
私たちは50,000以上のパドルが生産ラインから出てくるのを見てきました。そして、私があなたに秘密を教えましょう:ほとんどのプレイヤーは、パドルを全く間違った基準で判断します。彼らは派手なブランド名や色彩豊かなグラフィック、高価な値札に目を向けます。しかし、実際に本当に優れた ピクルボールパドル が中程度のものと異なるのは、ロゴが印刷される前に行われることです。実際の魔法は、コアエンジニアリング、材料の結合、表面科学の隠れた職人技にあります。
もしあなたが油圧プレス、カーボンファイバースポール、CNCルーターに囲まれて日々を過ごしているなら、パドルを単なるスポーツ用品とは見なくなります。あなたはそれらを高度に設計された複合材料として見るようになります。あなたは、引張強度、ポリマー弾性、熱融合の微妙なバランスを見るでしょう。
もしあなたが 良いピクルボールパドルが実際にどのように機能するのか疑問に思ったことがあるなら、マーケティングのパンフレットを忘れてください。工場のフロアで実際に私たちが見ているものを、階層ごと、仕様ごとにお見せします。 actually perform the way it does, forget the marketing brochures. Let me walk you through what we actually look at on the factory floor, layer by layer, specification by specification.

コア — すべてのパドルの内部に隠れているもの
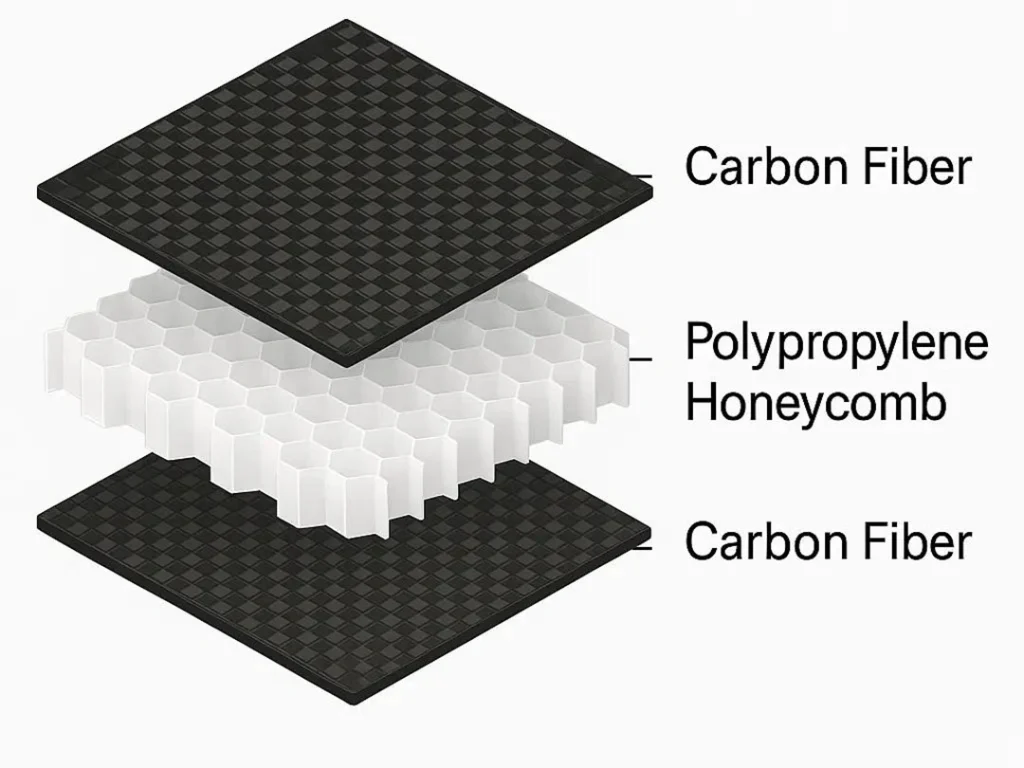
パドルのフェイスが肌なら、コアはエンジンです。ボールがパドルに当たったときに感じるすべて—デュエルタイム、振動、スイートスポット、ポップ—は、ここから始まります。歴史的に、 PP(ポリプロピレン)ハニカムコア は揺るぎない業界標準でした。しかし、すべてのハニカムが同じではありません。セルの密度(六角形の詰まり具合)とそれらのセルの壁の厚さが、パドルの全体的な行動プロファイルを決定します。
新しいパドルのデザインを依頼されるブランドが来ると、私たちが最初に尋ねる質問はコアの厚さについてです。この範囲がパドルのDNAを定義し、私たちはこれらの決定を導くために非常に具体的なデータに依存しています:
- 13mm コア: 攻撃的なパワープレイヤーのために設計されています。薄いコアは自然に剛性が高く、非常に速いエネルギーの返却を実現します。ボールは圧縮が少なく、フェースを離れるのが早くなります。その代償は? 大幅に小さなスウィートスポットと最小限の振動吸収です。
- 16mm コア: 全体の標準で、 70% のプレイヤーに適応します。完璧にバランスの取れた滞在時間、信頼できる大きなスウィートスポット、そして適度な振動吸収を提供します。パドル製造のゴルディロックスゾーンです。
