
J'ai vu plus de 50 000 raquettes sortir de notre chaîne de production, et je peux vous dire un secret : la plupart des joueurs jugent une raquette uniquement sur des critères erronés. Ils regardent le nom de marque flashy, les graphismes colorés, ou l'étiquette de prix élevée. Mais ce qui sépare vraiment une bonne raquette de pickleball d'une médiocre se produit bien avant que le logo ne soit jamais imprimé. La vraie magie se produit dans l'artisanat caché de l'ingénierie du noyau, de la liaison des matériaux, et de la science de la surface.
Lorsque vous passez vos journées entouré de presses hydrauliques, de bobines de fibre de carbone, et de routeurs CNC, vous cessez de voir les raquettes comme de simples équipements sportifs. Vous les voyez comme des composites hautement ingénierés. Vous voyez l'équilibre délicat entre la résistance à la traction, l'élasticité du polymère, et la fusion thermique.
Si vous vous êtes déjà demandé ce qui fait qu'une bonne raquette de pickleball fonctionne réellement comme elle le fait, oubliez les brochures marketing. Laissez-moi vous expliquer ce que nous examinons réellement au sol de l'usine, couche par couche, spécification par spécification.

Le Noyau — Qu'est-ce qui est caché à l'intérieur de chaque raquette
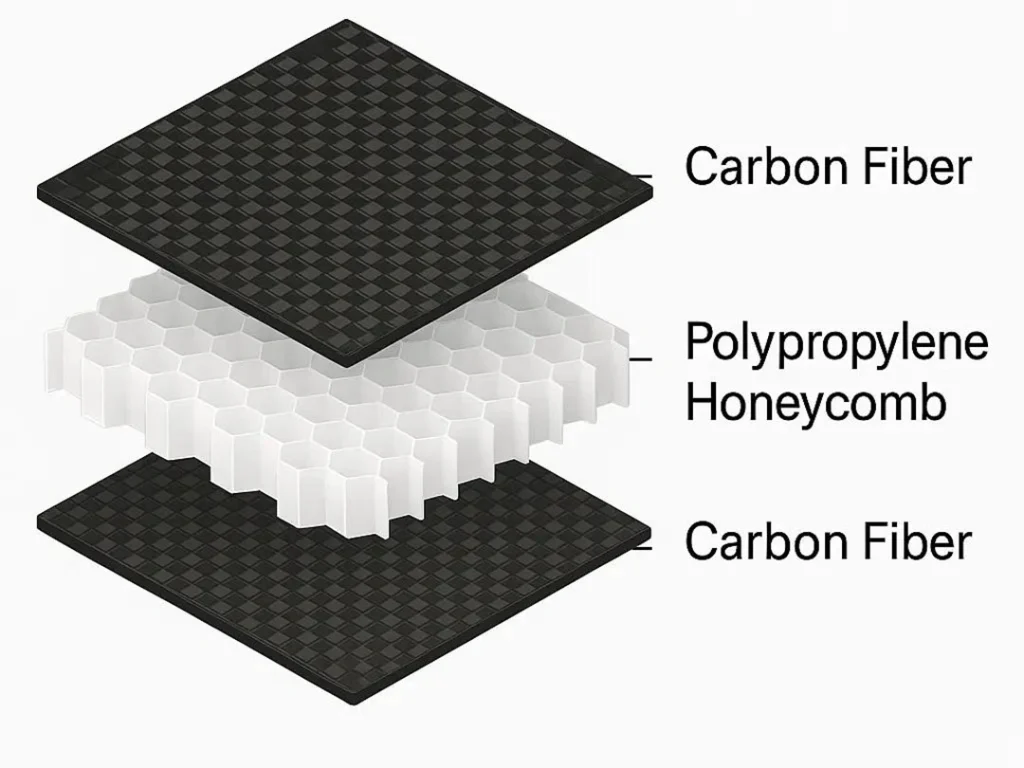
Si la face de la raquette est la peau, le noyau est le moteur. Tout ce que vous ressentez lorsque la balle frappe la raquette — le temps d'immobilisation, la vibration, le point idéal, le pop — provient d'ici. Historiquement, le noyau en nid d'abeille PP (Polypropylène) a été la norme incontestée dans l'industrie. Mais tous les nids d'abeille ne sont pas créés égaux. La densité des cellules (à quel point les hexagones sont densément packés) et l'épaisseur des parois de ces cellules déterminent l'ensemble du profil comportemental de la raquette.
