
He visto salir más de 50,000 palas de nuestra línea de producción, y puedo decirte un secreto: la mayoría de los jugadores evalúan una pala únicamente por los criterios equivocados. Miran la marca llamativa, los gráficos coloridos o el precio elevado. Pero lo que en realidad separa una verdadera buena pala de pickleball de una mediocre ocurre mucho antes de que el logo se imprima. La verdadera magia sucede en la artesanía oculta de la ingeniería del núcleo, la unión de materiales y la ciencia de la superficie.
Cuando pasas tus días rodeado de prensas hidráulicas, carretes de fibra de carbono y enrutadores CNC, dejas de ver las palas como solo equipo deportivo. Las ves como compuestos altamente diseñados. Ves el delicado equilibrio de resistencia a la tracción, elasticidad del polímero y fusión térmica.
Si alguna vez te has preguntado qué hace que una buena pala de pickleball realmente funcione como lo hace, olvida los folletos de marketing. Déjame mostrarte lo que realmente observamos en el suelo de la fábrica, capa por capa, especificación por especificación.

El Núcleo — Lo que está Oculto Dentro de Cada Pala
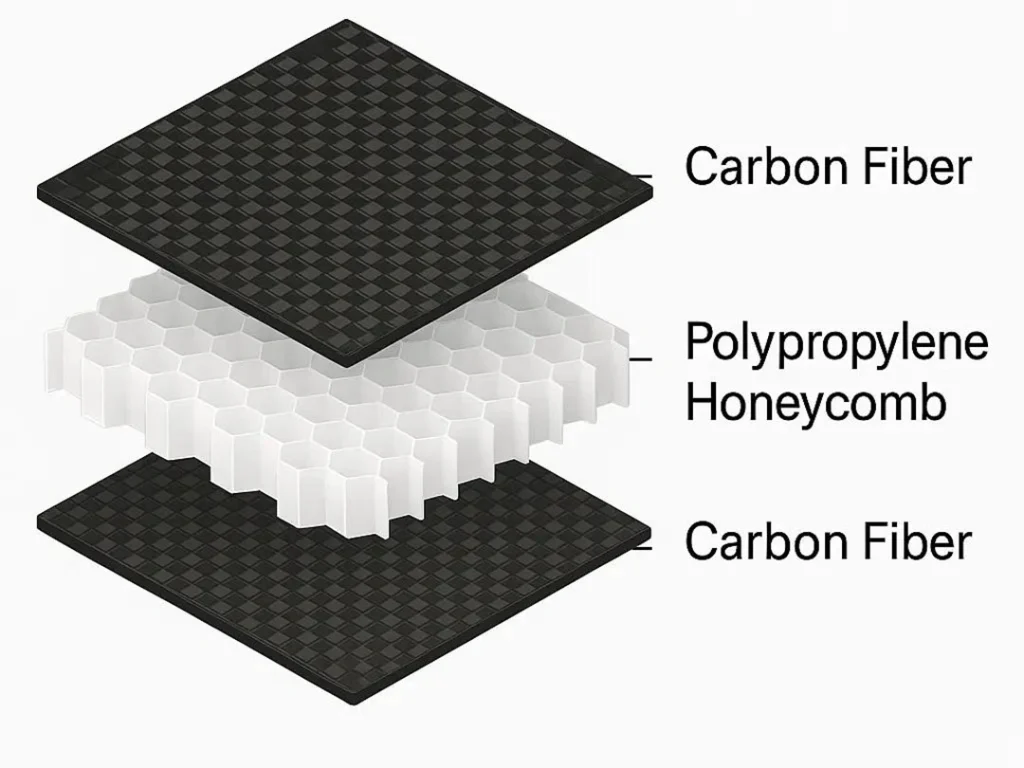
Si la cara de la pala es la piel, el núcleo es el motor. Todo lo que sientes cuando la pelota impacta la pala: el tiempo de permanencia, la vibración, el punto dulce, el pop, se origina aquí. Históricamente, el núcleo en panal de PP (Polipropileno) ha sido el estándar indiscutido de la industria. Pero no todo panal se crea igual. La densidad celular (qué tan apretados están los hexágonos) y el grosor de las paredes de esas celdas determinan todo el perfil de comportamiento de la pala.