- 20mm コア: コントロールスペシャリストの選択です。20mm コアは最大の滞在時間を提供し、ボールがフェースにわずかに長く留まることで、正確な配置が可能になります。最大のスウィートスポットと完全な振動吸収を実現し、テニス肘を管理する関節に敏感なプレイヤーにとっての最高の選択です。
コア生成進化
製造業は停滞しません。私たちが3年前に最先端と考えたものは、すでに置き換えられつつあります。コア技術の異なる世代を追跡します:
- GEN3: 細かいセルジオメトリーを持つエンジニアリングされたPPハニカムの時代で、熱成形の激しい熱に耐えられるように最適化されています。崩壊することなく。
- GEN4: EPP(発泡ポリプロピレン)フォーム 従来のハニカムを完全に置き換えます。2つのバリエーション: 充填EPP (高密度、 8倍-10倍の膨張比、パワー + 吸収) と 非充填EPP (柔らかい、最大の衝撃吸収、「吸収-そして-放出」感覚)。この世代は、重い衝突下でハニカム構造を悩ませる忌まわしい「コアクラッシュ」失敗モードを完全に排除します。
- GEN5 「ガトリング」: 現在の最前線—エネルギー返却を最大化するように設計されたポリマーエネルギー返却メッシュコアで、USAPAの厳格なPBCoRエンベロープの外側のすぐ近くでエネルギーを返却します。現代のポリマー工学の絶対的な驚異です。
振動吸収と耐久性の限界を押し広げるブランドにとって、探求することは フォームコアピクルボールパドル 急速に新しい業界標準となりつつあります。
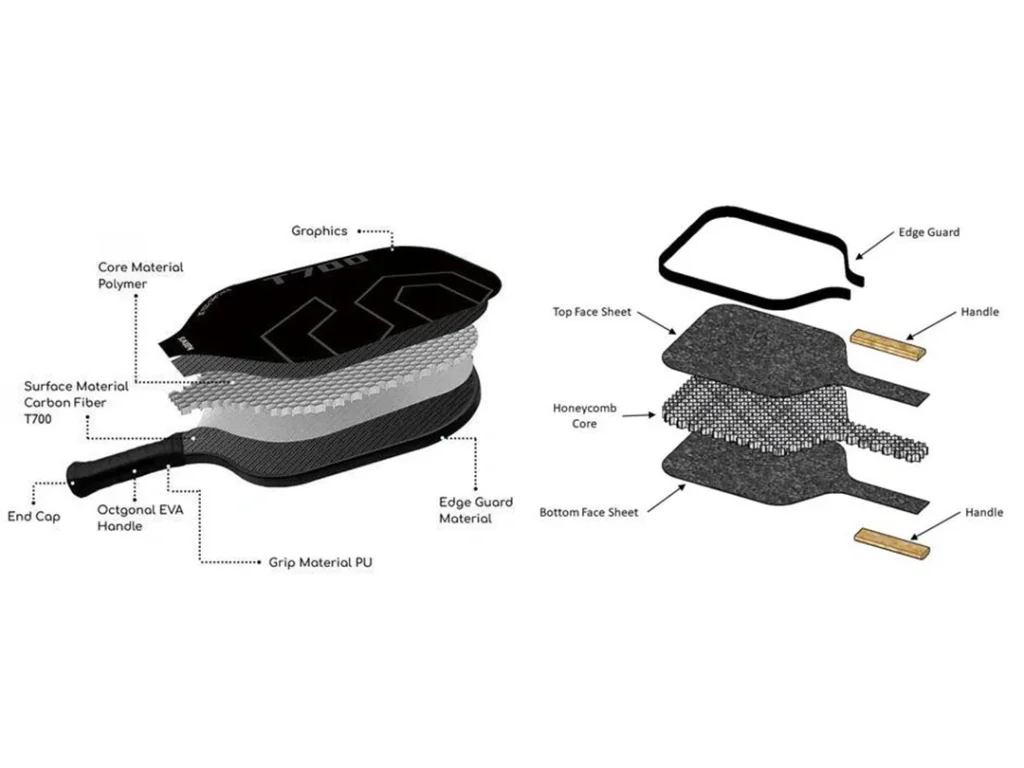
フェース — 単なる「カーボンファイバー」以上のもの
マーケティングチームが「カーボンファイバーフェース」と言うと、それは工場の現場ではほとんど何の役にも立たないことを示しています。私たちは正確に知っておく必要があります どの種類の カーボンファイバーか。選択する原材料が、すべてのパドルの寿命、パワープロファイル、およびスピンの上限を決定します。
プレミアムパドル市場の揺るぎない金標準は T700カーボンファイバーで、東レによって製造されています。T700のロールは、以下を持つ材料を表しています: 4,900 MPa の引張強度、a 230 GPa の弾性率、微小な 7μm のフィラメント直径、および 1.80 g/cm³ の密度です。それを文脈に置くと: これがボーイング787ドリームライナーの胴体に使用される正確に同じ航空宇宙グレードの材料です。
ブランドはしばしば、究極のプレミアム製品を作るためにT800にアップグレードすべきかどうか尋ねます。エンジニアリングの現実は直感に反します。 T800はわずかに12%強い(5,490 MPa)ですが、 28%高い弾性率(294 GPa) を持ち、はるかに剛性が高く、はるかに高価です。しかし、ここでの重要な洞察は:T700の破断伸び(2.1%対T800の1.9%)が、ピックルボールの繰り返される微小衝撃を吸収するのに大幅に優れていることです。内部の微細な亀裂を発生させることなく。「弱い」材料がしばしば賢い選択です。) makes it vastly superior at absorbing the repeated micro-impacts of a pickleball without developing internal micro-fractures. The “weaker” material is often the smarter choice.
