
저는 50,000개 이상의 패들이 우리 생산 라인을 통과하는 것을 보았고, 비밀을 하나 알려드리겠습니다: 대부분의 선수들은 패들을 전적으로 잘못된 기준으로 판단합니다. 그들은 화려한 브랜드 이름, 다채로운 그래픽 또는 높은 가격표를 봅니다. 하지만 진정으로 좋은 피클볼 패들이 보통 패들과 구별되는 점은 로고가 인쇄되기 훨씬 전에 발생합니다. 진짜 마법은 코어 엔지니어링, 소재 결합 및 표면 과학의 숨겨진 장인정신에서 일어납니다. good pickleball paddle from a mediocre one happens long before the logo is ever printed. The real magic happens in the hidden craftsmanship of core engineering, material bonding, and surface science.
유압 프레스, 탄소 섬유 스풀, CNC 라우터에 둘러싸여 하루를 보내면, 패들을 단순한 스포츠 장비로 보지 않게 됩니다. 그것들을 정교하게 설계된 복합재로 보게 됩니다. 인장 강도, 고분자 탄성 및 열융합의 미세한 균형을 보게 됩니다.
좋은 피클볼 패들이 실제로 왜 그렇게 성능이 뛰어난지 궁금해 본 적이 있다면, 마케팅 자료를 잊어버리세요. 공장 바닥에서 우리가 정말로 보는 것 — 층별로, 사양별로 — 안내해 드리겠습니다. what makes a good pickleball paddle actually perform the way it does, forget the marketing brochures. Let me walk you through what we actually look at on the factory floor, layer by layer, specification by specification.

코어 — 모든 패들 안에 숨겨진 것
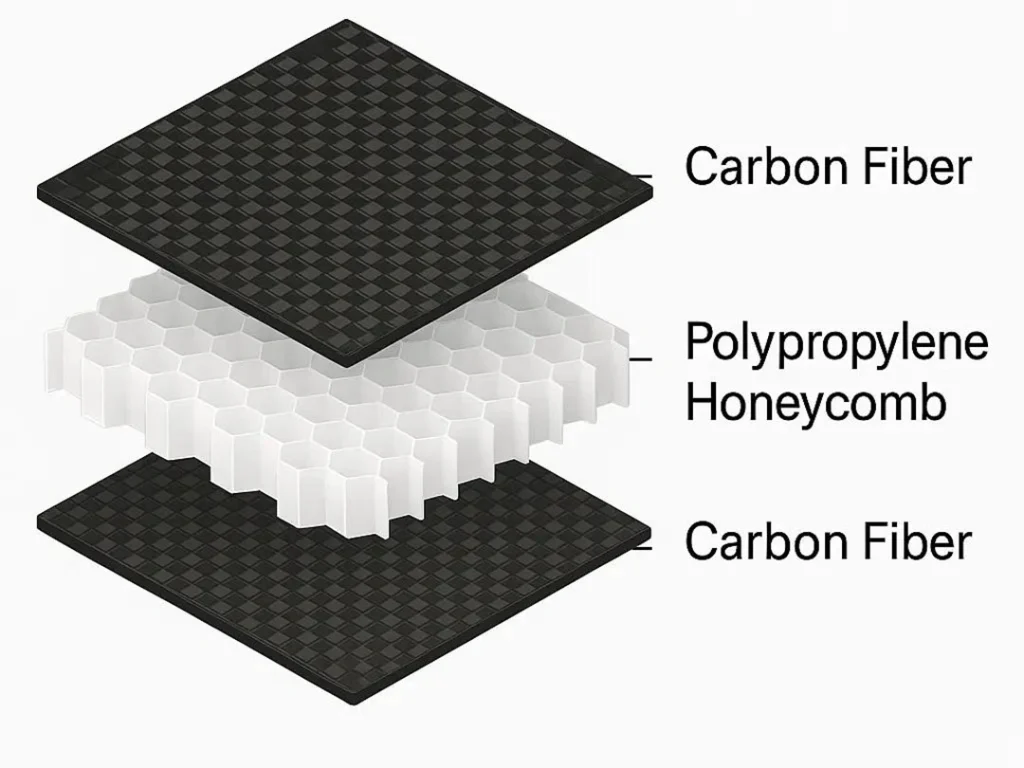
패들의 얼굴이 피부라면, 코어는 엔진입니다. 공이 패들에 부딪힐 때 느끼는 모든 것 — 대기 시간, 진동, 스위트 스팟, 팝 —은 바로 여기에서 발생합니다. 역사적으로, PP (폴리프로필렌) 벌집 코어 는 부동의 업계 표준이었습니다. 하지만 모든 벌집이 동일하게 만들어지지는 않습니다. 세포 밀도(헥사곤이 얼마나 촘촘히 배치되어 있는지)와 그 세포의 벽 두께가 패들의 전체 행동 프로필을 결정합니다.
