionne le matériau de la face, le noyau, et la structure des bords en une seule unibody continue. La fibre de carbone s'étend sans interruption du bord supérieur de la surface de jeu, traverse le cou, et enveloppe complètement le manche. Il n'y a aucun point de liaison adhésive secondaire susceptible d'échouer. Le temps de cycle s'élève à 60-90 minutes par lot—environ le double du froid—en raison des phases de durcissement à chaud et de refroidissement contrôlé requises.
Deux variantes au NexaPaddle
Bien que le « thermoformage » soit largement présenté comme une seule technologie, NexaPaddle distingue deux applications spécifiques de pressage à chaud, chacune optimisée pour différentes cibles de performance :
- Thermoformé intégré (Moules n°1–n°5, n°8) : Construction monobloc avec des plaques à haute température. Plusieurs formes de moules distinctes atteignent des profils aérodynamiques spécifiques, adaptées aux conceptions de contrôle, d'équilibre, de puissance et de poignées prolongées requises par les joueurs avancés.
- Forgeage par pressage à chaud (Moule n°7) : Le processus de forgeage avancé phare de NexaPaddle. Il utilise des différences de pression localisées spécialisées pendant le cycle de cuisson pour atteindre une compaction maximale de la fibre de carbone, garantissant durabilité maximale, rigidité optimisée pour un transfert de puissance extrême, et risque d'exfoliation nul.
Caractéristiques clés du forgeage par pressage à chaud (Moule n°7)
- Matériau de la face : Fibre de carbone T700 de qualité supérieure (disponible en tissages UD ou 3K).
- Dimensions : 420 × 185 mm ou 425 × 186 mm, optimisés pour une portée et un poids de swing maximaux.
- Configurations d'épaisseur : 13,5–14 mm pour un pop à grande vitesse, ou 16 mm pour une absorption des vibrations maximale et une capacité de réinitialisation.
- Architecture de poignée : Poignée prolongée de 145 mm, conçue pour accommoder des frappes à deux mains en revers.
- Poids cible : 220–235 g, optimisé pour des vitesses de swing d'élite.
- Technologie du noyau : Nid d'abeilles en PP haute densité, compatible avec les techniques de moulage de nouvelle génération GEN3–GEN5.
- Graphiques : Décalcomanies en eau de qualité supérieure superposées sous des couches transparentes pour une finition de haute qualité résistante à l'effacement.
- Texture de surface : Application de spray à grain ajustable en usine, précisément dosée pour maximiser la génération de spin tout en restant conforme aux limites de rugosité USAPA.
Forces
La construction monobloc change fondamentalement la physique du paddle. La distribution continue des fibres entraîne une Zone de frappe 15–20 % plus grande, car l'énergie provenant des frappes décentrées est répartie sur l'ensemble de la matrice de carbone plutôt que d'être isolée au point d'impact. Cela offre une puissance parfaitement cohérente sur toute la surface. La méthode de pressage à chaud permet également des conceptions sans bords qui maximisent la surface jouable. De manière cruciale, ce processus soutient l'intégration des technologies de cœur avancées des périmètres injectés de mousse GEN3 à GEN5.
Pourquoi les marques le choisissent
D'un point de vue commercial, le forgeage par pressage à chaud est un exercice d'expansion des marges. Les caractéristiques de performance élevées soutiennent des prix de détail premium de 130 $ à plus de 280 $. Bien que le coût OEM soit plus élevé, la majoration proportionnelle de détail permet aux propriétaires de marque de capturer des marges brutes de 55 à 72 % tout en fournissant un équipement de qualité professionnelle.
Pour évaluer ces options de fabrication premium, consultez notre raquettes de pickleball thermoformées NexaPaddle et le raquette de pickleball en carbone T700 forgé ligne spécifique.
