
The single most consequential decision when sourcing 맞춤형 OEM 피클볼 패들 is choosing the correct manufacturing process. For B2B buyers—whether you are an established brand owner, a volume wholesaler, or a scaling Amazon FBA seller—the underlying production method dictates your unit economics, product durability, target retail price point, and ultimately, your brand reputation. Sourcing blindly without understanding the factory-level mechanics often leads to mismatched product-market fit, delamination returns, and margin erosion.
NexaPaddle is a direct-to-brand factory supplier running both cold press molding and hot press forging production lines under one roof—not an assembly shop routing work to third parties. That dual-capability setup lets us give you a straight, unvarnished analysis of what each process actually delivers.
This article breaks down the technical specs, structural mechanics, and commercial implications of both processes. Understanding the exact factory-level data—from core thickness and fiber distribution to USAPA compliance testing and wholesale margins—lets you build profitable, reliable product lines matched precisely to your target market.
What Is Cold Press Molding?
Cold press molding, historically the foundation of the modern paddle industry, remains a highly efficient, commercially viable manufacturing technique. To engineer a reliable paddle using this method, factories must execute precise lamination protocols to ensure the longevity of the finished unit.
How It Works
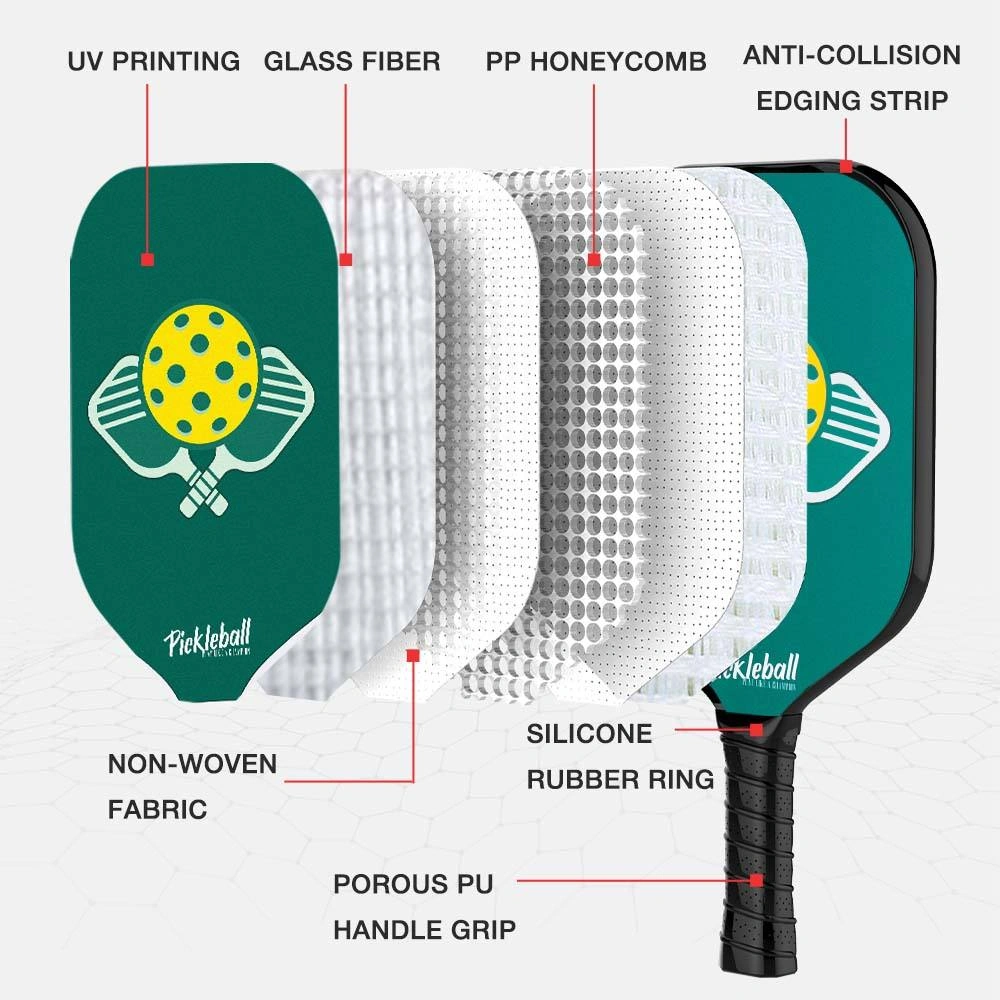
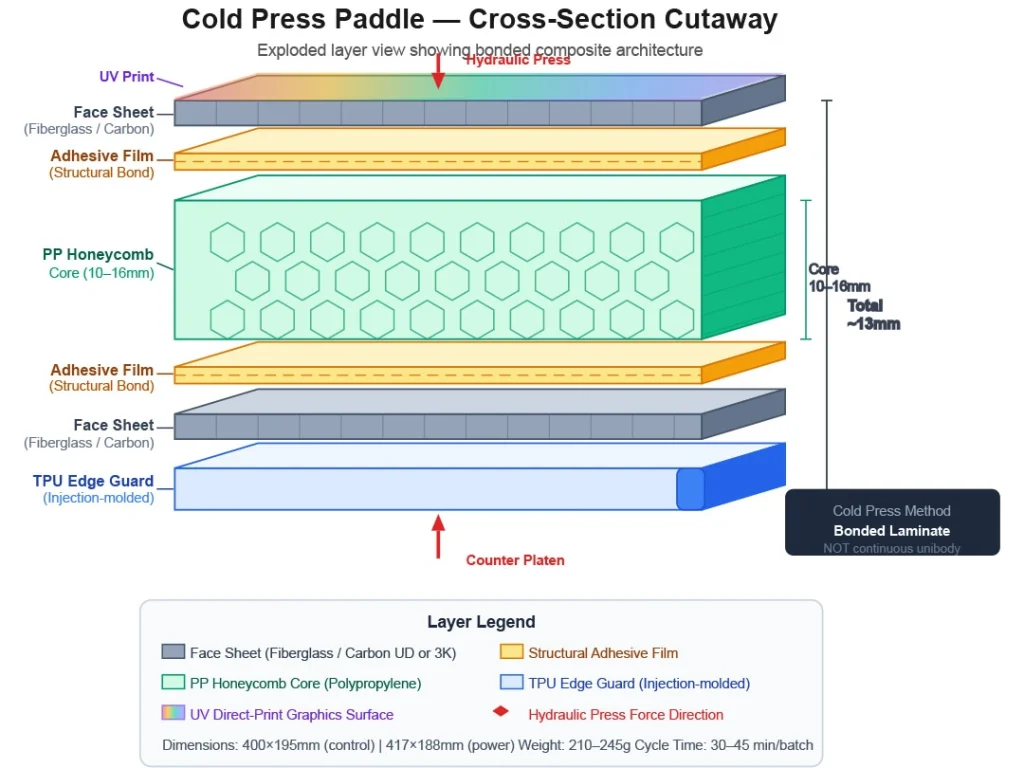
Cold press manufacturing is fundamentally a multi-piece lamination process. The paddle face material—typically fiberglass or carbon fiber—is bonded to the polypropylene (PP) honeycomb core using specialized structural adhesive films. The assembled composite is then placed into a hydraulic press and compressed under high pressure at ambient or strictly controlled low temperatures. Because heat is not used to melt the resins into the core, the face and the core remain two fundamentally separate structural components held together by the cured adhesive layer. Typical cycle time runs 30–45 minutes per batch, making cold press one of the fastest paddle manufacturing methods available.
Key Technical Characteristics
- Fiberglass face options: Weighing between 220–245g, available in 10mm, 13mm, and 16mm core thicknesses to modulate the power-to-control ratio.
- Carbon fiber face options: Utilizing Unidirectional (UD) or 3K woven carbon fiber, these configurations weigh between 210–235g, optimally at 13mm or 16mm thicknesses for enhanced vibration dampening.
- Dimensional tooling: Standardized die-cuts include 400×195mm for traditional control shapes, and 417×188mm for elongated power shapes.
- Core architecture: Standard Polypropylene (PP) Honeycomb.
- Edge protection: Injection-molded TPU edge guards applied post-pressing.
- Graphics application: Direct-to-surface UV printing, yielding full-color, highly durable aesthetics without adding significant weight.