브랜드가 새 패들을 디자인하기 위해 우리에게 요청할 때, 가장 먼저 묻는 질문은 코어 두께에 관한 것입니다. 이 스펙트럼이 패들의 DNA를 정의하며, 우리는 이러한 결정을 안내할 매우 구체적인 데이터에 의존합니다:
- 13mm 코어: 공격적인 파워 플레이어를 위해 설계되었습니다. 얇은 코어는 자연스럽게 더 뻣뻣해져 훨씬 더 빠른 에너지 반환을 가져옵니다. 공이 압축되는 정도가 적고 면을 떠날 때는 더 빠릅니다. 단점은? 현저히 작은 스위트 스팟과 최소한의 진동 감쇠입니다.
- 16mm 코어: 70% 이상의 선수들에게 적합한 보편적인 기준입니다. 완벽하게 균형 잡힌 대기 시간, 신뢰할 수 있는 더 큰 스위트 스팟, 중간 정도의 진동 감쇠를 제공합니다. 패들 제조의 골디락스 존.. It offers a perfectly balanced dwell time, a reliably larger sweet spot, and moderate vibration dampening. The goldilocks zone of paddle manufacturing.
- 20mm Cores: 컨트롤 전문가의 선택. 20mm 코어는 최대 대기 시간을 제공하여 공이 페이스에 단 몇 밀리초 더 오래 머물게 하여 정확한 배치를 가능하게 합니다. 이는 가장 큰 스위트 스팟과 절대 최대의 진동 억제를 제공하며, 테니스 엘보를 관리하는 관절 민감한 플레이어에게 최고의 선택입니다.
코어 생성 진화
제조업 분야는 정체되지 않습니다. 우리가 3년 전 최첨단으로 여겼던 것이 이미 대체되고 있습니다. 우리는 코어 기술을 뚜렷한 세대들로 추적합니다:
- GEN3: 더 긴밀한 셀 형상의 엔지니어링된 PP 벌집 구조의 시대, 붕괴 없이 열 성형의 강렬한 열을 견디도록 최적화되었습니다.
- GEN4: EPP (확장 폴리프로필렌) 폼 전통적인 벌집을 완전히 대체합니다. 두 가지 변형이 있습니다: 충전된 EPP (고밀도, 8x-10x 팽창 비율,전력 + 진동 억제) 및 비충전 EPP (더 부드러움, 최대 충격 흡수, '흡수-후 방출' 느낌). 이 세대는 중량으로 인한 압박으로 인해 벌집 구조에서 발생하는 끔찍한 '코어 크러시' 실패 모드를 완전히 제거합니다.
- GEN5 “갯링”: 현재의 최전선 — 에너지 반환을 극대화하도록 설계된 고분자 에너지 반환 메쉬 코어로, USAPA의 엄격한 PBCoR 범위의 외부 가장자리에서 에너지 반환을 극대화합니다. 현대 고분자 공학의 절대적인 경이로움입니다.
진동 억제와 내구성의 경계를 넓히는 브랜드는 폼 코어 피클볼 패들 을 탐색하는 것이 빠르게 새로운 산업 표준이 되고 있습니다.