Cuando una marca viene a nosotros para diseñar una nueva pala, la primera pregunta que siempre hacemos es sobre el grosor del núcleo. Este espectro define el ADN de la pala, y confiamos en datos altamente específicos para guiar estas decisiones:
- Núcleos de 13 mm: Diseñado para el jugador agresivo de alto poder. Un núcleo más delgado es, naturalmente, más rígido, lo que resulta en un retorno de energía mucho más rápido. La pelota se comprime menos y abandona la cara más rápido. ¿El sacrificio? Un punto dulce significativamente más pequeño y mínima absorción de vibraciones.
- Núcleos de 16 mm: El estándar universal que se adapta a más de 70% de los jugadores. Ofrece un tiempo de permanencia perfectamente equilibrado, un punto dulce significativamente más grande y una moderada absorción de vibraciones. La zona óptima de fabricación de palas.
- Núcleos de 20 mm: La elección del especialista en control. Un núcleo de 20 mm proporciona el máximo tiempo de permanencia, permitiendo que la pelota se quede en la cara una fracción de milisegundo más para una colocación precisa. Produce el punto dulce más grande y la máxima absorción de vibraciones: la elección principal para jugadores sensibles a las articulaciones que gestionan el codo de tenista.
Evolución de la Generación de Núcleos
El sector de fabricación no se queda quieto. Lo que considerábamos de vanguardia hace tres años ya está siendo reemplazado. Seguimos la tecnología de núcleos en generaciones distintas:
- GEN3: La era del panal de PP (polipropileno) diseñado con geometría de celdas más ajustada, optimizado para resistir el intenso calor de la termoformación sin colapsar.
- GEN4: Espuma EPP (polipropileno expandido) reemplaza por completo el panal tradicional. Dos variantes: EPP Lleno (alta densidad, 8x-10x ratio de expansión, potencia + amortiguación) y EPP No Lleno (más suave, máxima absorción de impactos, una sensación de “absorber-luego-liberar”). Esta generación elimina completamente el temido modo de fallo de “colapso del núcleo” que afecta a las estructuras de panal bajo un fuerte impacto.
- GEN5 “Gatling”: La frontera actual: un núcleo de malla polimérica de retorno de energía diseñado para maximizar el retorno de energía justo en el borde exterior del estricto sobre de PBCoR de la USAPA. Una maravilla absoluta de la ingeniería moderna de polímeros.
Para las marcas que están llevando los límites de la absorción de vibraciones y durabilidad, explorar palas de pickleball de núcleo de espuma se está convirtiendo rápidamente en el nuevo estándar de la industria.
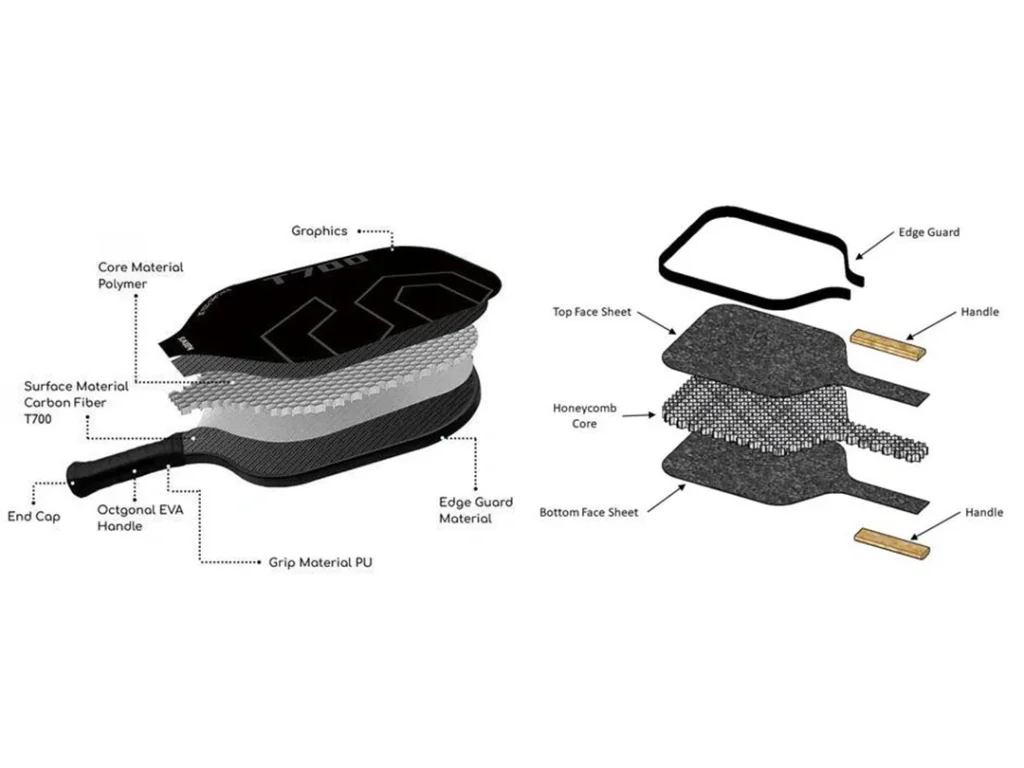
La Cara — Más Que Solo “Fibra de Carbono”
Cuando un equipo de marketing dice “cara de fibra de carbono”, eso no me dice casi nada útil en el taller. Necesitamos saber exactamente qué tipo de fibra de carbono. Los materiales crudos que seleccionamos dictan la duración de la vida útil, el perfil de potencia y el límite de spin de cada pala.