Comparaison directe : Pressage à froid vs. Forgeage par pressage à chaud
Pour exécuter une stratégie d'approvisionnement basée sur les données, les acheteurs doivent évaluer les spécifications brutes séparant ces deux méthodologies. Le tableau suivant fournit des indicateurs directs de l'usine :
| Caractéristique | Moulage par pressage à froid | Forgeage par pressage à chaud (thermoformé) |
|---|---|---|
| Méthode de liaison | Film adhésif + pression ambiante | Fusion simultanée de chaleur + pression |
| Structure | Deux pièces (face collée au cœur) | Monobloc (face, cœur, bord fusionnés) |
| Température du moule | Température ambiante / basse | >150°C (distribution contrôlée) |
| Temps de cycle | 30-45 minutes par lot | 60-90 minutes par lot |
| Matériaux de surface | Fibre de verre, Fibre de carbone (UD/3K), Carbone + Teflon | Carbone T700/T800, Carbone + Kevlar, Carbone + Teflon |
| Options de noyau | PP en nid d'abeille | Nid d'abeilles en PP, GEN3/GEN4/GEN5, Mousse EPP |
| Poids typique | 210–245g | 215–245g |
| Plage d'épaisseur | 10–16mm | 13–20mm |
| Point idéal | Standard | 15–20 % plus grand (distribution continue des fibres) |
| Risque de délaminage | Modéré (dégradation de l'adhésif au fil du temps) | Pratiquement nul (pas de liaison adhésive à échouer) |
| Options de bord | Garde-bord en TPU | Sans bord ou TPU |
| Graphiques | Impression UV | Décalcomanie à l'eau, gravure au laser, impression UV |
| Plage de coût OEM | $15–$28/unité | $32–$75/unité |
| Prix de vente cible | $25–$130 | $129–$319 |
| Marge brute | 40–55% | 55–72% |
| MOQ | 300 pièces | 100 pièces |
| Meilleur pour | Marques d'entrée de gamme / milieu de gamme, lignes budgétaires, kits de démarrage | Marques premium, lignes professionnelles, modèles phares |
| Conformité USAPA | Direct et clair (plus éloigné du plafond PBCoR) | Nécessite un pré-test en usine (s'approche de la limite PBCoR) |
| Trajectoire de vieillissement PBCoR | Diminue avec le temps (plus sûr) | Peut augmenter avec le temps (nécessite une vigilance QA) |
Les données structurelles et économiques montrent une chose claire : aucun des deux processus n'est obsolète. Ils remplissent des fonctions stratégiques distinctes sur le marché mondial des équipements de pickleball de 702,9 millions de dollars.
D'un point de vue financier, le delta de coût OEM est décisif. Une unité de presse à froid plafonnée à 28 $ permet un déploiement de capital sécurisé pour les marques qui gèrent des stocks de volume élevé et de tickets plus bas—bundles Amazon, placements en grande distribution, et kits de démarrage récréatifs. Le profil de marge de 40 à 55 % dépend de la vélocité des stocks. À l'inverse, les unités thermoformées sous presse chaude exigent un investissement initial plus élevé (32 à 75 $ / unité), mais la structure monobloc et l'intégration des technologies centrales GEN3–GEN5 justifient des prix de détail suggérés dépassant 200 $. C'est ici que les marques génèrent une rentabilité exceptionnelle, sécurisant jusqu'à 72 % de marges brutes sur les ventes premium directes aux consommateurs.
Le paysage réglementaire dicte également les choix de fabrication. Les palettes à pression à froid ont intrinsèquement un coefficient de restitution plus bas, les maintenant en toute sécurité sous le seuil USAPA. Les palettes forgées sous pression chaude possèdent une efficacité structurelle immense—car l'énergie n'est pas perdue dans une couche adhésive, la face de la palette restitue plus d'énergie à la balle, rapprochant les performances de la stricte limite PBCoR ≤0,43. L'importance de cela est devenue claire en 2024–2025, lorsque des modèles thermoformés de haut niveau—including le JOOLA Perseus MOD-TA 15 et des modèles de Gearbox et Pro Kennex—ont été retirés de la liste des équipements approuvés par l'USAPA après que des tests post-marché aient révélé des dépassements de PBCoR. Concevoir une palette premium compétitive nécessite un fournisseur d'usine capable de micro-calibrer la rigidité de la face pour maximiser la puissance sans déclencher une disqualification. C'est exactement le travail de calibration en usine qui sépare les palettes premium conformes des interdites.