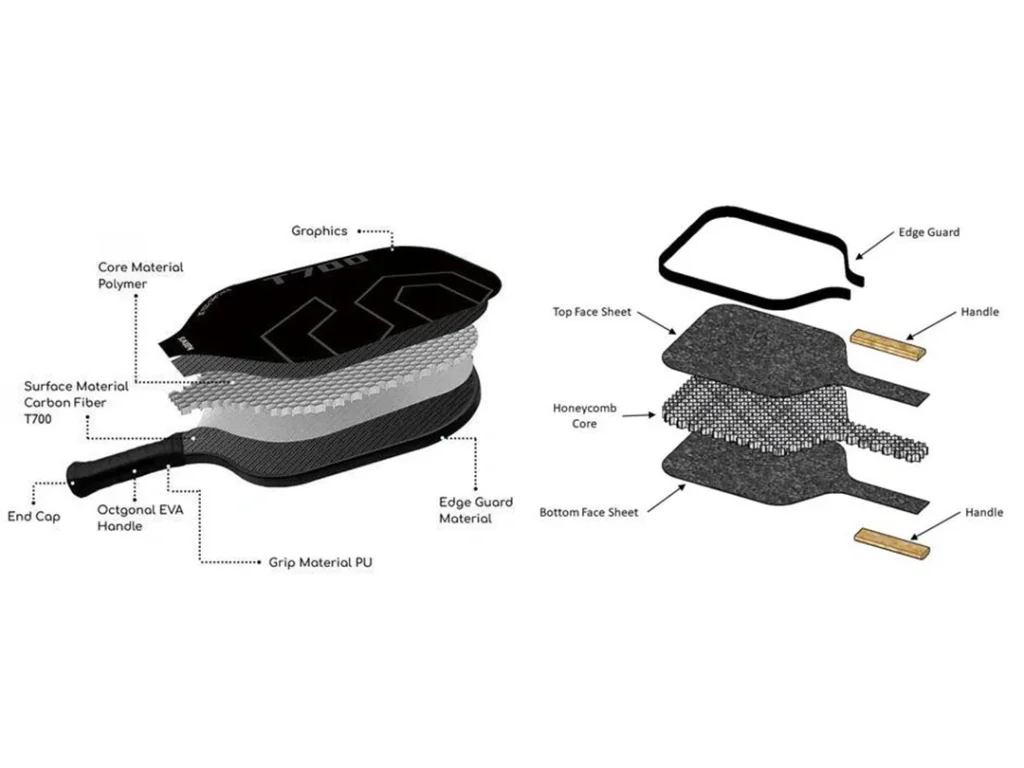
페이스 — 단순한 '탄소 섬유' 이상
마케팅 팀이 '탄소 섬유 페이스'라고 말할 때, 이는 공장 바닥에서 거의 유용한 정보를 제공하지 않습니다. 우리는 정확히 어떤 종류의 탄소 섬유인지 알아야 합니다. 우리가 선택하는 원자재는 모든 패들의 수명, 전력 프로필, 스핀 한계를 결정합니다.
프리미엄 패들 시장에서 논란의 여지 없는 금본위는 T700 탄소 섬유, 토레이 산업에서 제조되었습니다. T700의 한 롤은 4,900 MPa 인장 강도을 가진 소재로, 230 GPa 모듈러스, 미세한 7μm 필라멘트 직경, 그리고 1.80 g/cm³ 밀도입니다. 이를 맥락에서 보면: 이는 보잉 787 드림라이너의 동체에 사용되는 항공기 등급의 소재입니다.
브랜드들은 종종 최고의 프리미엄 제품을 만들기 위해 T800으로 업그레이드해야 하는지 질문합니다. 공학적 현실은 직관에 반합니다. T800은 단지 12% 더 강력합니다 (5,490 MPa) 하지만 28% 더 높은 모듈러스 (294 GPa), 따라서 훨씬 더 단단하고 비용이 많이 듭니다. 하지만 여기서 핵심 통찰은: T700의 파열 시 신장비율이 더 높습니다 (2.1% 대 T800의 1.9%) 이는 피클볼의 반복적인 미세 충격을 흡수하는 데 월등히 우수하여 내부 미세 균열이 발생하지 않도록 합니다. '더 약한' 소재가 종종 더 현명한 선택입니다.