El estándar de oro indiscutible del mercado de palas premium es fibra de carbono T700, fabricada por Toray Industries. Un rollo de T700 representa un material con una resistencia a la tracción de 4,900 MPa, un , un módulo de 230 GPa,, un diámetro de filamento microscópico de 7μm , y unadensidad de 1.80 g/cm³ . Para poner eso en contexto: este es el mismo material de grado aeronáutico utilizado en el fuselaje del Boeing 787 Dreamliner.Las marcas frecuentemente nos preguntan si deberían actualizar a T800 para crear el producto premium definitivo. La realidad de la ingeniería es contraintuitiva.
T800 es solo un 12% más fuerte (5,490 MPa) pero tiene un 28% más de módulo (294 GPa) , haciendo que sea significativamente más rígido y mucho más caro. Pero aquí está la clave: la mayor elongación al romperse de T700 (2.1% vs. 1.9% de T800) lo hace mucho más superior para absorber los microimpactos repetidos de un pickleball sin desarrollar microfracturas internas. El material “más débil” es a menudo la opción más inteligente.Variaciones de Material de la Cara
Característica Clave
| Material | Mejor para | Carbono UD (Unidireccional) |
|---|---|---|
| Transferencia de potencia | Fibras alineadas en una dirección — entrega máxima de energía lineal | Fibers aligned in one direction — maximum linear energy delivery |
| 3K Tejido de Carbono | Durabilidad + giro | Tejido cruzado de tres filamentos — fricción mejorada en múltiples ángulos |
| Fibra de vidrio | Principiantes | Rango de peso de 220-245g, altamente elástico, control indulgente |
| Híbrido de Kevlar/Aramida | Sensación + resistencia al impacto | Sensación “plush” imposible de replicar solo con carbono |
Entender estas distinciones de materiales es exactamente qué hace que una buena pala de pickleball destacar de uno mediocre. Puedes explorar cómo obtenemos y aplicamos estos materiales en toda nuestra línea de paddles de pickleball de fibra de carbono.
El Vínculo — Donde se Hacen o Rompen los Buenos Paddles
Si no retienes nada más de este artículo, lee esta sección con atención. El adhesivo — o la completa ausencia del mismo — es el factor diferenciador de calidad más importante entre buenos paddles de pickleball y equipos desechables. La mayoría de los jugadores nunca lo piensan. En la línea de producción, es nuestra mayor obsesión.
