
I’ve seen over 50,000 paddles come off our production line, and I can tell you a secret: most players judge a paddle entirely by the wrong criteria. They look at the flashy brand name, the colorful graphics, or the hefty price tag. But what actually separates a truly good pickleball paddle from a mediocre one happens long before the logo is ever printed. The real magic happens in the hidden craftsmanship of core engineering, material bonding, and surface science.
When you spend your days surrounded by hydraulic presses, carbon fiber spools, and CNC routers, you stop seeing paddles as just sports equipment. You see them as highly engineered composites. You see the delicate balance of tensile strength, polymer elasticity, and thermal fusion.
If you have ever wondered what makes a good pickleball paddle actually perform the way it does, forget the marketing brochures. Let me walk you through what we actually look at on the factory floor, layer by layer, specification by specification.

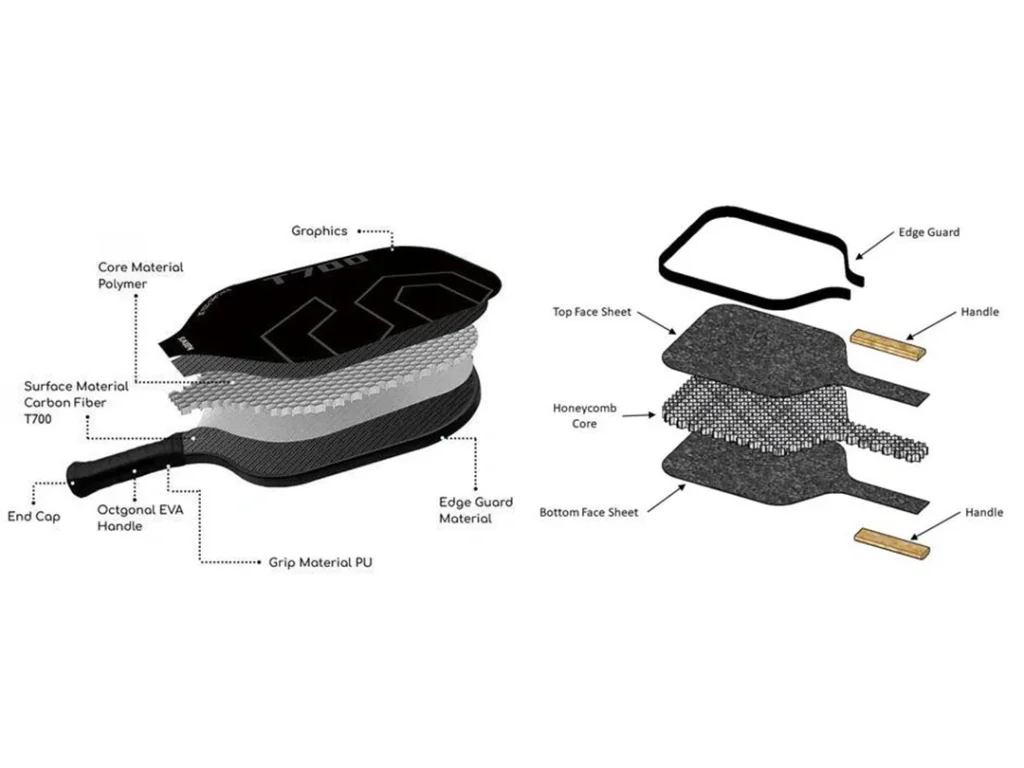
The Core — What’s Hidden Inside Every Paddle
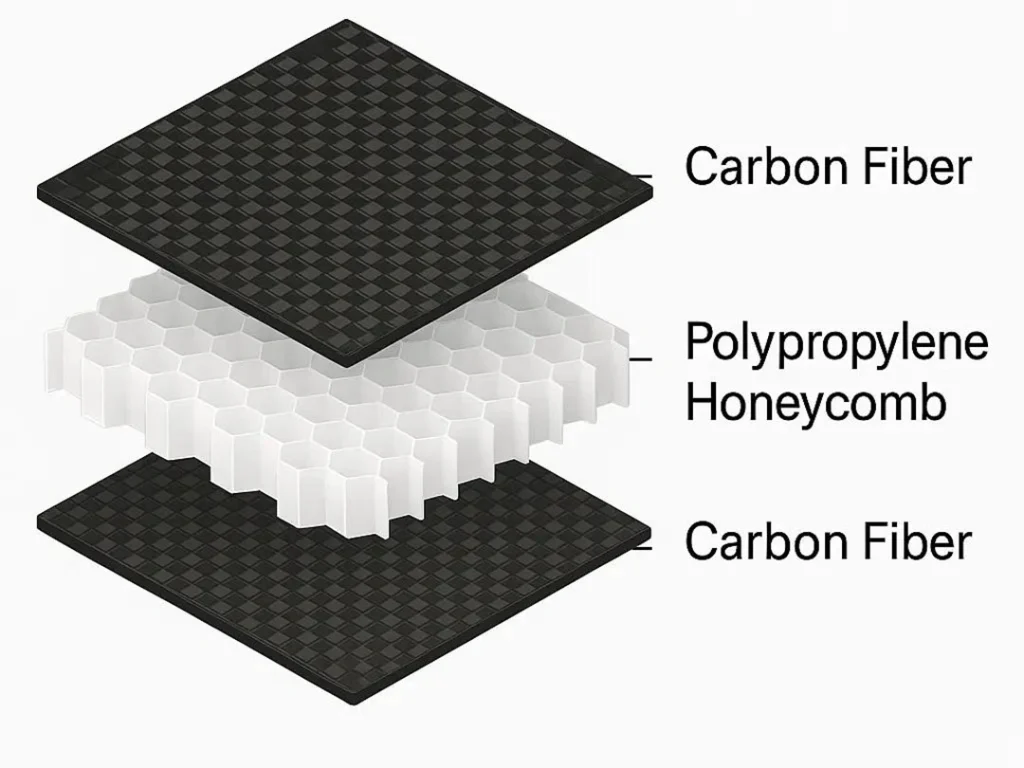
If the face of the paddle is the skin, the core is the engine. Everything you feel when the ball strikes the paddle—the dwell time, the vibration, the sweet spot, the pop—originates right here. Historically, the PP (Polypropylene) honeycomb core has been the undisputed industry standard. But not all honeycomb is created equal. The cell density (how tightly packed the hexagons are) and the wall thickness of those cells determine the paddle’s entire behavioral profile.
When a brand comes to us to design a new paddle, the first question we always ask is about core thickness. This spectrum defines the paddle’s DNA, and we rely on highly specific data to guide these decisions:
- 13mm Cores: Engineered for the aggressive power player. A thinner core is naturally stiffer, resulting in much faster energy return. The ball compresses less and leaves the face quicker. The trade-off? A significantly smaller sweet spot and minimal vibration dampening.