페이스 소재 변형
| 5 × 5 × 2.5 cm | 최고의 용도 | 주요 특징 |
|---|---|---|
| UD 탄소 (단일 방향) | 전력 전달 | 섬유가 한 방향으로 정렬되어 최대 선형 에너지 전달 |
| 3K 직조 탄소 | 내구성 + 스핀 | 세 필라멘트의 교차 해치 직조 — 다각도 마찰 개선 |
| 유리 섬유 | 초보자 | 220-245g 중량 범위, 매우 탄력적이며 용서하는 조절력 |
| 케블라/아라미드 혼합 | 감각 + 충격 저항 | 탄소만으로는 재현할 수 없는 “부드러운” 감각 |
이러한 소재 구분을 이해하는 것이 바로 what makes a good pickleball paddle 평범한 것과 차별화되는 것입니다. 우리는 이러한 소재를의 라인에서 소싱하고 적용하는 방법을 탐색할 수 있습니다. 탄소 섬유 피클볼 패들.
The Bond — 좋은 패들을 만들거나 부서뜨리는 곳
이 기사의 다른 어떤 것도 읽지 않더라도 이 섹션을 주의 깊게 읽으세요. 접착제 — 또는 그 완전한 부재 — 는 좋은 피클볼 패들과 일회용 장비의 가장 중요한 품질 차별화 요소입니다. 대부분의 선수들은 그것에 대해 생각하지 않습니다. 생산 라인에서, 그것은 우리의 가장 큰 집착입니다.
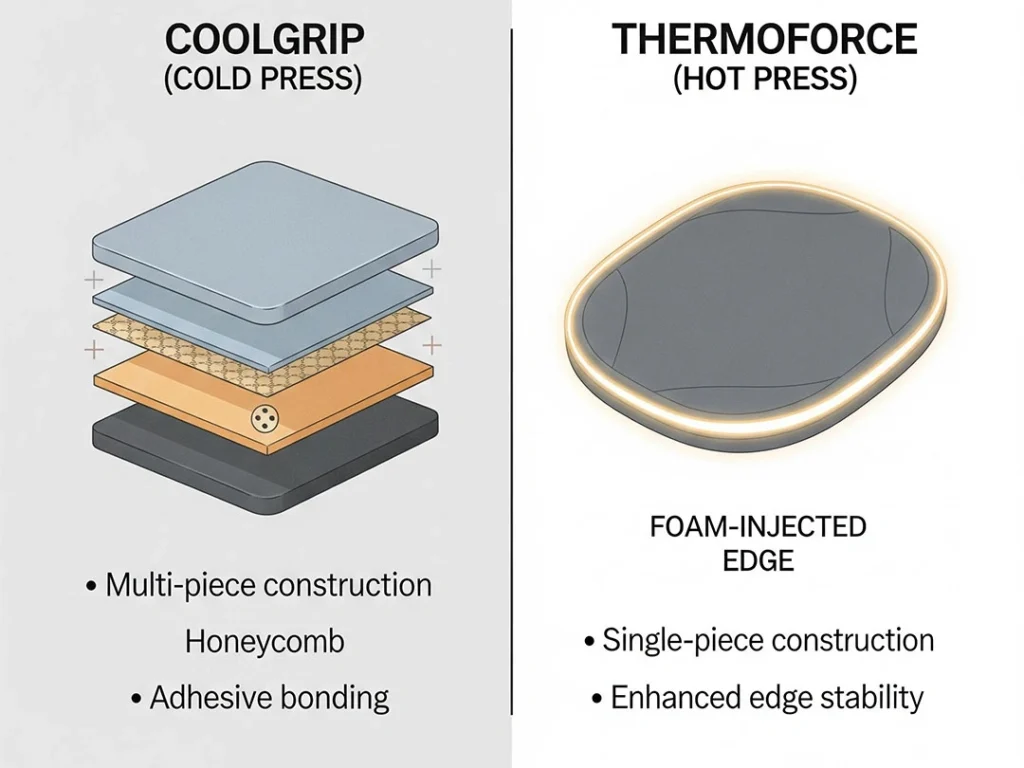
콜드 프레스 접착 결합
이것은 전통적인 저비용 건축 방법입니다. 콜드 프레스 설정에서, 탄소 표면은 구조적 접착 필름을 사용하여 허니콤 코어에 결합됩니다. 샌드위치는 실온에서 고압으로 압축되고, 사이클 시간은 단지 30-45 분 당마다.