Strengths
The primary advantage of cold press molding is cost-effectiveness combined with proven historical reliability. The faster production cycle translates to aggressive wholesale pricing, making it the premier choice for entry-level to mid-tier retail price points. From a playability standpoint, the adhesive layer introduces a slight dampening effect, offering forgiving control characteristics that beginner and intermediate players prefer. Critically for compliance, cold press paddles naturally possess a lower Coefficient of Restitution—and as they age under play, their PBCoR drops rather than rises, keeping them safely below USAPA thresholds throughout their entire product lifecycle.
제한 사항
The structural integrity relies entirely on the chemical bond of the adhesive film. This bond is the structural weak point. Under repeated thermal cycling (leaving paddles in hot cars) or sustained high-velocity impacts, the adhesive can degrade, leading to face-to-core delamination and “dead spots.” Because the structure is not a continuous unibody, energy transfer upon ball impact is less consistent, resulting in a functionally smaller sweet spot compared to thermoformed alternatives.
To explore this production line, view an example of an OEM fiberglass pickleball paddle.
What Is Hot Press Forging?
Hot press forging, often referred to broadly as thermoforming, represents the pinnacle of current composite paddle engineering. It eliminates the weaknesses of adhesive bonding by using thermodynamics to alter the physical state of the materials, creating a singular, cohesive structural unit.
How It Works
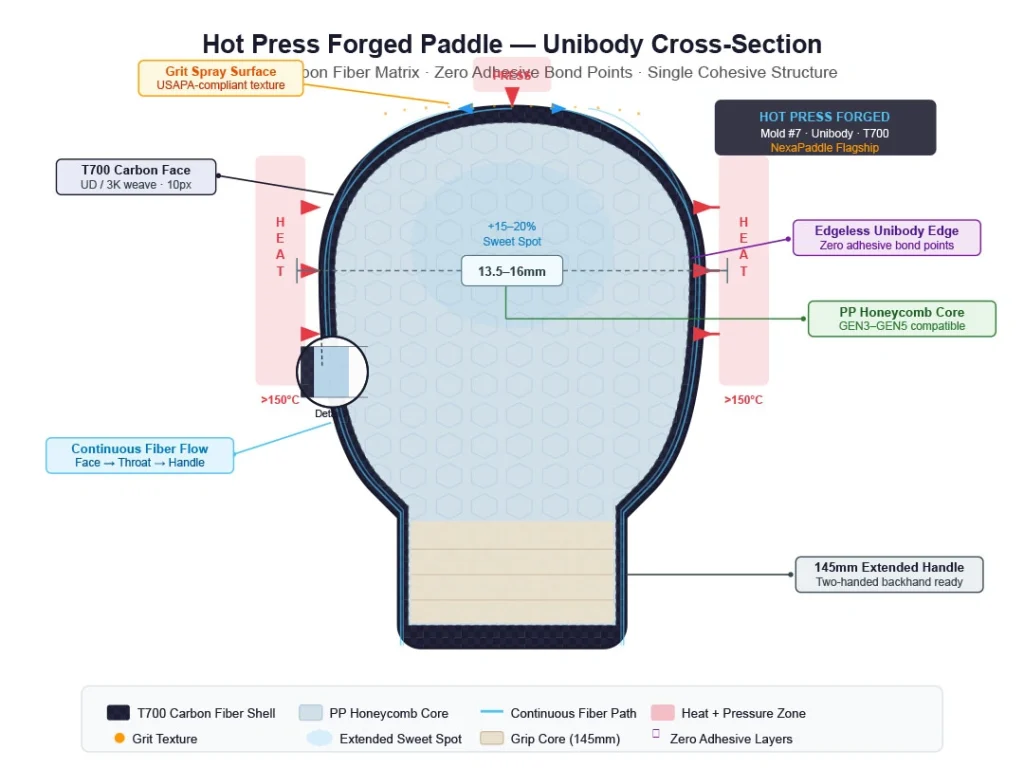
Instead of relying on adhesive films, the hot press process utilizes simultaneous, highly calibrated heat and intense pressure to cure the epoxy resins embedded within the carbon fiber face sheets directly into the cellular structure of the polymer core. Internal mold temperatures exceed 150°C—well above the ~120–130°C softening point of standard PP honeycomb. This means manufacturers must carefully control heat distribution and pressure to mold the carbon fiber around the edges without collapsing the delicate internal core structure.