Lorsque qu'une marque vient à nous pour concevoir une nouvelle raquette, la première question que nous posons toujours concerne l'épaisseur du noyau. Ce spectre définit l'ADN de la raquette, et nous nous basons sur des données très spécifiques pour guider ces décisions :
- Cores de 13 mm : Conçu pour le joueur de puissance agressif. Un noyau plus fin est naturellement plus rigide, ce qui entraîne un retour d'énergie beaucoup plus rapide. La balle se comprime moins et quitte la surface plus rapidement. Le compromis ? Une zone de frappe significativement plus petite et un amortissement des vibrations minimal.
- Cores de 16 mm : La norme universelle qui convient à plus de 70 % des joueurs. Il offre un temps de contact parfaitement équilibré, une zone de frappe plus grande et un amortissement modéré des vibrations. La zone idéale de la fabrication de palettes.
- Cores de 20 mm : Le choix du spécialiste du contrôle. Un noyau de 20 mm offre un temps de contact maximal, permettant à la balle de rester sur la surface juste une fraction de milliseconde de plus pour un placement précis. Il génère la plus grande zone de frappe et un amortissement des vibrations absolument maximal — le choix premier pour les joueurs sensibles aux articulations souffrant du coude du tennis.
Évolution de la Génération de Noyaux
Le secteur de la fabrication ne reste pas inactif. Ce que nous considérions à la pointe de la technologie il y a trois ans est déjà en train d'être remplacé. Nous suivons la technologie des noyaux par générations distinctes :
- GEN3 : L'ère des alvéoles en PP conçues avec une géométrie de cellule plus serrée, optimisées pour résister à la chaleur intense du thermoformage sans s'effondrer.
- GEN4 : mousse EPP (Polypropylène expansé) remplace complètement l'alvéole traditionnelle. Deux variantes : EPP Rempli (haute densité, taux d'expansion de 8x-10x, pouvoir + amortissement) et EPP Non Rempli (plus doux, absorption maximale des chocs, une sensation "absorber-puis-relâcher"). Cette génération élimine complètement le redouté mode de défaillance "écrasement du noyau" qui frappe les structures en alvéole sous impact lourd.
- GEN5 “Gatling” : La frontière actuelle — un noyau en maille polymère de retour d'énergie conçu pour maximiser le retour d'énergie juste au bord de l'enveloppe stricte PBCoR de la USAPA. Une véritable merveille de l'ingénierie polymère moderne.
Pour les marques qui repoussent les limites de l'amortissement des vibrations et de la durabilité, explorer raquettes de pickleball à noyau en mousse devenant rapidement la nouvelle norme industrielle.
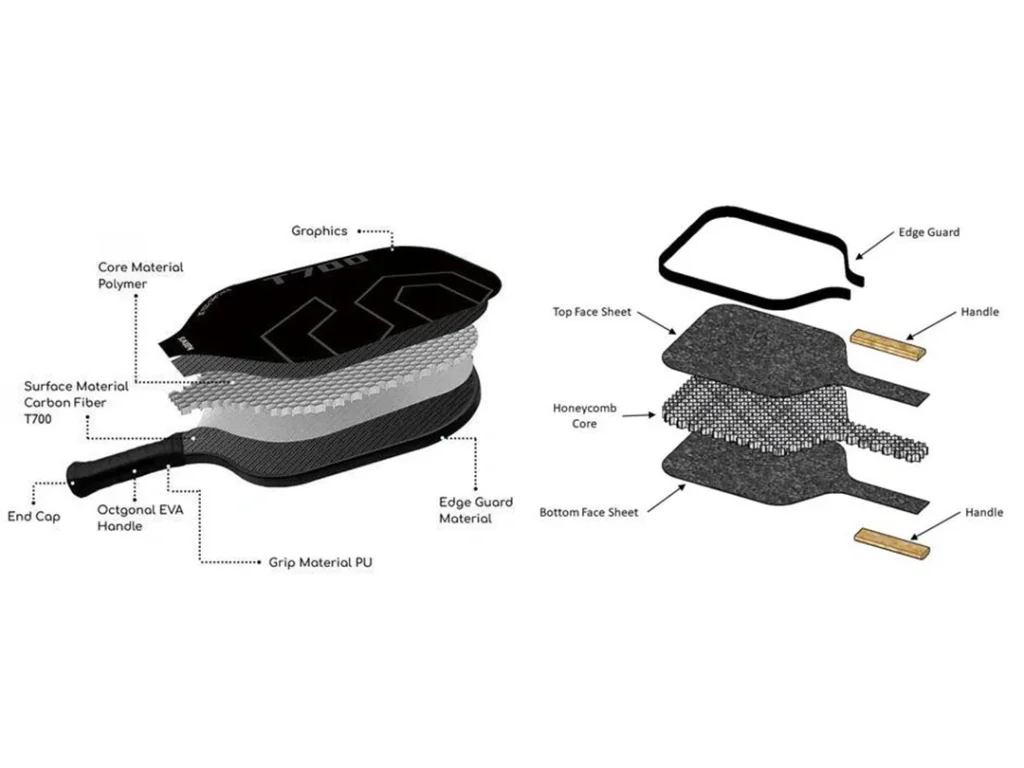
La Surface — Plus Qu’un Simple “Fibre de Carbone”
Lorsque l'équipe marketing dit “surface en fibre de carbone”, cela ne me dit presque rien d'utile sur le sol de l'usine. Nous devons savoir exactement quel type de fibre de carbone. Les matières premières que nous sélectionnons dictent la durée de vie, le profil de puissance et le plafond de rotation de chaque palette.