엔지니어링 결함은 근본적입니다: 표면과 코어는 두 개의 완전히 별개의 구조적 구성 요소로 접착제로 함께 붙어 있습니다. 그 접착층이 패들의 구조적 약점이 됩니다. 반복적인 열 주기(패들을 뜨거운 차에 두기) 또는 경기 중 지속적인 강한 충격에 의해, 접착제가 열화됩니다. 불가피한 결과는 박리입니다 — 표면이 내부적으로 코어에서 실제로 분리되는 “죽은 지점”입니다. 표면을 두드릴 때 들리는 소리는 단단한 반응 대신 죽은 듯하고 속이 비어있는 소리입니다.
열형성 유니바디 구조
이때 산업이 발전했습니다. 접착제 대신, 우리는 전체 패들을 하나의 연속 유닛으로 융합하기 위해 동시에 열과 압력을 사용합니다. 우리는 조립체를 150°C 이상의 온도로 굽습니다 — PP 허니콤의 약 120-130°C 연화점을 고의로 넘어서죠.
이 동안 60-90 분 사이클 시간동안, 표면, 코어, 및 엣지 주변이 함께 녹아 단일 유니바디 구조로 재고형화됩니다. 탄소 섬유는 패들의 표면 꼭대기에서 손잡이까지 전혀 중단 없이 연결됩니다. 접착제 결합 지점이 없으므로, 박리 위험이 없습니다. 에너지는 접착제 층에서 소산되는 대신 연속 섬유 경로를 통해 깨끗하게 전달되므로, 스위트 스팟이 자연스럽게 15-20% 열 성형 패들에서 확장됩니다.
핫 프레스 단조
이것은 NexaPaddle의 가장 진보된 고유 건축 변형입니다. 우리는 고온 구워지는 동안 국부적인 압력 차를 적용하여 최대의 탄소 압축을 달성합니다. 그 결과는 가능한 가장 높은 구조적 밀도입니다 — 박리 없음, 최대 내구성, 및 최고의 전력 전달 효율입니다. 이것은 우리가 우리의 주력 모델을 만드는 규격입니다.
나는 모든 브랜드 소유자에게 주는 핵심 통찰: 만약 당신이 구조적 열화 없이 경쟁 토너먼트 플레이를 생존하는 패들을 원한다면, 요구하세요. 열형성 피클볼 패들. 이것은 진정으로 구조적 내구성을 보장할 수 있는 유일한 건축 방법입니다.
표面 공학 — 회전 뒤의 과학
선수들은 “거칠음”에 대해 이야기하는 것을 좋아합니다. 우리는 공장 바닥에서 표면 마찰 계수와 미크론 수준의 지형에 대해 이야기합니다. 패들 표면은 단지 만졌을 때 거칠게 느껴지는 것이 아닙니다 — 그것은 엄격한 규제 한계에 의해 governed되는 정밀 엔지니어링된 인터페이스입니다.
정말로 프리미엄 패들은 원자재 T700/T800 탄소 섬유 표면에 의존합니다. 개별 탄소 섬유가 직경이 7μm에 불과하므로자연스럽게 패들 표면에 미세한 능선을 형성합니다. 이 고유의 마이크로 텍스처는 인위적인 화학 처치 없이도 2,300 RPM 이상의 회전을 생성할 수 있습니다. 이것은 순수한 재료 과학으로, 직물 구조에 내장되어 있습니다.
표면 처리 옵션
- 테플론 코팅: 회전 전문 패들에서 사용됩니다. 그것은 표면 마찰을 증가시키면서 외부 수지층의 구조적 무결성을 동시에 개선하여 이중 이점을 제공합니다.
- 거칠기 스프레이: 특정 제어 프로파일을 위한 조정 가능한 표면 거칠기를 허용합니다. 반드시 공장에서 조정되어 미국 피클볼 협회(USAPA)의 40μm Ra 최대 거칠기 한계 이하로 유지해야 합니다. . 스프레이가 너무 두껍게 되면 패들은 즉시 불법이 됩니다.이러한 접근 방식 간의 내구성 차이는 상당합니다. 스프레이형 거칠기는 접착제가 마찰 아래에서 마모되기 때문에 열화됩니다 — 일반적으로
60-90일 의 강도 있는 플레이 후입니다. 대조적으로, 원자재 탄소 텍스처는 구조의 직물에 고유한 것입니다. 그것은 벗겨질 수 없으므로 패들의 전체 수명 동안 유지됩니다. 우리의 다층 마감 과정은 모든 것을 봉인합니다: 샌딩 및 연마 준비, 그리고
프라이머 코트 primer coat 화학적 부착을 위한 중간 도료 색상 전환을 위한, 그리고 상단 도료 UV 보호 및 광택을 위한. 이 과정의 결과는 우리의 전체 제품군에서 확인할 수 있습니다. 은 Toray T700 또는 T800 항공 우주 등급 탄소 섬유를 사용합니다. 이 재료는 본질적이고 영구적인 미세 질감을 가지고 있으며, 이는 공을 잡아 많은 RPM을 생성합니다..