- 16mm Cores: The universal standard that fits over 70% of players. It offers a perfectly balanced dwell time, a reliably larger sweet spot, and moderate vibration dampening. The goldilocks zone of paddle manufacturing.
- 20mm Cores: The control specialist’s choice. A 20mm core provides maximum dwell time, allowing the ball to sit on the face just a fraction of a millisecond longer for precise placement. It yields the largest sweet spot and absolute maximum vibration dampening — the premier choice for joint-sensitive players managing tennis elbow.
Core Generation Evolution
The manufacturing sector doesn’t stand still. What we considered cutting-edge three years ago is already being replaced. We track core technology in distinct generations:
- GEN3: The era of engineered PP honeycomb with tighter cell geometry, optimized to withstand the intense heat of thermoforming without collapsing.
- GEN4: EPP (Expanded Polypropylene) foam replaces traditional honeycomb entirely. Two variants: Filled EPP (high-density, 8x-10x expansion ratio, power + dampening) and Non-Filled EPP (softer, maximum shock absorption, an “absorb-then-release” feel). This generation completely eliminates the dreaded “core crush” failure mode that plagues honeycomb structures under heavy impact.
- GEN5 “Gatling”: The current frontier — a polymeric energy-return mesh core engineered to maximize energy return right at the outer edge of the USAPA’s strict PBCoR envelope. An absolute marvel of modern polymer engineering.
For brands pushing the boundaries of vibration dampening and durability, exploring foam core pickleball paddles is rapidly becoming the new industry standard.
The Face — More Than Just “Carbon Fiber”
When a marketing team says “carbon fiber face,” that tells me almost nothing useful on the factory floor. We need to know exactly what kind of carbon fiber. The raw materials we select dictate the lifespan, power profile, and spin ceiling of every paddle.