フェース材料のバリエーション
| 材料 | 最適 | 重要な特徴 |
|---|---|---|
| UDカーボン(単方向) | パワー伝達 | 繊維は一方向に整列しており — 最大の直線的エネルギー配信 |
| 3K織りカーボン | 耐久性 + スピン | 三重フィラメントのクロスハッチ織り — 多角度摩擦の向上 |
| ファイバーグラス | 初心者 | 220-245gの重さ範囲、高い弾力性、許容範囲のコントロール |
| ケブラー/アラミドハイブリッド | 感触 + 衝撃抵抗 | カーボンだけでは再現できない「柔らかい」感覚 |
これらの素材の違いを理解することは正に 良いピクルボールパドルが実際にどのように機能するのか疑問に思ったことがあるなら、マーケティングのパンフレットを忘れてください。工場のフロアで実際に私たちが見ているものを、階層ごと、仕様ごとにお見せします。 平凡なものから際立つことです。私たちの製品ラインでこれらの素材をどのように調達し、適用しているか探ることができます。 カーボンファイバーのピックルボールパドル.
ザ・ボンド — 良いパドルが作られるか壊れるかの場所
この記事から他に何も持ち帰らないとしても、このセクションを注意深く読んでください。接着剤 — またはその完全なる欠如 — が良いピクルボールパドルと使い捨て機器との唯一の重要な品質差別化要因です。ほとんどのプレーヤーはこれを考えません。生産ラインでは、これは私たちの最大のこだわりです。
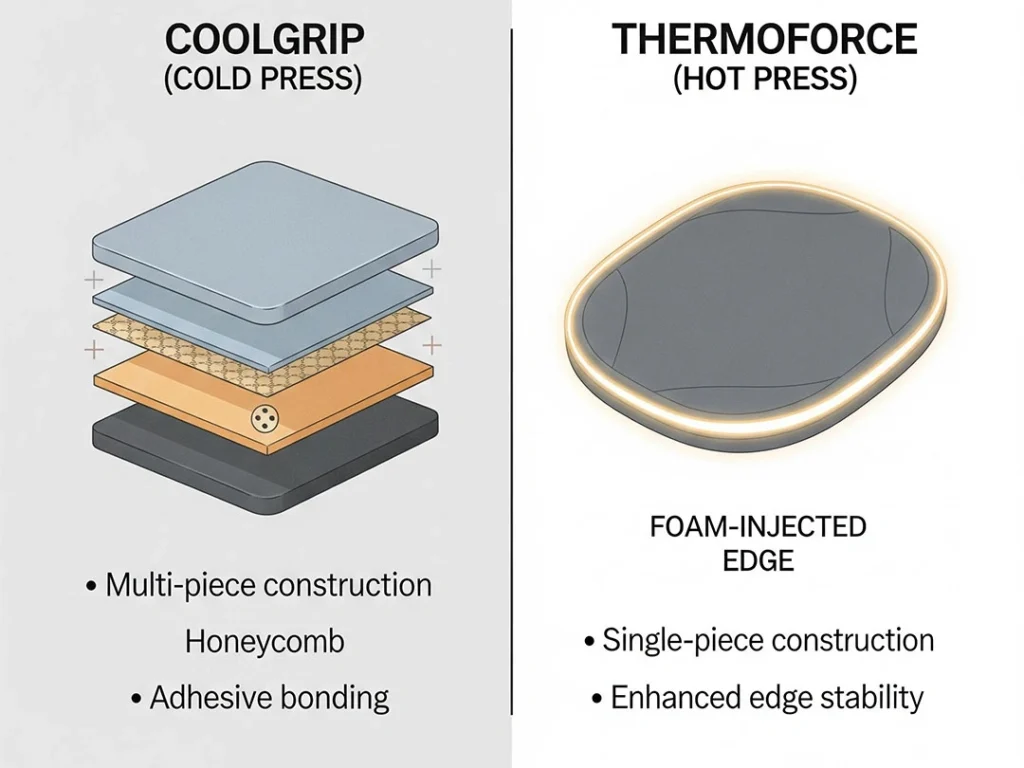
コールドプレス接着剤の結合
これは伝統的かつ低コストの構築方法です。コールドプレスのセットアップでは、カーボン面が構造用接着剤フィルムを使用してハニカムコアに結合されます。このサンドイッチは、常温で重い油圧で圧力をかけられ、サイクル時間はわずか 30-45分 ごと。
工学的欠陥は根本的です:面とコアは 完全に別々の構造部品です 接着剤で一緒に保持されています。その接着層はパドルの構造的弱点です。繰り返される熱サイクル(パドルを熱い車内に置くこと)やコート上での持続的な強い衝撃の下では、接着剤が劣化します。避けられない結果は剥離です — 面が内部からコアから文字通り分離する「デッドスポット」です。面を叩くと、カリカリとした応答の代わりに死んでいるような音が聞こえます。
サーモフォーム一体成形構造
ここが業界がレベルアップした場所です。接着剤の代わりに、私たちは全てのパドルを一つの連続ユニットに融合させるために同時に熱と圧力を使用します。私たちは組み立てを、 150°C PPハニカムの約120-130°Cの柔らかくなるポイントを意図的に超える温度で焼きます。