품질 관리 — 절단이 이루어지는 곳 (또는 그렇지 않은 곳)
가장 우수한 자재와 시장에서 가장 전진된 열성형 프레스를 가질 수 있습니다. 품질 관리가 취약하면 쓰레기를 발송하게 됩니다. 바로 여기서 예산 공장이 시간을 절약하기 위해 절약합니다. NexaPaddle에서는 규칙적인 5단계 생산 워크플로우를 따릅니다: 설계 → 성형 → 분사 연마 → 조립 → 품질 관리.
패들이 QC 스테이션에 도착하면, 빠른 시각적 점검과 서명을 받지 않습니다. 우리는 배치 샘플을 정량화된 문서화 테스트에 적용합니다: 정확한 패들 무게(규정 사양에서 ±3g 허용 오차를 초과하는 것은 제외) ±3g 허용 오차에서 규정된 사양), 균형 포인트 매핑을 통해 일관된 스윙 무게를 보장하고, 듀로미터를 통한 코어 경도 테스트를 실시합니다.
USAPA 준수 사전 테스트
우리 QC 실험실의 가장 중요한 구성 요소는 USAPA 준수 사전 테스트입니다. 우리는 패들이 합법인지 추측하지 않습니다 — 로딩 도크를 떠나기 전에 알고 있습니다.
우리의 주요 테스트는 PBCoR (회복 계수), 패들이 공의 에너지를 얼마나 효율적으로 반환하는지를 측정합니다. 2025년 11월부로, USAPA는 이 한도를 0.44에서 ≤0.43으로 강화했습니다. 우리는 표면 거칠기 프로필로메트리, 정적 처짐 검사 및 밀리미터 단위의 치수 허용 오차 측정을 실시합니다.
왜 이것이 그렇게 중요할까요? 2026 골든 티켓 이벤트에서, 현장에서 테스트한 패들의 6%가 준수하지 못했습니다. 즉, 대략 17명 중 1명인 경쟁 선수 가 불법 장비를 가지고 코트에 나갔습니다. 종종 제조업체의 QC가 저하되어 전혀 알지 못합니다. 공식 USAPA 인증 비용은 브랜드당 $500-$1,200 디자인당 소요되며 4-6 주가 걸립니다. 테스트에 실패하면, 다시 시작해야 합니다.
이 글을 읽는 모든 브랜드 주인에게 경고합니다: 당신의 공장이 배송 전에 PBCoR를 기계적으로 사전 테스트할 수 없다면, 당신은 브랜드의 명성과 고객의 토너먼트 자격을 걸고 도박하고 있는 것입니다.

자주 묻는 질문
좋은 피클볼 패들을 만드는 가장 중요한 요소는 무엇인가?
제조 관점에서, 그것은 코어와 페이스 간의 결합 방법입니다. 패들이 접착 결합(콜드 프레스)을 사용하든 열성형 일체형 구조를 사용하든 간에, 이를 통해 구조적 무결성, 스위트 스팟 일관성 및 장기 내구성이 결정됩니다. 진정으로 좋은 피클볼 패들은 분리 위험이 전혀 없어야 하며 — 이는 오직 열성형 또는 핫 프레스 단조 구조만이 보장할 수 있는 기준입니다.
코어 두께가 패들 성능에 정말로 영향을 미치나요?
예 — 그것은 성능에 대한 가장 직접적인 기계적 지렛대입니다. 13mm 코어 는 더 빠른 에너지 반환을 통해 최대의 힘을 전달합니다. 이 16mm 코어 는 팝과 컨트롤의 가장 전반적인 균형을 제공하며, 업계 표준인 70% 이상의 선수들에게 적합합니다.이 20mm 코어 는 컨트롤, 대기 시간 및 진동 감쇠를 극대화합니다. 대부분의 경쟁 선수들은 16mm를 쓰고, 관절 통증을 관리하는 선수들은 20mm를 시도해야 합니다.