La norme d'or incontestée du marché des palettes premium est la fibre de carbone T700, fabriquée par Toray Industries. Un rouleau de T700 représente un matériau avec une résistance à la traction de 4 900 MPa, un module de 230 GPa, un diamètre de filament microscopique de 7μm, et une densité de 1,80 g/cm³.Pour mettre cela en contexte : il s'agit du même matériau de qualité aérospatiale utilisé dans la fuselage du Boeing 787 Dreamliner.
Les marques nous demandent fréquemment si elles devraient passer au T800 pour créer le produit premium ultime. La réalité de l'ingénierie est contre-intuitive. Le T800 est seulement 12 % plus résistant (5 490 MPa) mais possède un module supérieur de 28 % (294 GPa), ce qui le rend significativement plus rigide et beaucoup plus cher. Mais voici l'élément clé : l'allongement à la rupture plus élevé du T700 (2,1 % contre 1,9 % pour le T800) le rend nettement supérieur pour absorber les micro-impacts répétés d'une balle de pickleball sans développer de micro-fractures internes. Le matériau "plus faible" est souvent le choix le plus judicieux.
Variations de Matériaux de Surface
| Matériau | Meilleur pour | Caractéristique Clé |
|---|---|---|
| Carbone UD (Unidirectionnel) | Transfert de puissance | Fibres alignées dans une seule direction — livraison d'énergie linéaire maximale |
| 3K Tissé Carbone | Durabilité + rotation | Tissage à trois filaments en croix — friction multi-angle améliorée |
| Fibre de Verre | Débutants | Plage de poids de 220 à 245 g, très élastique, contrôle indulgent |
| Hybride Kevlar/Aramide | Sensibilité + résistance aux chocs | Sensation « douillette » impossible à reproduire uniquement avec du carbone |
Comprendre ces distinctions de matériaux est exactement ce qui fait qu'une bonne raquette de pickleball ce qui permet de se distinguer d'un produit mediocre. Vous pouvez explorer comment nous sourçons et appliquons ces matériaux à travers notre gamme de paddles en fibre de carbone.
The Bond — Là où de bonnes palettes sont fabriquées ou brisées
Si vous ne retenez rien d'autre de cet article, lisez cette section attentivement. La colle — ou l'absence totale de celle-ci — est le différenciateur de qualité le plus important entre de bonnes palettes de pickleball et du matériel jetable. La plupart des joueurs n'y pensent jamais. Sur la chaîne de production, c'est notre plus grande obsession.