この 60-90分のサイクル時間の間、面、コア、エッジ周囲が溶け、再固化して一つのユニボディ構造として一体化します。カーボンファイバーはパドルの面のトップからハンドルまで完全に途切れることなく流れます。接着剤の結合点がゼロなので、 剥離リスクはゼロです。エネルギーは接着剤層で散逸することなく連続ファイバーの経路を通じてクリーンに伝達されるため、スイートスポットは自然に拡大します。 15-20% 熱成形パドルで。
ホットプレス鍛造
これはNexaPaddleの最も高度な独自の構造バリエーションです。私たちは高温焼成サイクル中に局所的な圧力差を適用し、最大限のカーボン圧縮を達成します。その結果最高の構造密度が得られます — ゼロ剥離、最大耐久性、そしてピーク電力伝達効率です。これは私たちの旗艦モデルの基準です。
私はすべてのブランドオーナーに与える重要な洞察:競争のトーナメントプレイを耐えるパドルを望むのであれば、 熱成形ピクルボールパドルを要求してください。それは本当に構造的な長寿を保証できる唯一の構築方法です。
表面工学 — スピンの背後にある科学
プレーヤーは「グリット」について話すのが好きです。工場のフロアでは、私たちは表面摩擦係数やマイクロンレベルのトポグラフィについて話します。パドルの表面は、単に触ったときにざらざらしているだけではありません — 厳格な規制限界によって支配される精密に設計されたインターフェースです。
本当に高品質のパドルは 生のT700/T800カーボンファイバー表面に依存します。個別のカーボンフィラメントは 直径7μmしかないため、自然にパドルの表面を横切る微細リッジを形成します。この内在的なマイクロテクスチャーは、人工的な化学処理なしで 2,300 RPM以上のスピンを生成できます。 これは純粋な材料科学であり、生地構造に組み込まれています。
表面処理オプション
- テフロンコーティング: スピン専門のパドルに使用されます。これは表面摩擦を増加させ、同時に外装樹脂層の構造的完全性を改善します — 二重の利点です。
- グリットスプレー: 特定のコントロールプロファイルのために調整可能な表面粗さを許可します。USAPAの40μm Raの最大粗さ制限の下で注意深く工場でメーター調整する必要があります。 スプレーが重すぎると、パドルはすぐに不正になります。これらのアプローチ間の耐久性のギャップは重要です。スプレーオンのグリットは、接着剤の結合がボール摩擦の下で崩壊するため劣化します — 通常、
60-90日の間 の激しいプレイの後。対照的に、生のカーボンテクスチャーは織り構造に内在しています。剥がれることはできません。なぜならそれは構造的な生地の一部だからです。つまり、そのパドルの全寿命にわたって持続します。 of heavy play. In contrast, raw carbon texture is intrinsic to the weave structure itself. It cannot peel because it is part of the structural fabric, meaning it lasts the full lifespan of the paddle.