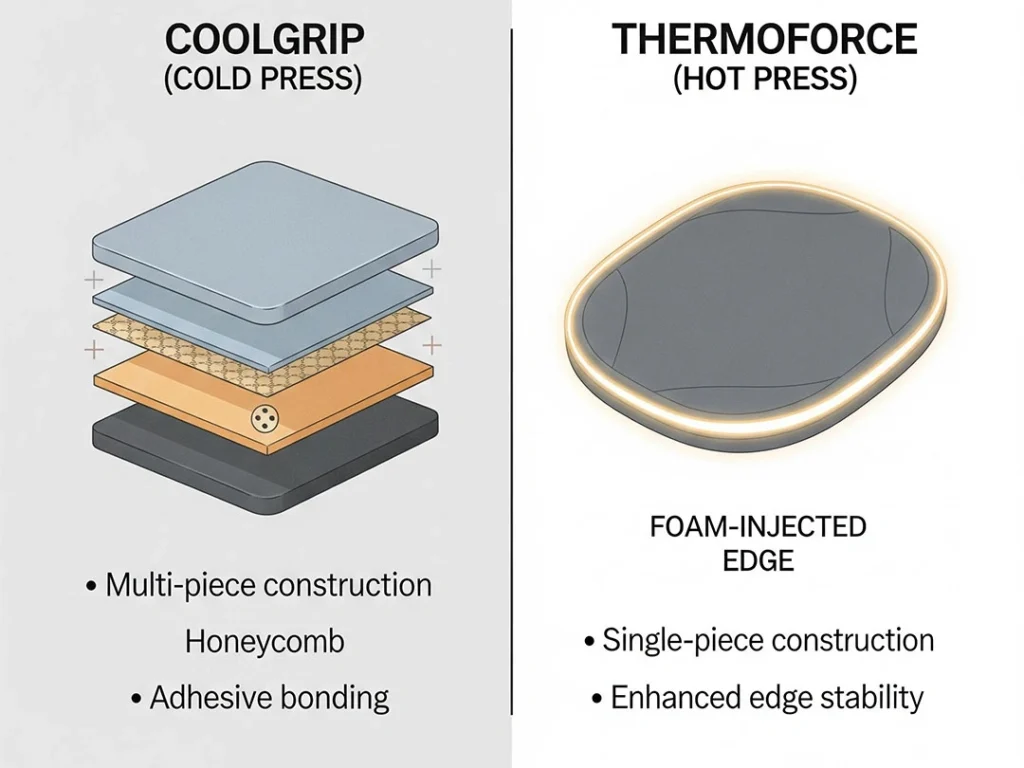
Unión Adhesiva por Prensa en Frío
Este es el método de construcción tradicional y de menor costo. En una configuración de prensa en frío, la cara de carbono se une al núcleo de panal utilizando una película adhesiva estructural. El sándwich se coloca bajo una fuerte presión hidráulica a temperatura ambiente, con un tiempo de ciclo de solo 30-45 minutos por lote.
El defecto de ingeniería es fundamental: la cara y el núcleo permanecen dos componentes estructurales completamente separados unidos solo por adhesivo. Esa capa adhesiva es el punto débil estructural del paddle. Bajo ciclos térmicos repetidos (dejar un paddle en un coche caliente) o impactos pesados sostenidos en la cancha, el adhesivo se degrada. El resultado inevitable es la delaminación — los temidos “puntos muertos” donde la cara se separa literalmente del núcleo internamente. Puedes escucharlo cuando golpeas la cara: un sonido muerto y hueco en lugar de una respuesta nítida.
Construcción de Unibody Termoformada
Aquí es donde la industria avanzó. En lugar de adhesivo, utilizamos calor y presión simultáneos para fusionar todo el paddle en una unidad continua. Horneamos el ensamblaje a temperaturas que superan 150°C — deliberadamente por encima del punto de suavización de ~120-130°C del panal de PP.
Durante este tiempo de ciclo de 60-90 minutos, la cara, el núcleo y el perímetro del borde se funden y se vuelven a solidificar juntos como una sola estructura unibody. La fibra de carbono recorre completamente de manera ininterrumpida desde la parte superior de la cara del paddle hasta el mango. Con cero puntos de unión adhesiva, hay cero riesgo de delaminación. La energía se transfiere limpiamente a través del camino de fibra continua en lugar de disiparse en una capa de adhesivo, razón por la cual el punto dulce se expande naturalmente en 15-20% paddles termoformados.
Forjado por Prensa Caliente
Esta es la variante de construcción propietaria más avanzada de NexaPaddle. Aplicamos diferencias de presión localizadas durante el ciclo de horneado a alta temperatura para lograr la máxima compactación de carbono. El resultado es la máxima densidad estructural posible — cero delaminación, máxima durabilidad y eficiencia máxima en la transferencia de potencia. Es el estándar al que construimos nuestros modelos insignia.
La clave que doy a cada propietario de marca: si deseas un paddle que sobreviva al juego de torneo competitivo sin degradación estructural, exige paddles de pickleball termoformados de NexaPaddle. Es el único método de construcción que puede garantizar genuinamente la longevidad estructural.
Ingeniería de Superficie — La Ciencia Detrás del Giro
A los jugadores les encanta hablar de “rugosidad.” En la planta, hablamos de coeficientes de fricción de superficie y topografía a nivel de micrones. La superficie del paddle no se trata solo de sentir rugosa al tacto — es una interfaz precisamente diseñada regida por estrictos límites regulatorios.