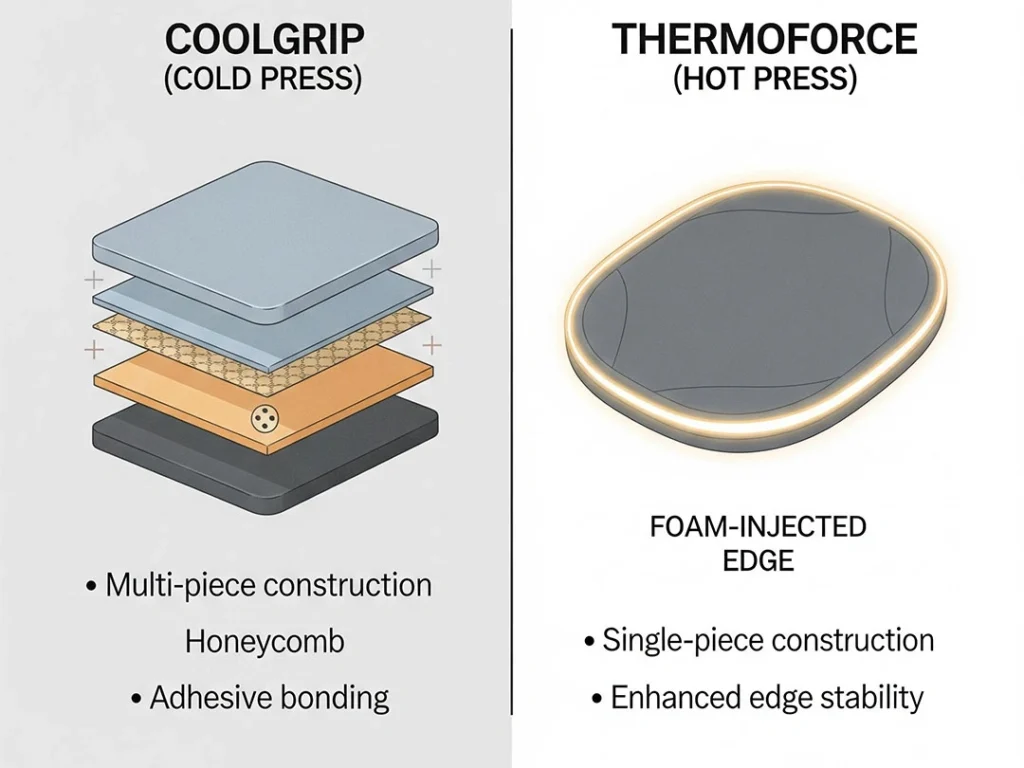
Liage par adhésif à froid
C'est la méthode de construction traditionnelle et à faible coût. Dans une configuration de presse à froid, la face en carbone est collée au noyau en nid d'abeille à l'aide d'un film adhésif structurel. Le sandwich est soumis à une forte pression hydraulique à température ambiante, avec un temps de cycle de seulement 30-45 minutes par lot.
Le défaut d'ingénierie est fondamental : la face et le noyau restent deux composants structurels entièrement séparés tenus ensemble par de la colle. Cette couche adhésive est le point faible structurel de la palette. Sous des cycles thermiques répétés (laisser une palette dans une voiture chaude) ou un impact lourd prolongé sur le terrain, l'adhésif se dégrade. Le résultat inévitable est la délamination — les redoutées « zones mortes » où la face se sépare littéralement du noyau en interne. Vous pouvez l'entendre quand vous tapez sur la face : un son mort, creux au lieu d'une réponse nette.
Unibody Thermoformé
C'est ici que l'industrie a monté en gamme. Au lieu de colle, nous utilisons simultanément chaleur et pression pour fusionner la palette entière en une unité continue. Nous cuisons l'assemblage à des températures dépassant 150 °C — délibérément au-dessus du point de ramollissement du nid d'abeille PP à ~120-130°C.
Durant ce temps de cycle de 60-90 minutes, la face, le noyau et le périmètre de bord fondent et se re-solidifient ensemble en une seule structure monobloc. La fibre de carbone court complètement sans interruption du sommet de la face de la palette jusqu'à la poignée. Avec zéro points de liaison adhésive, il y a zéro risque de délamination. L'énergie se transfère proprement à travers le chemin de fibre continue plutôt que de se dissiper dans une couche de colle, ce qui explique pourquoi le point doux s'élargit naturellement de 15-20% dans les palettes thermoformées.
Forgeage à chaud
C'est la variante de construction propriétaire la plus avancée de NexaPaddle. Nous appliquons des différences de pression localisées pendant le cycle de cuisson à haute chaleur pour atteindre une compaction maximale de carbone. Le résultat est la densité structurelle la plus élevée possible — zéro délamination, durabilité maximale, et efficacité de transfert de puissance optimale. C'est la norme à laquelle nous construisons nos modèles phares.
L'insight clé que je donne à chaque propriétaire de marque : si vous voulez une palette qui survive à un jeu de tournoi compétitif sans dégradation structurelle, exigez raquettes de pickleball thermoformées NexaPaddle. C'est la seule méthode de construction qui peut véritablement garantir la longévité structurelle.
Ingénierie de surface — La science derrière la rotation
Les joueurs aiment parler de « grain ». Sur le sol de l'usine, nous parlons de coefficients de friction de surface et de topographie au niveau micron. La surface de la palette n'est pas seulement une question de sensation rugueuse au toucher — c'est une interface précisément conçue régie par des limites réglementaires strictes.