私たちの多層仕上げプロセスは、すべてを封じ込めます:サンディングとポリッシングの準備、次に プライマーコート 化学的接着のための、 中間コート 色の移行のための、そして トップコート UV保護と光沢のための。私たちの全製品ラインにわたって、このプロセスの結果を見ることができます。 ピックルボールは硬いポリマーのプラスチックでできています。激しいラリー中、永久的なカーボンファイバーの織り方とプラスチックボールの間の摩擦は、ボールにマイクロ傷を生じさせます。これにより、カーボンファイバーの表面幾何学に深く物理的に埋め込まれるポリマーの塵やデブリの微細な層が残ります。数週間のプレイの後、このプラスチックの蓄積はパドル面に白い筋や曇った斑点として現れます。.

品質管理 — コーナーを切る場所(または切らない場所)
最高の素材と市場で最も先進的なサーモフォーミングプレスを持っていても、品質管理が弱ければ、ガラクタを出荷することになります。まさにここが、予算の工場が時間とお金を節約するためにコーナーを切る場所です。NexaPaddleでは、私たちは規律ある 5段階の生産ワークフローに従っています:デザイン → 成形 → スプレーポリッシング → 組み立て → 品質管理。
パドルがQCステーションに到達すると、迅速な目視検査と署名を受けることはありません。私たちはバッチサンプルを定量的な文書化されたテストにさらします:正確なパドルの重さ( ±3gの許容範囲から外れるものは拒否します)、一貫したスイングウエイトを確保するためのバランスポイントマッピング、そしてデュロメーターによるコア硬度テスト。
USAPAコンプライアンス事前テスト
私たちのQCラボの最も重要な要素は、USAPAコンプライアンス事前テストです。私たちは、パドルが合法かどうかを推測しません - ローディングドックを離れる前に、私たちは知っています。
私たちの主要なテストは PBCoR(反発係数)であり、これはパドルがボールのエネルギーをどれだけ効率的に返すかを測定します。2025年11月現在、USAPAはこの限度を0.44から ≤0.43に厳格にしました。私たちはまた、表面粗さプロフィロメトリー、静的偏差チェック、およびミリメートル単位の寸法許容差測定を行います。
なぜこれはそれほど重要なのか? 2026年ゴールデンチケットイベントでは、, 現場でテストしたパドルの6%がコンプライアンスに失敗しました —つまり、約 17人の競技プレーヤーのうち1人が 違法な装備を持ってコートに入っていました。多くの場合、メーカーのQCがずれているため、全く気づいていませんでした。公式のUSAPA認証はブランドに対して $500-$1,200の費用がかかり、 4〜6週間 かかります。テストに失敗すると、もう一度カウントを始めなければなりません。. Fail the test, and you start the clock over.
この文を読んでいるブランドオーナーへの警告: もしあなたの工場が出荷前にPBCoRを機械的に事前テストできないのであれば、あなたはブランドの評判と顧客のトーナメント適格性を賭けていることになります。

よくある質問
良いピクルボールパドルを作る最も重要な要素は何ですか?
製造の観点からは、コアとフェイスの結合方法です。パドルが接着剤結合(コールドプレス)を使用しているか、熱成形のユニボディ構造を使用しているかによって、その構造的完全性、スイートスポットの一貫性、長期的な耐久性が決まります。本当に良いピクルボールパドルは、剥離リスクがゼロである必要があります — これは熱成形またはホットプレス鍛造構造のみが保証できる基準です。
コアの厚さは本当にパドルの性能に影響しますか?