Un paddle verdaderamente premium depende de un superficie de fibra de carbono T700/T800. Debido a que los filamentos de carbono individuales miden solo 7μm de diámetro, naturalmente forman crestas microscópicas a lo largo de la cara del paddle. Esta micro-textura intrínseca puede generar más de 2,300+ RPM de giro sin ningún tratamiento químico artificial. Es pura ciencia de materiales, integrada en la estructura de la tela misma.
Opciones de Tratamiento de Superficie
- Revestimiento de Teflón: Usado en paddles especializados en giro. Aumenta la fricción superficial mientras mejora simultáneamente la integridad estructural de la capa de resina exterior — un beneficio dual.
- Rocío de Rugosidad: Permite una rugosidad superficial ajustable para perfiles de control específicos. Debe ser medido cuidadosamente en fábrica para mantenerse por debajo del límite de rugosidad máxima de 40μm Ra de la USAPA. Si se rocía demasiado, el paddle es inmediatamente ilegal.
La brecha de durabilidad entre estos enfoques es significativa. La rugosidad en spray se degrada porque la unión adhesiva que sostiene las partículas de rugosidad a la cara se desgasta bajo la fricción de la pelota — típicamente dentro de 60-90 días de juego intensivo. En contraste, la textura de carbono crudo es intrínseca a la estructura del tejido mismo. No puede despegar porque es parte de la tela estructural, lo que significa que dura toda la vida útil del paddle.
Nuestro proceso de acabado en múltiples capas sella todo: preparación de lijado y pulido, luego una capa de imprimación para la adhesión química, una capa intermedia para la transición de color, y una capa superior para protección UV y brillo. Puedes ver el resultado de este proceso en toda nuestra gama de palas de pickleball de carbono crudo premium.

Control de Calidad — Donde se Cortan Esquinas (o No)
Puedes tener los mejores materiales y las prensas de termoformado más avanzadas del mercado. Si tu control de calidad es débil, enviarás basura. Precisamente aquí es donde las fábricas de bajo presupuesto recortan esquinas para ahorrar tiempo y dinero. En NexaPaddle, seguimos un flujo de trabajo de producción disciplinado de 5 pasos: Diseño → Formación → Pulido por Spray → Ensamblaje → Control de Calidad.
Cuando una pala llega a la estación de control de calidad, no recibe solo un chequeo visual rápido y una firma. Sujetamos muestras por lotes a pruebas cuantificadas y documentadas: peso exacto de la pala (rechazando cualquier cosa fuera de un tolerancia de ±3g de la especificación declarada), mapeo del punto de equilibrio para asegurar un peso de swing consistente, y pruebas de dureza del núcleo mediante un durometro.
Prueba Preliminar de Cumplimiento USAPA
El componente más crítico de nuestro laboratorio de control de calidad es la prueba preliminar de cumplimiento USAPA. No adivinamos si nuestras palas son legales: sabemos, antes de que salgan del muelle de carga.
Nuestra prueba principal es PBCoR (Coeficiente de Restitución), que mide qué tan eficientemente la pala devuelve la energía de la pelota. A partir de noviembre de 2025, la USAPA endureció este límite de 0.44 a ≤0.43. También realizamos perfilometría de rugosidad de superficie, verificaciones de deflexión estática y medición de tolerancias dimensionales hasta el milímetro.
¿Por qué es tan importante? En eventos Golden Ticket 2026, el 6% de las palas probadas en el sitio fallaron en el cumplimiento — lo que significa aproximadamente 1 de cada 17 jugadores competitivos entró a la cancha con equipo ilegal, a menudo sin totalmente consciente, porque el control de calidad de su fabricante había fallado. La certificación oficial de USAPA cuesta a una marca $500-$1,200 por diseño y toma 4-6 semanas. Si fallas la prueba, reinicias el reloj.
Mi advertencia a cualquier propietario de marca que esté leyendo esto: Si tu fábrica no puede realizar pruebas mecánicas preliminares para PBCoR antes del envío, estás arriesgando la reputación de tu marca y la elegibilidad de torneo de tus clientes.

Preguntas Frecuentes
¿Cuál es el factor más importante que hace que una pala de pickleball sea buena?
Desde el punto de vista de la fabricación, es el método de unión núcleo-cara. Ya sea que una pala use unión adhesiva (prensado en frío) o construcción de unibody termoformado, determina su integridad estructural, consistencia del punto dulce y durabilidad a largo plazo. Una verdadera buena pala de pickleball no tiene riesgo de delaminación, un estándar que solo puede garantizar la construcción termoformada o forjada en caliente.