The undisputed gold standard of the premium paddle market is T700 carbon fiber, manufactured by Toray Industries. A roll of T700 represents a material with a 4,900 MPa tensile strength, a 230 GPa modulus, a microscopic 7μm filament diameter, and a 1.80 g/cm³ density. To put that in context: this is the exact same aerospace-grade material used in the fuselage of the Boeing 787 Dreamliner.
Brands frequently ask us whether they should upgrade to T800 to create the ultimate premium product. The engineering reality is counterintuitive. T800 is only 12% stronger (5,490 MPa) but carries a 28% higher modulus (294 GPa), making it significantly stiffer and much more expensive. But here’s the key insight: T700’s higher elongation at break (2.1% vs. T800’s 1.9%) makes it vastly superior at absorbing the repeated micro-impacts of a pickleball without developing internal micro-fractures. The “weaker” material is often the smarter choice.
Face Material Variations
| Material | Best For | Key Characteristic |
|---|---|---|
| UD Carbon (Unidirectional) | Power transfer | Fibers aligned in one direction — maximum linear energy delivery |
| 3K Woven Carbon | Durability + spin | Three-filament crosshatch weave — enhanced multi-angle friction |
| Fiberglass | Beginners | 220-245g weight range, highly elastic, forgiving control |
| Kevlar/Aramid Hybrid | Feel + impact resistance | “Plush” sensation impossible to replicate with carbon alone |
Understanding these material distinctions is exactly what makes a good pickleball paddle stand out from a mediocre one. You can explore how we source and apply these materials across our line of carbon fiber pickleball paddles.
The Bond — Where Good Paddles Are Made or Broken
If you take nothing else from this article, read this section carefully. The glue — or the complete absence of it — is the single most important quality differentiator between good pickleball paddles and disposable equipment. Most players never think about it. On the production line, it is our greatest obsession.
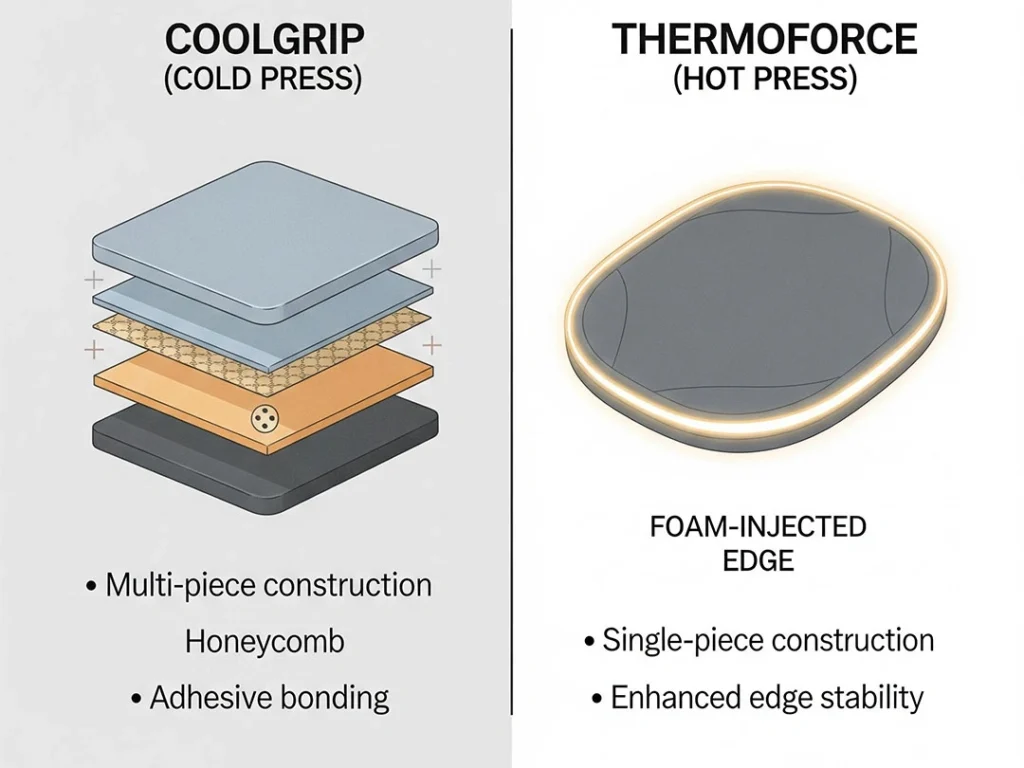
Cold Press Adhesive Bonding
This is the traditional, lower-cost construction method. In a cold press setup, the carbon face is bonded to the honeycomb core using a structural adhesive film. The sandwich goes under heavy hydraulic pressure at ambient room temperature, with a cycle time of just 30-45 minutes per batch.