This process fuses the face material, the core, and the edge structure into a single, continuous unibody. The carbon fiber runs uninterrupted from the top edge of the playing surface, down through the throat, and completely encases the handle. There are zero secondary adhesive bond points to fail. Cycle time runs 60–90분당 배치—열 경화 및 제어 냉각 단계가 필요하여 대략 두 배의 차가운 압축—
NexaPaddle의 두 가지 변형
“열 성형”이 단일 기술로 강하게 마케팅되지만, NexaPaddle은 각기 다른 성능 목표에 맞게 최적화된 두 가지 특정 핫 프레스 응용 프로그램을 구분합니다:
- 열 성형 통합 (금형 #1–#5, #8): 고온 압판이 있는 일체형 구조. 여러 가지 독특한 금형 모양이 특정 공기역학적 프로파일을 달성하여, 진보된 선수들이 요구하는 제어, 균형, 파워 및 연장된 핸들 디자인에 맞춤화되어 있습니다.
- 핫 프레스 단조 (금형 #7): NexaPaddle의 플래그십 고급 단조 프로세스. 구워지는 과정 중에 전문화된 국소 압력 차이를 사용하여 최대 탄소 섬유 압축을 달성하며—최대 내구성을 보장하고 극한의 파워 전이용 최적의 강성을 제공하며 절대 영구적인 박리 위험이 없습니다.
핫 프레스 단조 (금형 #7)의 주요 사양
- 면재료: 프리미엄 T700 탄소 섬유 (UD 또는 3K 직조 가능).
- 치수: 420×185mm 또는 425×186mm, 최대 도달 거리와 스윙 중량 최적화.
- 두께 구성: 고속 팝을 위한 13.5–14mm 또는 최대 진동 흡수 및 재설정 능력을 위한 16mm.
- 핸들 구조: 145mm 연장 핸들, 두 손으로 백핸드 드라이브를 수행할 수 있도록 설계됨.
- 목표 중량: 220–235g, 정밀한 스윙 속도 최적화.
- 코어 기술: 고밀도 PP 벌집 구조, 차세대 GEN3–GEN5 발포 기술과 호환.
- 그래픽: 물 전사 프리미엄 데칼이 투명 코팅 아래에 레이어로 쌓여, 색 바램에 강한 고급 마감 처리.
- 표면 질감: 공장에서 조정 가능한 그릿 스프레이 도포, 최대 회전 생성으로 정확히 측정되며 USAPA 거칠기 한도 아래에 안전하게 유지됩니다.
Strengths
일체형 구조는 패들의 물리를 근본적으로 변경합니다. 연속 섬유 분포는 off-center 타격에서 발생한 에너지가 충격 지점에 고립되지 않고 전체 탄소 매트릭스에 분산되도록 합니다. 이는 전체 표면에서 완벽하게 일관된 파워를 제공합니다. 핫 프레스 방법은 플레이 가능한 면적을 극대화하는 엣지리스 디자인도 허용합니다. 이 과정은 GEN3에서 GEN5 발포 주입 주변의 고급 코어 기술 통합을 지원하는 것이 중요합니다. 15–20% 더 큰 스윗 스팟, as energy from off-center hits is distributed across the entire carbon matrix rather than being isolated at the point of impact. It provides perfectly consistent power across the entire face. The hot press method also allows for edgeless designs that maximize the playable face area. Crucially, this process supports the integration of advanced core technologies from GEN3 through GEN5 foam-injected perimeters.
브랜드가 그것을 선택하는 이유
상업적인 관점에서 핫 프레스 단조는 마진 확장의 기법입니다. 향상된 성능 특성은 프리미엄 $130–$280+의 소매 가격을 지원합니다. OEM 비용이 더 높지만 비례적인 소매 마크업은 브랜드 소유자가 55–72%의 총 이익을 확보하면서 프로급 장비를 제공할 수 있게 합니다.
이 프리미엄 제조 옵션을 평가하려면, 우리를 검토하세요 열형성 피클볼 패들 및 특정 단조 T700 탄소 피클볼 패들 라인.