Choisir le bon processus pour votre marque
La stratégie de sourcing B2B la plus rentable n'est pas de choisir un processus par rapport à l'autre, mais plutôt d'utiliser les deux pour concevoir un catalogue de produits global et hiérarchisé. C'est le cadre de merchandising Bon-Mieux-Mieux qui est désormais suivi par la plupart des marques de pickleball prospères :
| Niveau | Surface | Noyau | Processus | Cible de vente au détail | Marge |
|---|---|---|---|---|---|
| Bon (Entrée) | Fibre de Verre | PP en nid d'abeille | Pression à froid | $25–$60 | 40–50% |
| Mieux (Milieu) | Fibre de Carbone | PP en nid d'abeille | Pression à froid | $60–$130 | 45–55% |
| Meilleur (Premium) | T700/T800 Carbone | GEN3–GEN5 | Forgeage à chaud | $130–$280+ | 55–72% |
En établissant cette architecture en paliers, vous captez le client au début de son parcours de pickleball avec une unité en fibre de verre à pression froide abordable. Au fur et à mesure que ses compétences progressent, il reste dans votre écosystème de marque—faisant finalement une mise à niveau vers votre modèle phare forgé sous presse chaude à plus de 200 $. Le catalogue sert tous les segments d'acheteurs sans nécessiter de multiples relations avec des fournisseurs.
Sourcer ce catalogue hiérarchisé auprès d'un fournisseur d'usine unifié qui gère les deux lignes de production—comme NexaPaddle—offre quatre avantages opérationnels concrets :
- Couverture complète du catalogue à partir d'une seule relation fournisseur : Éliminez les frictions de négociation, d'audit et de paiement avec plusieurs fournisseurs à l'étranger.
- Contrôle de qualité cohérent entre les paliers : Vos palettes d'entrée de gamme à pression froide subissent les mêmes protocoles d'inspection rigoureux que vos unités forgées premium.
- Logistique et communication simplifiées : Consolidez les conteneurs d'expédition, rationalisez la conception des communications d'emballage et alignez les délais de production sur tous les SKUs.
- Capacité à évoluer : À mesure que votre marque gagne en traction sur le marché, votre partenaire d'usine est déjà équipé pour évoluer sans problème des offres budgétaires vers le niveau élite paddles en fibre de carbone sans nécessiter un nouveau processus d'évaluation de la chaîne d'approvisionnement.
À l'intérieur de la ligne de production de NexaPaddle
Atteindre une production cohérente à la fois pour les méthodologies à pression froide et à pression chaude nécessite un environnement d'usine fortement régulé. NexaPaddle assure une répétabilité absolue grâce à un workflow de production personnalisé en 5 étapes strict et transparent :
Conception → Formation → Polissage par pulvérisation → Assemblage → Contrôle de qualité
L'étape critique Formation décide du destin structurel de la palette. Pour nos lignes sous presse chaude, cela implique une coupe minutieuse des matières premières à des angles spécifiques pour maximiser la résistance à la traction des fibres. Des techniciens qualifiés exécutent la préformation et le layering manuels, superposant précisément les matériaux en carbone T700 et en noyau dans les moules. Suivant des protocoles stricts de nettoyage des moules, les unités entrent sous presse chaude via des plaques chauffées hautement calibrées et des autoclaves régulés en pression pour atteindre une fusion complète de la résine sans vides.
Le dernier Contrôle de qualité étape est où la conformité est validée. Nos stations de contrôle qualité effectuent un échantillonnage rigoureux par lot—testant pour le poids cible exact, les tolérances de point d'équilibre, et la dureté du noyau à grande échelle. Crucialement, NexaPaddle offre de vastes capacités de pré-test USAPA : avant que vos palettes ne quittent le sol de l'usine, nous testons les dimensions, la rugosité de surface, la déflexion statique et le coefficient de friction (COF) pour assurer une préparation absolue à la soumission du corps dirigeant.
Avec plus de 10 ans d'expérience dans la fabrication de composites, NexaPaddle sert de moteur de production pour plus de 300 marques à travers le monde—fournissant un inventaire conforme et haute performance sur les marchés des États-Unis, du Canada, du Japon, de l'Australie, du Royaume-Uni, d'Allemagne, d'Espagne et de France.

Questions Fréquemment Posées
Quel processus de fabrication produit la meilleure pelle de pickleball ?