¿Realmente afecta el grosor del núcleo al rendimiento de la pala?
Sí, es el único apalancamiento mecánico directo que tenemos sobre el rendimiento. Núcleos de 13 mm proporcionan la máxima potencia a través de un retorno de energía más rápido. El núcleo de 16 mm ofrece el mejor equilibrio general de pop y control, lo que lo convierte en el estándar de la industria para el 70%+ de los jugadores. El núcleo de 20 mm maximiza el control, el tiempo de permanencia y la amortiguación de vibraciones. La mayoría de los jugadores competitivos optan por 16 mm; los jugadores que manejan dolor en las articulaciones deberían probar 20 mm.
¿Cómo puedo saber si una pala tiene una fabricación de calidad?
Sin ver el suelo de la fábrica, verifica estos indicadores clave: peso consistente dentro de ±3g de su especificación declarada, sin puntos muertos o con sonido hueco al golpear la cara, unión uniforme de la guarda de borde sin espacios adhesivos visibles y certificación USAPA confirmada. Las mejores palas también utilizan superficies de fibra de carbono cruda en lugar de arena spray para un rendimiento duradero y de giro durante toda la vida.
¿Cuál es la diferencia entre la fibra de carbono T700 y T800 en las palas?
T700 (4,900 MPa de resistencia a la tracción) es el estándar de oro de la industria: el mismo grado aeroespacial utilizado en el Boeing 787. T800 es 12% más fuerte (5,490 MPa) pero significativamente más rígido y mucho más caro. Para el pickleball específicamente, la mayor elongación a la rotura de T700 (2.1% frente al 1.9% de T800) lo hace más adecuado para absorber miles de impactos de pelota de alta velocidad sin desarrollar micro-fracturas.
¿Por qué algunas palas caras son prohibidas por USAPA?
Porque su construcción es en realidad demasiado eficiente para devolver energía. La USAPA aplica un estricto límite de PBCoR de ≤0.43 — las palas termoformadas naturalmente se acercan a este límite porque su estructura de unibody desperdicia casi ninguna energía en capas adhesivas internas. Sin pruebas previas al nivel de fábrica de PBCoR, una pala puede pasar la certificación inicial pero físicamente superar el límite legal con el tiempo a medida que ocurren cambios microestructurales en el núcleo durante un juego competitivo intenso.
Conclusión
Cada pala que sale de nuestra línea de producción es la suma de cientos de decisiones de fabricación altamente específicas. Cuando preguntas qué hace que una buena pala de pickleball, la respuesta no se encuentra en los gráficos o el bombo de la marca. Se encuentra en la arquitectura invisible: la densidad del panal, la temperatura precisa de la prensa de termoformado, la topografía a nivel micrón de la cara de carbono, y el rigor intransigente del laboratorio de control de calidad.
Para los jugadores, entender estos secretos de fábrica te empodera a elegir equipos que realmente funcionen y duren. Para las marcas que buscan construir palas con estos estándares de calidad desde el primer día, el equipo de ingeniería de NexaPaddle trabaja directamente con los propietarios de marca a lo largo de todo el proceso de fabricación — desde la selección de materia prima hasta las pruebas de cumplimiento final de USAPA.
Para explorar cómo podemos diseñar tu próximo producto insignia, aprende más sobre nuestro palas de pickleball personalizadas OEM.
Referencias
- Base de Conocimiento de Productos NexaPaddle (marzo de 2026) — especificaciones de grosor del núcleo y métricas de material
- Documentación del Proceso de Fabricación de NexaPaddle (2026) — flujo de trabajo de producción de 5 pasos
- Análisis Estructural de NexaPaddle (2024-2025) — datos de expansión de punto dulce termoformado del 15-20%
- Hoja de Datos Técnicos de Toray Industries T700SC — especificaciones de resistencia a la tracción, módulo y elongación
- Estándares de Equipos de USA Pickleball (2025) — límites de PBCoR ≤0.43 y rugosidad de superficie de 40μm Ra
- Programa de Pruebas de Golden Ticket de USA Pickleball 2026 — tasa de falla del 6% en el cumplimiento en el sitio
- Coherent Market Insights (2025) — tamaño del mercado global de pickleball de $702.9M