The engineering flaw is fundamental: the face and the core remain two entirely separate structural components held together by glue. That adhesive layer is the paddle’s structural weak point. Under repeated thermal cycling (leaving a paddle in a hot car) or sustained heavy impact on the court, the adhesive degrades. The inevitable result is delamination — the dreaded “dead spots” where the face literally separates from the core internally. You can hear it when you tap the face: a dead, hollow sound instead of a crisp response.
Thermoformed Unibody Construction
This is where the industry leveled up. Instead of glue, we use simultaneous heat and pressure to fuse the entire paddle into one continuous unit. We bake the assembly at temperatures exceeding 150°C — deliberately above the PP honeycomb’s ~120-130°C softening point.
During this 60-90 minute cycle time, the face, core, and edge perimeter melt and re-solidify together as a single unibody structure. The carbon fiber runs completely uninterrupted from the top of the paddle face straight down through the handle. With zero adhesive bond points, there is zero delamination risk. Energy transfers cleanly through the continuous fiber path rather than dissipating in a glue layer, which is why the sweet spot naturally expands by 15-20% in thermoformed paddles.
Hot Press Forging
This is NexaPaddle’s most advanced proprietary construction variant. We apply localized pressure differentials during the high-heat baking cycle to achieve absolute maximum carbon compaction. The result is the highest structural density possible — zero delamination, maximum durability, and peak power transfer efficiency. It is the standard we build our flagship models to.
The key insight I give every brand owner: if you want a paddle that survives competitive tournament play without structural degradation, demand thermoformed pickleball paddles. It is the only construction method that can genuinely guarantee structural longevity.
Surface Engineering — The Science Behind Spin
Players love to talk about “grit.” On the factory floor, we talk about surface friction coefficients and micron-level topography. The paddle surface isn’t just about feeling rough to the touch — it’s a precisely engineered interface governed by strict regulatory limits.
A truly premium paddle relies on a raw T700/T800 carbon fiber surface. Because individual carbon filaments measure just 7μm in diameter, they naturally form microscopic ridges across the paddle face. This intrinsic micro-texture can generate over 2,300+ RPM of spin without any artificial chemical treatments. It is pure material science, built into the structure of the fabric itself.
Surface Treatment Options
- Teflon Coating: Used on spin-specialist paddles. It increases surface friction while simultaneously improving the structural integrity of the outer resin layer — a dual benefit.
- Grit Spray: Allows adjustable surface roughness for specific control profiles. Must be factory-metered carefully to stay under the USAPA’s 40μm Ra maximum roughness limit. Spray too heavy, and the paddle is immediately illegal.
The durability gap between these approaches is significant. Spray-on grit degrades because the adhesive bond holding the grit particles to the face breaks down under ball friction — typically within 60-90 days of heavy play. In contrast, raw carbon texture is intrinsic to the weave structure itself. It cannot peel because it is part of the structural fabric, meaning it lasts the full lifespan of the paddle.
Our multi-layer finishing process seals everything in: sanding and polishing prep, then a primer coat for chemical adhesion, a mid-coat for color transition, and a topcoat for UV protection and gloss. You can see the result of this process across our full range of raw carbon pickleball paddles.

Quality Control — Where Corners Get Cut (or Don’t)
You can have the best materials and the most advanced thermoforming presses on the market. If your quality control is weak, you will ship garbage. This is precisely where budget factories cut corners to save time and money. At NexaPaddle, we follow a disciplined 5-step production workflow: Design → Forming → Spray Polishing → Assembly → Quality Control.
When a paddle reaches the QC station, it doesn’t get a quick visual check and a signature. We subject batch samples to quantified, documented testing: exact paddle weight (rejecting anything outside a ±3g tolerance from stated spec), balance point mapping to ensure consistent swing weight, and core hardness testing via durometer.
USAPA Compliance Pre-Testing
The most critical component of our QC lab is USAPA compliance pre-testing. We don’t guess whether our paddles are legal — we know, before they ever leave the loading dock.