정면 비교: 차가운 압축 vs. 핫 프레스 단조
데이터 기반 소싱 전략을 실행하기 위해 구매자는 이 두 방법론을 구분짓는 원자재 사양을 평가해야 합니다. 다음 표는 직접적인 공장 바닥 메트릭을 제공합니다:
| 치수 | 차가운 압축 성형 | 핫 프레스 단조 (열 성형) |
|---|---|---|
| 접착 방법 | 접착 필름 + 환경 압력 | 동시 열 + 압력 융합 |
| 구조 | 두 부분 (면과 코어가 접착됨) | 일체형 (면, 코어, 엣지가 융합됨) |
| 금형 온도 | 환경 / 저온 | >150°C (제어된 분포) |
| 사이클 시간 | 30–45 minutes per batch | 60–90분당 배치 |
| 페이스 재료 | 유리 섬유, 탄소 섬유 (UD/3K), 탄소+테플론 | T700/T800 탄소, 탄소+Kevlar, 탄소+테플론 |
| 코어 옵션 | PP 벌집 구조 | PP 벌집, GEN3/GEN4/GEN5, EPP 폼 |
| 일반적인 중량 | 210–245g | 215–245g |
| 두께 범위 | 10–16mm | 13–20mm |
| 스위트 스팟 | 표준 | 15–20% 더 큼 (연속 섬유 분포) |
| 박리 위험 | 중간 (시간 경과에 따른 접착제 열화) | 거의 제로 (실패할 접착제가 없음) |
| 엣지 옵션 | TPU 엣지 가드 | 엣지리스 또는 TPU |
| 그래픽 | UV 인쇄 | 수성 데칼, 레이저 각인, UV 인쇄 |
| OEM 비용 범위 | $15–$28/단위 | $32–$75/단위 |
| 목표 소매가 | $25–$130 | $129–$319 |
| 총 마진 | 40–55% | 55–72% |
| 최소 주문 수량 | 300개 | 100개 |
| 최고의 용도 | 입문/중간 브랜드, 예산 라인, 스타터 키트 | 프리미엄 브랜드, 프로 라인, 플래그십 모델 |
| USAPA 준수 | 직관적 (PBCoR 한계에서 더 멀리 떨어짐) | 공장 사전 테스트 필요 (PBCoR 한계에 근접) |
| PBCoR 노화 경향 | 시간이 지남에 따라 감소 (더 안전함) | 시간이 지남에 따라 증가할 수 있음 (QC 경계 필요) |
구조적 및 경제적 데이터는 한 가지를 명확히 합니다: 두 프로세스 모두 구식이 아닙니다. 이들은 전 세계 702.9백만 달러 규모의 피클볼 장비 시장 내에서 구별된 전략적 기능을 수행합니다.
재정적으로, OEM 비용 차이는 결정적입니다. $28로 한정되는 콜드 프레스 장치는 대량, 저렴한 재고를 이동하는 브랜드에 안전한 자본 배치를 제공합니다—아마존 번들, 대형 소매 배치, 레크리에이션 스타터 키트. 40–55% 마진 프로필은 재고 속도에 의존합니다. 반면, 핫 프레스 열 성형 장치는 더 높은 초기 자본 지출(단위당 $32–$75)을 요구하지만, 유니바디 구조와 GEN3–GEN5 핵심 기술 통합은 $200을 초과하는 MSRP를 타당화합니다. 여기서 브랜드는 비정상적인 수익성을 창출하여 직접 소비자에게 프리미엄 판매에서 최대 72% 총 마진을 확보합니다.
규제 환경 또한 제조 선택을 결정합니다. 콜드 프레스 패들은 본질적으로 더 낮은 복원 계수를 가지고 있어 USAPA 임계값 아래로 안전하게 유지됩니다. 핫 프레스 포지드 패들은 구조적 효율성이 극대화됩니다—에너지가 접착층에 손실되지 않기 때문에 패들 면이 공에 더 많은 에너지를 반환하여 성능이 엄격한 ≤0.43 PBCoR 한계에 가까워집니다. 이의 중요성은 2024–2025년에 분명해졌습니다. JOOLA Perseus MOD-TA 15 및 Gearbox, Pro Kennex의 모델을 포함한 고급 열 성형 모델이 시장 후 시험에서 PBCoR 초과가 나타난 후 USAPA의 승인 장비 목록에서 제외되었습니다. 경쟁력 있는 프리미엄 패들을 설계하려면 부적격 판정을 유발하지 않으면서 최대의 파워를 لـ기 위해 맨얼굴 강성을 미세 조정할 수 있는 공장 공급업체가 필요합니다. 이는 준수하는 프리미엄 패들을 금지된 패들과 구별하는 공장 내부 교정 작업입니다.