Aucun n'est universellement « meilleur ». La presse froide excelle en matière de fiabilité rentable pour les marchés d'entrée et intermédiaires, offrant une sensation indulgente requise par les joueurs en développement. Le forgeage par presse chaude offre une performance structurelle premium : une zone de confort plus grande, aucun risque de délaminage, et une génération de puissance constante exigée par les joueurs compétitifs de niveau 4.0 et plus. Le choix dépend entièrement de votre cible démographique et de votre stratégie de prix de détail.
Quelle est la différence de coût entre les pelles forgées par presse froide et par presse chaude ?
Au niveau OEM, les pelles en fibre de carbone pressées à froid coûtent environ 15–28 $/unité (FOB). Les pelles en carbone T700 forgées sous presse chaude varient de 32 à 75 $/unité en fonction de l'intégration de la technologie avancée des noyaux (pérapétales de mousse de Gen 3 à Gen 5). Le coût OEM plus élevé est compensé par un pouvoir de tarification de détail considérablement plus élevé (130–280 $+) et des marges brutes supérieures (55–72 %).
Puis-je proposer des pelles à presse froide et à presse chaude sous une seule marque ?
Absolument—c'est exactement la stratégie Bon-Mieux-Meilleur mise en œuvre par les leaders du marché. La plupart des marques de pickleball réussies classent leur catalogue avec des pelles de pickleball OEM sur mesure pressées froides aux niveaux d'entrée/intermédiaires et des modèles thermoformés/forgés en premium. NexaPaddle produit les deux simultanément, vous permettant de maintenir une relation fournisseur d'usine unique à travers l'ensemble de votre gamme de produits, optimisant ainsi la gestion des stocks et la consolidation des frais de transport.
Les pelles forgées par presse chaude sont-elles plus difficiles à approuver par l'USAPA ?
Oui, d'un point de vue technique. La structure unibody thermoformée/forgée approche naturellement le plafond PBCoR de l'USAPA (≤0.43, resserré de 0.44 en novembre 2025) plus étroitement que les conceptions à presse froide. Cela est aggravé par la trajectoire d'âge PBCoR—les pelles thermoformées peuvent tester plus haut avec le temps à mesure que des changements micro-structurels se produisent lors d'un usage intensif, ce qui a précisément conduit à des délais de radiation de haut niveau en 2024-2025. Les tests PBCoR préalables en usine sont essentiels avant la soumission officielle. NexaPaddle propose des tests de conformité rigoristes en usine—déflexion, rugosité et tolérances dimensionnelles—pour garantir la préparation à la certification avant qu'une pelle n'atteigne le processus de soumission USAPA.
Quelles sont les quantités minimales de commande ?
Les pelles pressées à froid nécessitent une MOQ de 300 pièces par design, reflétant les coûts de mise en place du découpage et de la préparation des matériaux en vrac. Les pelles forgées par presse chaude/thermoformées ont une MOQ inférieure de 100 pièces par design. Ce seuil inférieur reflète la configuration de production modulaire optimisée pour nos moules premium—permettant aux marques de tester des références premium et à forte marge sur le marché avec un engagement initial limité en inventaire, réduisant ainsi considérablement le risque de capital pour les lancements de nouveaux produits.
Références
Base de connaissances sur les produits NexaPaddle. (2026). Série de moulage par pression à froid & spécifications de série intégrée thermoformée.
Documentation du processus de fabrication NexaPaddle. (2026). Flux de production personnalisé en 5 étapes.
Analyse structurelle de NexaPaddle. (2024–2025). Étude d'expansion du point idéal thermoformé contre presse à froid. Expansion du point idéal de 15 à 20 % dans la construction thermoformée.
Association de Pickleball des États-Unis. (2025). Normes d'équipement — Seuil PBCoR resserré à ≤0.43.
Coherent Market Insights. (2025). Rapport sur la taille du marché des équipements de pickleball. Marché évalué à environ 702,9 M$.
Joying Pickleball. (2025). Construction thermoformée vs pressée à froid. Température > 150°C pour le thermoformage ; point de ramollissement en nid d'abeille PP ~120–130°C.
Entrepôt de Pickleball. (2025). Votre palette est-elle sur la prochaine liste des interdites ? Application de PBCoR juillet 2025 ; les modèles retirés incluent JOOLA Perseus MOD-TA 15, Gearbox Pro Power Elongated, Pro Kennex Black Ace.