패들이 고품질 제조인지 어떻게 알 수 있나요?
공장 바닥을 보지 않고 확인할 수 있는 주요 지표는 다음과 같습니다: 명시된 사양에서 ±3g 이내의 일관된 무게, 페이스를 두드릴 때 죽거나 비어 있는 소리가 나지 않는지, 접착제 간극이 보이지 않는 균일한 엣지 가드 결합, 그리고 USAPA 인증이 확인된 것입니다. 최고의 패들은 내구성이 뛰어나고 평생 스핀 성능을 제공하는 원자재 탄소 섬유 표면을 사용합니다. ±3g of its stated spec, no dead or hollow-sounding spots when tapping the face, uniform edge guard bonding without visible adhesive gaps, and confirmed USAPA certification. The best paddles also use raw carbon fiber surfaces rather than spray-on grit for durable, lifelong spin performance.
T700과 T800 탄소 섬유의 차이는 무엇인가요?
T700 (4,900 MPa 인장 강도) 는 업계의 황금 기준입니다 — 보잉 787에 사용되는 동일한 항공 우주 등급입니다. T800은 12% 더 강하지만 (5,490 MPa) 상당히 더 뻣뻣하고 훨씬 더 비쌉니다. 피클볼에서는 특히 T700의 높은 파단 연신율 (2.1% vs T800의 1.9%) 덕분에 수천 번의 고속 공 충격을 흡수하는 데 더 적합합니다.
왜 일부 비싼 패들이 USAPA에서 금지되나요?
그들의 구조가 실제로 너무 효율적으로 에너지를 반환하기 때문입니다. USAPA는 엄격한 PBCoR 한도 ≤0.43을 시행합니다. — 열성형 패들은 그들의 일체형 구조 덕분에 내부 접착층에 거의 에너지를 낭비하지 않기 때문에 자연스럽게 이 한도에 접근합니다. 공장 수준의 PBCoR 사전 테스트가 없다면, 패들은 초기 인증을 통과할 수 있지만 시간이 지나면서 격렬한 경쟁 플레이에서 코어의 미세구조 변화로 인해 물리적으로 법적 한계를 초과할 수 있습니다.
결론
우리의 생산 라인을 통과하는 모든 패들은 수백 가지의 매우 구체적인 제조 결정의 합입니다. 당신이 물어볼 때 what makes a good pickleball paddle, 답은 그래픽이나 브랜드 선전에 있지 않습니다. 그것은 보이지 않는 구조에 있습니다: 허니콤의 밀도, 열 성형 프레스의 정확한 온도, 탄소 면의 미세 레벨 지형, 그리고 QC 실험실의 타협 없는 엄격함입니다.
선수들에게 이러한 공장 비밀을 이해하는 것은 진정으로 성능이 뛰어나고 지속 가능한 장비를 선택할 권한을 부여합니다. 이러한 품질 기준을 처음부터 내장한 패들을 제작하려는 브랜드를 위해, NexaPaddle의 엔지니어링 팀은 원자재 선택에서 최종 USAPA 준수 테스트까지 전체 제조 프로세스를 통해 브랜드 소유주와 직접 협력합니다.
다음 플래그십 제품을 어떻게 설계할 수 있는지 탐색하려면, 우리의 맞춤형 OEM 피클볼 패들.
참고자료
- NexaPaddle 제품 지식 기반(2026년 3월) — 코어 두께 사양 및 자재 메트릭스
- NexaPaddle 제조 프로세스 문서(2026) — 5단계 생산 워크플로
- NexaPaddle 구조 분석(2024-2025) — 15-20% 스윗 스팟 확장 데이터
- Toray Industries T700SC 기술 데이터 시트 — 인장 강도, 탄성 계수 및 연신율 사양
- USA 픽클볼 장비 표준(2025) — PBCoR ≤0.43 및 40μm Ra 표면 거칠기 한도
- USA 픽클볼 2026 골든 티켓 테스트 프로그램 — 현장 준수 실패율 6%
- Coherent Market Insights(2025) — $702.9M 글로벌 픽클볼 시장 규모