브랜드에 적합한 프로세스 선택하기
가장 수익성 있는 B2B 소싱 전략은 하나의 프로세스를 선택하는 것이 아니라, 두 가지를 활용하여 종합적인 계층형 제품 카탈로그를 구성하는 것입니다. 이것은 대부분의 성공적인 피클볼 브랜드가 운영하는 좋은-더 나은-최고의 머천다이징 프레임워크입니다:
| 계층 | 페이스 | 코어 | 프로세스 | 소매 목표 | 마진 |
|---|---|---|---|---|---|
| 좋음(입문) | 유리 섬유 | PP 벌집 구조 | 콜드 프레스 | $25–$60 | 40–50% |
| 더 좋음(중급) | 탄소 섬유 | PP 벌집 구조 | 콜드 프레스 | $60–$130 | 45–55% |
| 최고(프리미엄) | T700/T800 카본 | GEN3–GEN5 | 핫 프레스 단조 | $130–$280+ | 55–72% |
이러한 계층형 구조를 설정함으로써, 피클볼 여정의 시작 단계에서 고객을 연락하는 저렴한 콜드 프레스 유리 섬유 유닛을 제공합니다. 그들의 기술이 발전함에 따라, 그들은 당사의 브랜드 생태계 내에서 머물게 되고, 결국 $200 이상의 핫 프레스 포지드 플래그십 모델로 업그레이드됩니다. 이는 모든 구매자 세그먼트를 만족시키며 여러 공급업체 관계를 요구하지 않습니다.
통합된 공장 공급업체로부터 이 계층형 카탈로그를 소싱하는 것은 여러 가지 구체적인 운영 이점을 제공합니다:
- 단일 공급자 관계에서의 전체 카탈로그 커버리지: 여러 해외 공급업체와 협상하고 감사하며 비용을 지불하는 번거로움을 없애줍니다.
- 계층에 걸친 일관된 품질 관리: 당사의 입문 수준 콜드 프레스 패들은 프리미엄 포지드 유닛과 동일한 엄격한 검사 프로토콜을 거칩니다.
- 간소화된 물류 및 커뮤니케이션: 배송 컨테이너 통합, 포장 디자인 커뮤니케이션 간소화, 모든 SKU의 생산 일정 조정.
- 확장 가능성: 브랜드가 시장에서 입지를 다짐에 따라, 공장 파트너는 예산 제품에서 엘리트 수준으로 자연스럽게 확장할 수 있는 준비가 완료되어 있습니다. 탄소 섬유 피클볼 패들 새로운 공급망 심사 프로세스가 필요하지 않습니다.
NexaPaddle 생산 라인 내부
콜드 프레스 및 핫 프레스 방법론 모두에서 일관된 출력을 달성하려면 엄격하게 규제된 공장 환경이 필요합니다. NexaPaddle은 엄격하고 투명한 5단계 맞춤형 생산 워크플로우를 통해 완전한 반복성을 보장합니다.
디자인 → 성형 → 스프레이 폴리싱 → 조립 → 품질 관리
중대한 형성 단계는 패들의 구조적 운명을 결정합니다. 우리 핫 프레스 라인의 경우, 이에는 섬유 인장 강도를 극대화하기 위해 특정 각도로 원자재를 세심하게 절단하는 과정이 포함됩니다. 숙련된 기술자들은 T700 탄소 및 코어 재료를 정확하게 레이어링하여 금형에 수동적으로 인라인 및 레이업을 수행합니다. 엄격한 금형 청소 프로토콜을 따르며, 유닛은 고도로 조정된 가열 플레이트와 압력 조절 자켓을 통해 핫 프레스로 들어가 완전하고 빈 공간이 없는 수지 융합을 성취합니다.