Une palette vraiment premium repose sur une surface en fibre de carbone brute T700/T800. Comme les filaments de carbone mesurent juste 7μm de diamètre, ils forment naturellement des crêtes microscopiques sur la face de la palette. Cette microtexture intrinsèque peut générer plus de 2 300+ RPM de rotation sans aucun traitement chimique artificiel. C'est de la science des matériaux pure, intégrée dans la structure du tissu lui-même.
Options de traitement de surface
- Revêtement en Teflon : Utilisé sur des palettes spécialisées pour la rotation. Il augmente la friction de surface tout en améliorant simultanément l'intégrité structurelle de la couche de résine extérieure — un double avantage.
- Vernis granuleux : Permet une rugosité de surface ajustable pour des profils de contrôle spécifiques. Doit être météré avec soin en usine pour rester sous la limite de rugosité Ra maximale de 40μm de l'USAPA. Si le vernis est trop lourd, la palette devient immédiatement illégale.
L'écart de durabilité entre ces approches est significatif. Le vernis granulé se dégrade parce que la liaison adhésive qui maintient les particules de grit à la face se décompose sous la friction de la balle — généralement en 60-90 jours de jeu intensif. En revanche, la texture de carbone brute est intrinsèque à la structure du tissage elle-même. Elle ne peut pas se décoller car elle fait partie du tissu structural, ce qui signifie qu'elle dure toute la durée de vie de la palette.
Notre processus de finition multicouche scelle tout : préparation de ponçage et de polissage, puis une couche de primaire pour l'adhésion chimique, une couche intermédiaire pour la transition des couleurs, et une couche supérieure pour la protection UV et le brillant. Vous pouvez voir le résultat de ce processus à travers notre gamme complète de raquettes de pickleball en carbone brut de qualité supérieure.

Contrôle de la qualité — Où les coins sont coupés (ou pas)
Vous pouvez avoir les meilleurs matériaux et les presses de thermoformage les plus avancées du marché. Si votre contrôle de qualité est faible, vous expédierez des déchets. C'est précisément ici que les usines à bas prix coupent les coins pour économiser du temps et de l'argent. Chez NexaPaddle, nous suivons un flux de production en 5 étapes : Conception → Formation → Polissage par pulvérisation → Assemblage → Contrôle de la qualité.
Lorsqu'un paddle atteint la station de contrôle qualité, il ne reçoit pas un simple contrôle visuel rapide et une signature. Nous soumettons des échantillons de lot à des tests quantifiés et documentés : poids exact du paddle (rejetant tout en dehors d'une tolérance de ±3g par rapport à la spécification déclarée), cartographie du point d'équilibre pour garantir un poids de swing constant, et test de dureté du noyau via duromètre.
Pré-test de conformité USAPA
Le composant le plus critique de notre laboratoire de contrôle qualité est le pré-test de conformité USAPA. Nous ne devinons pas si nos paddles sont légaux — nous savons, avant qu'ils ne quittent le quai de chargement.
Notre test principal est PBCoR (Coefficient de Restitution), qui mesure à quel point le paddle restitue efficacement l'énergie de la balle. À partir de novembre 2025, l'USAPA a resserré cette limite de 0,44 à ≤0.43. Nous réalisons également des vérifications de rugosité de surface, des contrôles de déviation statique et des mesures de tolérance dimensionnelle jusqu'au millimètre.
Pourquoi cela importe-t-il tant ? À des événements Golden Ticket 2026, 6 % des paddles testés sur site n'ont pas réussi la conformité — ce qui signifie environ 1 joueur compétitif sur 17 est entré sur le court avec un équipement illégal, souvent totalement inconscient, car le contrôle qualité de leur fabricant avait dérivé. La certification officielle USAPA coûte à une marque $500-$1,200 par design et prend 4-6 semaines. Échouez au test, et vous recommencez le compte à rebours.
Mon avertissement à tout propriétaire de marque qui lit ceci : Si votre usine ne peut pas pré-tester mécaniquement pour PBCoR avant expédition, vous jouez avec la réputation de votre marque et l'éligibilité au tournoi de vos clients.

Questions Fréquemment Posées
Quel est le facteur le plus important qui fait une bonne raquette de pickleball ?
Du point de vue de la fabrication, c'est la méthode de liaison noyau-à-face. Que la raquette utilise une liaison adhésive (pression à froid) ou une construction unibody thermoformée détermine son intégrité structurelle, la cohérence du point idéal et sa durabilité à long terme. Une véritable bonne raquette de pickleball présente un risque de délamination nul — une norme qu'uniquement la construction thermoformée ou forgée à chaud peut garantir.