はい — それは私たちが性能に対して持つ唯一の直接的なメカニカルレバーです。 13mmコア は、より早いエネルギーの返還を通じて最大のパワーを届けます。これに対して 16mmコア は、ポップとコントロールのベストなバランスを提供し、業界標準となっています。 70%+ のプレイヤーに最適です。この 20mmコア は、コントロール、デュエルタイム、および振動のダンピングを最大化します。ほとんどの競技者は16mmを選び、関節痛を管理しているプレイヤーは20mmを試してみるべきです。
パドルが質の高い製造であるかどうかをどうやって判断できますか?
工場のフロアを見ることなしに、次の重要な指標を確認してください:記載された仕様からの重さの一貫性が±3g以内、フェイスを叩いたときに発生する無音または空洞の音がないこと、目に見える接着剤の隙間なしに均一なエッジガードの結合、そしてUSAPAの認証が確認されていること。最高のパドルは、耐久性のある長寿命のスピン性能のために、スプレー塗装のグリットではなく生のカーボンファイバーの表面も使用しています。 ±3g of its stated spec, no dead or hollow-sounding spots when tapping the face, uniform edge guard bonding without visible adhesive gaps, and confirmed USAPA certification. The best paddles also use raw carbon fiber surfaces rather than spray-on grit for durable, lifelong spin performance.
パドルのT700とT800カーボンファイバーの違いは何ですか?
T700(引張強度4,900 MPa) は業界のゴールドスタンダードです — ボーイング787で使用されるのと同じ航空機グレードです。T800は 12%強い(5,490 MPa) ですが、かなり硬く、はるかに高価です。ピクルボールに特化すると、T700の破断伸び率(2.1%対T800の1.9%)が数千回の高速ボール衝撃を吸収するのに適しており、微細なひびが発生しにくいです。
なぜ一部の高価なパドルがUSAPAに禁止されるのですか?
それは、彼らの構造が実際に 効率的すぎるからです。 USAPAは厳格な PBCoRの制限である≤0.43を施行しています。 熱成形されたパドルは、ユニボディ構造のために内部の接着剤層にほとんどエネルギーを浪費しないため、自然にこの上限に近づきます。工場レベルのPBCoRプリテストなしでは、パドルは初期の認証を通過できますが、重い競技プレイの下でコアに微細な構造変化が発生するにつれて、物理的に法的制限を超えることがあります。
結論
私たちの生産ラインから出てくるすべてのパドルは、何百もの非常に特定の製造決定の総和です。あなたが尋ねると、 良いピクルボールパドルが実際にどのように機能するのか疑問に思ったことがあるなら、マーケティングのパンフレットを忘れてください。工場のフロアで実際に私たちが見ているものを、階層ごと、仕様ごとにお見せします。その答えはグラフィックスやブランドの誇大広告の中にはありません。それは目に見えない建築の中にあります:ハニカムの密度、サーモフォーミングプレスの正確な温度、カーボンファイバーフェイスのミクロンレベルの地形、そしてQCラボの妥協のない厳密さです。
選手にとって、これらの工場秘密を理解することは、実際に性能を発揮し、長持ちする機器を選ぶ力を与えます。これらの品質基準を初日から組み込んだパドルを作りたいと考えているブランドには、NexaPaddleのエンジニアリングチームが、原材料選定から最終的なUSAPAコンプライアンステストまで、製造プロセス全体を通じてブランドオーナーと直接連携します。
私たちがあなたの次のフラッグシップ製品を設計できる方法を探るために、私たちの カスタムOEMピクルボールパドル.
参考文献
- NexaPaddle製品知識ベース(2026年3月) — コアの厚さ仕様と材料メトリクス
- NexaPaddle製造プロセス文書(2026年) — 5段階の生産ワークフロー
- NexaPaddle構造解析(2024-2025年) — サーモフォーミングされた15-20%スイートスポット拡張データ
- Toray Industries T700SC技術データシート — 引張強度、弾性率、伸びの仕様
- USAピクルボール機器基準(2025年) — PBCoR ≤0.43および40μm Ra表面粗さ限界
- USAピクルボール2026ゴールデンチケットテストプログラム — 現場でのコンプライアンス不合格率6%
- Coherent Market Insights(2025年) — $702.9Mの世界のピクルボール市場規模