Our primary test is PBCoR (Coefficient of Restitution), which measures how efficiently the paddle returns ball energy. As of November 2025, the USAPA tightened this limit from 0.44 to ≤0.43. We also run surface roughness profilometry, static deflection checks, and dimensional tolerance measurement down to the millimeter.
Why does this matter so much? At 2026 Golden Ticket events, 6% of paddles tested on-site failed compliance — meaning roughly 1 in 17 competitive players walked onto the court with illegal equipment, often completely unaware, because their manufacturer’s QC had drifted. Official USAPA certification costs a brand $500-$1,200 per design and takes 4-6 weeks. Fail the test, and you start the clock over.
My warning to any brand owner reading this: If your factory cannot mechanically pre-test for PBCoR before shipping, you are gambling with your brand’s reputation and your customers’ tournament eligibility.

Frequently Asked Questions
What is the most important factor that makes a good pickleball paddle?
From a manufacturing standpoint, it is the core-to-face bonding method. Whether a paddle uses adhesive bonding (cold press) or thermoformed unibody construction determines its structural integrity, sweet spot consistency, and long-term durability. A truly good pickleball paddle has zero delamination risk — a standard which only thermoformed or hot press forged construction can guarantee.
Does core thickness really affect paddle performance?
Yes — it is the single most direct mechanical lever we have on performance. 13mm cores deliver maximum power through faster energy return. The 16mm core provides the best all-around balance of pop and control, making it the industry standard for 70%+ of players. The 20mm core maximizes control, dwell time, and vibration dampening. Most competitive players settle on 16mm; players managing joint pain should try 20mm.
How can I tell if a paddle has quality manufacturing?
Without seeing the factory floor, check for these key indicators: consistent weight within ±3g of its stated spec, no dead or hollow-sounding spots when tapping the face, uniform edge guard bonding without visible adhesive gaps, and confirmed USAPA certification. The best paddles also use raw carbon fiber surfaces rather than spray-on grit for durable, lifelong spin performance.
What’s the difference between T700 and T800 carbon fiber in paddles?
T700 (4,900 MPa tensile strength) is the industry gold standard — the same aerospace grade used in the Boeing 787. T800 is 12% stronger (5,490 MPa) but significantly stiffer and much more expensive. For pickleball specifically, T700’s higher elongation at break (2.1% vs T800’s 1.9%) makes it better suited for absorbing thousands of high-velocity ball impacts without developing micro-fractures.
Why do some expensive paddles get banned by USAPA?
Because their construction is actually too efficient at returning energy. The USAPA enforces a strict PBCoR limit of ≤0.43 — thermoformed paddles naturally approach this ceiling because their unibody structure wastes almost no energy on internal adhesive layers. Without factory-level PBCoR pre-testing, a paddle can pass initial certification but physically drift above the legal limit over time as micro-structural changes occur in the core under heavy competitive play.
Conclusion
Every single paddle that rolls off our production line is the sum of hundreds of highly specific manufacturing decisions. When you ask what makes a good pickleball paddle, the answer isn’t found in the graphics or the brand hype. It is found in the invisible architecture: the density of the honeycomb, the precise temperature of the thermoforming press, the micron-level topography of the carbon face, and the uncompromising rigor of the QC lab.
For players, understanding these factory secrets empowers you to choose equipment that will genuinely perform and last. For brands looking to build paddles with these quality standards built in from day one, NexaPaddle’s engineering team works directly with brand owners through the entire manufacturing process — from raw material selection all the way through final USAPA compliance testing.
To explore how we can engineer your next flagship product, learn more about our custom OEM pickleball paddles.
References
- NexaPaddle Product Knowledge Base (March 2026) — core thickness specifications and material metrics
- NexaPaddle Manufacturing Process Documentation (2026) — 5-step production workflow
- NexaPaddle Structural Analysis (2024-2025) — thermoformed 15-20% sweet spot expansion data
- Toray Industries T700SC Technical Data Sheet — tensile strength, modulus, and elongation specifications
- USA Pickleball Equipment Standards (2025) — PBCoR ≤0.43 and 40μm Ra surface roughness limits
- USA Pickleball 2026 Golden Ticket Testing Program — 6% on-site compliance failure rate
- Coherent Market Insights (2025) — $702.9M global pickleball market size