L'épaisseur du noyau affecte-t-elle vraiment la performance de la raquette ?
Oui — c'est le levier mécanique le plus direct que nous avons sur la performance. Noyaux de 13 mm offrent une puissance maximale grâce à un retour d'énergie plus rapide. Le noyau de 16 mm fournit le meilleur équilibre général entre pop et contrôle, faisant de lui la norme de l'industrie pour plus de 70 % des joueurs. Le noyau de 20 mm maximise le contrôle, le temps d'immobilisation, et l'amortissement des vibrations. La plupart des joueurs compétitifs optent pour le 16 mm ; les joueurs souffrant de douleurs articulaires devraient essayer le 20 mm.
Comment puis-je savoir si une raquette est de qualité ?
Sans voir l'atelier de fabrication, vérifiez ces indicateurs clés : poids constant dans ±3g de ses spécifications déclarées, pas de zones mortes ou résonnantes lorsque l'on tape sur la face, liaison uniforme de la protection de bord sans espaces adhésifs visibles, et certification USAPA confirmée. Les meilleures raquettes utilisent également des surfaces en fibre de carbone brute plutôt que du grain pulvérisé pour une performance de spin durable et pérenne.
Quelle est la différence entre la fibre de carbone T700 et T800 dans les raquettes ?
T700 (force à la traction de 4 900 MPa) est la norme d'or de l'industrie — le même grade aérospatial utilisé dans le Boeing 787. T800 est 12 % plus fort (5 490 MPa) mais beaucoup plus rigide et sensiblement plus cher. Pour le pickleball en particulier, la plus grande allongement à la rupture de T700 (2,1 % contre 1,9 % pour T800) le rend mieux adapté pour absorber des milliers d'impacts de balles à haute vitesse sans développer de micro-fissures.
Pourquoi certaines raquettes chères sont-elles interdites par la USAPA ?
Parce que leur construction est en réalité trop efficace pour restituer de l'énergie. La USAPA applique une stricte limite PBCoR de ≤0.43 — les raquettes thermoformées s'approchent naturellement de ce plafond car leur structure unibody gaspille presque aucune énergie sur les couches adhésives internes. Sans pré-test PBCoR au niveau de l'usine, une raquette peut réussir la certification initiale mais dériver physiquement au-dessus de la limite légale au fil du temps à mesure que des changements micro-structuraux se produisent dans le noyau lors de jeux compétitifs intenses.
Conclusion
Chaque paddle qui sort de notre chaîne de production est le résultat de centaines de décisions de fabrication extrêmement spécifiques. Lorsque vous demandez ce qui fait qu'une bonne raquette de pickleball, la réponse ne se trouve pas dans les graphiques ou le battage médiatique de la marque. Elle se trouve dans l'architecture invisible : la densité du nid d'abeille, la température précise de la presse de thermoformage, la topographie au niveau du micron de la surface en carbone, et la rigueur intransigeante du laboratoire de contrôle qualité.
Pour les joueurs, comprendre ces secrets d'usine vous permet de choisir un équipement qui fonctionnera réellement et durera. Pour les marques cherchant à fabriquer des paddles avec ces normes de qualité intégrées dès le premier jour, l'équipe d'ingénierie de NexaPaddle travaille directement avec les propriétaires de marques tout au long du processus de fabrication — depuis la sélection des matières premières jusqu'au test final de conformité USAPA.
Pour explorer comment nous pouvons concevoir votre prochain produit phare, en savoir plus sur notre capacité complète de paddles de pickleball OEM personnalisés..
Références
- Base de connaissances sur les produits NexaPaddle (mars 2026) — spécifications d'épaisseur du noyau et métriques matérielles
- Documentation du processus de fabrication NexaPaddle (2026) — flux de production en 5 étapes
- Analyse structurale NexaPaddle (2024-2025) — données sur l'expansion de la zone idéale de thermoformage de 15 à 20 %
- Fiche technique Toray Industries T700SC — spécifications de résistance à la traction, module et allongement
- Normes d'équipement USA Pickleball (2025) — limites de PBCoR ≤0.43 et rugosité de surface de 40μm Ra
- Programme de test Golden Ticket USA Pickleball 2026 — taux d'échec de conformité de 6 % sur site
- Coherent Market Insights (2025) — taille du marché mondial du pickleball de 702,9 millions $