마지막 품질 관리 단계는 적합성을 검증합니다. 우리의 QC 스테이션은 엄격한 배치 샘플링을 수행하여—정확한 목표 중량, 균형점 허용 오차, 코어 경도를 대규모로 테스트합니다. 결정적으로, NexaPaddle은 모든 패들이 공장 바닥을 떠나기 전에 치수, 표면 거칠기, 정적 처짐 및 마찰 계수(COF)를 테스트하여 관리 기관 제출을 위해 준비가 완료되었는지 확인합니다.
10년 이상의 복합 재료 제조 경험을 가진 NexaPaddle은 전 세계 300개 이상의 브랜드의 생산 엔진 역할을 하며—미국, 캐나다, 일본, 호주, 영국, 독일, 스페인 및 프랑스 시장에 준수하고 고성능 재고를 제공합니다.

자주 묻는 질문
Which manufacturing process makes a better pickleball paddle?
Neither is universally “better.” Cold press excels at cost-effective reliability for entry/mid-tier markets, providing a forgiving feel that developing players require. Hot press forging delivers premium structural performance—a larger sweet spot, zero delamination risk, and consistent power generation demanded by 4.0+ competitive players. The right choice depends entirely on your target demographic and retail price point strategy.
What is the cost difference between cold press and hot press forged paddles?
At the OEM level, cold press carbon fiber paddles cost approximately $15–$28/unit (FOB). Hot press forged T700 carbon paddles range from $32–$75/unit depending on the integration of advanced core technology (Gen 3 through Gen 5 foam perimeters). The higher OEM cost is offset by significantly higher retail pricing power ($130–$280+) and superior gross margins (55–72%).
Can I offer both cold press and hot press paddles under one brand?
Absolutely—this is the exact Good-Better-Best strategy implemented by market leaders. Most successful pickleball brands tier their catalog with cold press custom OEM pickleball paddles at entry/mid levels and thermoformed/forged models at premium. NexaPaddle produces both concurrently, so you maintain one factory supplier relationship across your entire product line, streamlining inventory management and freight consolidation simultaneously.
Are hot press forged paddles harder to get USAPA approved?
Yes, from an engineering standpoint. The thermoformed/forged unibody structure naturally approaches the USAPA PBCoR ceiling (≤0.43, tightened from 0.44 in November 2025) more closely than cold press designs. This is compounded by the PBCoR aging trajectory—thermoformed paddles can test higher over time as micro-structural changes occur under heavy play, which is precisely what led to high-profile delistings in 2024–2025. Factory-level PBCoR pre-testing is essential before official submission. NexaPaddle provides rigorous in-factory compliance testing—deflection, roughness, and dimensional tolerances—to ensure certification readiness before any paddle reaches the USAPA submission process.
What are the minimum order quantities?
Cold press paddles require an MOQ of 300 pieces per design, reflecting the setup costs of die-cutting and bulk material staging. Hot press forged/thermoformed paddles carry a lower MOQ of 100 pieces per design. This lower threshold reflects the optimized, modular production line setup for our premium molds—allowing brands to test premium, high-margin SKUs in the market with limited initial inventory commitment, substantially reducing capital risk on new product launches.
참고자료
NexaPaddle 제품 지식 기반. (2026). 콜드 프레스 성형 시리즈 및 열 성형 통합 시리즈 사양.
NexaPaddle 제조 프로세스 문서. (2026). 5단계 맞춤 생산 워크플로우.
NexaPaddle 구조 분석. (2024–2025). 열가소성 대 냉간 압축 스위트 스팟 확장 연구. 열 성형 구조에서의 15–20% 황금 구간 확장.
미국 피클볼 협회. (2025). 장비 기준 — PBCoR 한계 강화 ≤0.43.
Coherent Market Insights. (2025). 피클볼 장비 시장 규모 보고서. 시장이 ~$702.9M으로 평가됨.
Joying Pickleball. (2025). 열 성형 vs 콜드 프레스 구조. 열 성형을 위한 온도 >150°C; PP 벌집 연화점 ~120–130°C.
피클볼 창고. (2025). 당신의 패들이 다음 금지 목록에 올라 있을까요? PBCoR 강제 실행 2025년 7월; 상장 폐지 모델에는 JOOLA Perseus MOD-TA 15, Gearbox Pro Power Elongated, Pro Kennex Black Ace가 포함됩니다.











