
Ich habe über 50.000 Schläger von unserer Produktionslinie gesehen, und ich kann Ihnen ein Geheimnis verraten: Die meisten Spieler beurteilen einen Schläger vollständig nach den falschen Kriterien. Sie schauen auf den auffälligen Markennamen, die bunten Grafiken oder das hohe Preisschild. Aber was wirklich einen wirklich guten Pickleball-Schläger von einem mittelmäßigen trennt, passiert lange bevor das Logo jemals gedruckt wird. Die echte Magie geschieht im verborgenen Handwerk der Kerntechnik, Materialverbindung und Oberflächenchemie.
Wenn Sie jemals gewundert haben,
was einen guten Pickleball-Schläger tatsächlich so performant macht, wie er ist, vergessen Sie die Marketingbroschüren. Lassen Sie mich Ihnen zeigen, worauf wir tatsächlich auf dem Werkstattboden achten, Schicht für Schicht, Spezifikation für Spezifikation. actually perform the way it does, forget the marketing brochures. Let me walk you through what we actually look at on the factory floor, layer by layer, specification by specification.

Der Kern – Was ist in jedem Schläger verborgen
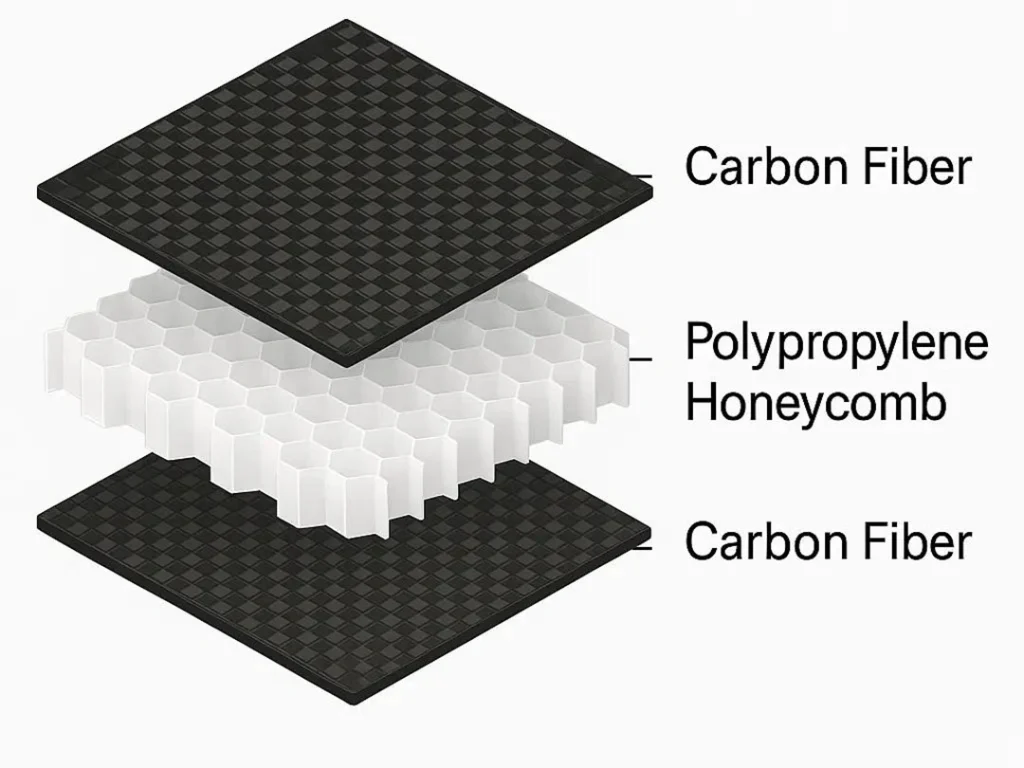
Wenn die Fläche des Schlägers die Haut ist, ist der Kern der Motor. Alles, was Sie fühlen, wenn der Ball den Schläger trifft – die Verweilzeit, die Vibration, der Sweet Spot, der Pop – stammt direkt hierher. Historisch gesehen war der PP (Polypropylen) Waben-Kern der unbestrittene Branchenstandard. Aber nicht alle Waben sind gleich. Die Zellendichte (wie dicht die Hexagons gepackt sind) und die Wandstärke dieser Zellen bestimmen das gesamte Verhaltensprofil des Schlägers.
Wenn eine Marke zu uns kommt, um ein neues Paddle zu entwerfen, ist die erste Frage, die wir immer stellen, die nach der Kernstärke. Dieses Spektrum definiert die DNA des Paddles, und wir verlassen uns auf hochspezifische Daten, um diese Entscheidungen zu leiten:
- 13mm Kerne: Entwickelt für den agilen Power-Spieler. Ein dünnerer Kern ist natürlicherweise steifer, was zu einer viel schnelleren Energie Rückführung führt. Der Ball komprimiert weniger und verlässt die Fläche schneller. Der Nachteil? Ein signifikant kleinerer Sweet Spot und minimale Vibration Dämpfung.
- 16mm Kerne: Der universelle Standard, der über 70% der Spielerpasst. Er bietet eine perfekt ausgewogene Verweildauer, einen zuverlässig größeren Sweet Spot und moderate Vibrationsdämpfung. Die Goldilocks-Zone der Paddle-Herstellung.
- 20mm Kerne: Die Wahl des Kontrollspezialisten. Ein 20mm Kern bietet maximalen Halt, wodurch der Ball einen Bruchteil einer Millisekunde länger auf der Fläche bleibt für präzise Platzierungen. Er bietet den größten Sweet Spot und die absolute maximale Vibrationsdämpfung – die erste Wahl für gelenksensible Spieler mit Tennisarm.
Kern-Generations-Evolution
Der Fertigungssektor steht nicht still. Was wir vor drei Jahren als bahnbrechend betrachteten, wird bereits ersetzt. Wir verfolgen die Kerntechnologie in klaren Generationen:
- GEN3: Die Ära des konzipierten PP-Wabens mit engerer Zellgeometrie, optimiert, um der intensiven Wärme der Thermoformung standzuhalten, ohne zusammenzubrechen.
- GEN4: EPP (expandiertes Polypropylen) Schaum ersetzt traditionelles Wabenmaterial vollständig. Zwei Varianten: Gefülltes EPP (hochdicht, 8x-10x Expansionsverhältnis, Leistung + Dämpfung) und Nicht-gefülltes EPP (weicher, maximale Stoßdämpfung, ein Gefühl von „absorbieren-dann-freigeben“). Diese Generation beseitigt vollständig den gefürchteten „Kernbruch“-Fehlermodus, der Wabenstrukturen bei starkem Aufprall plagt.
- GEN5 „Gatling“: Die aktuelle Grenze – ein polymerer Energie-rückführmesh-Kern, entwickelt, um die Energie-Rückführung direkt an der äußeren Kante des strengen PBCoR-Hülles der USAPA zu maximieren. Ein absolutes Wunder der modernen Polymertechnik.
Für Marken, die die Grenzen der Vibrationsdämpfung und Haltbarkeit verschieben, wird die Erkundung Pickleball-Schläger mit Schaumkern schnell zum neuen Branchenstandard.
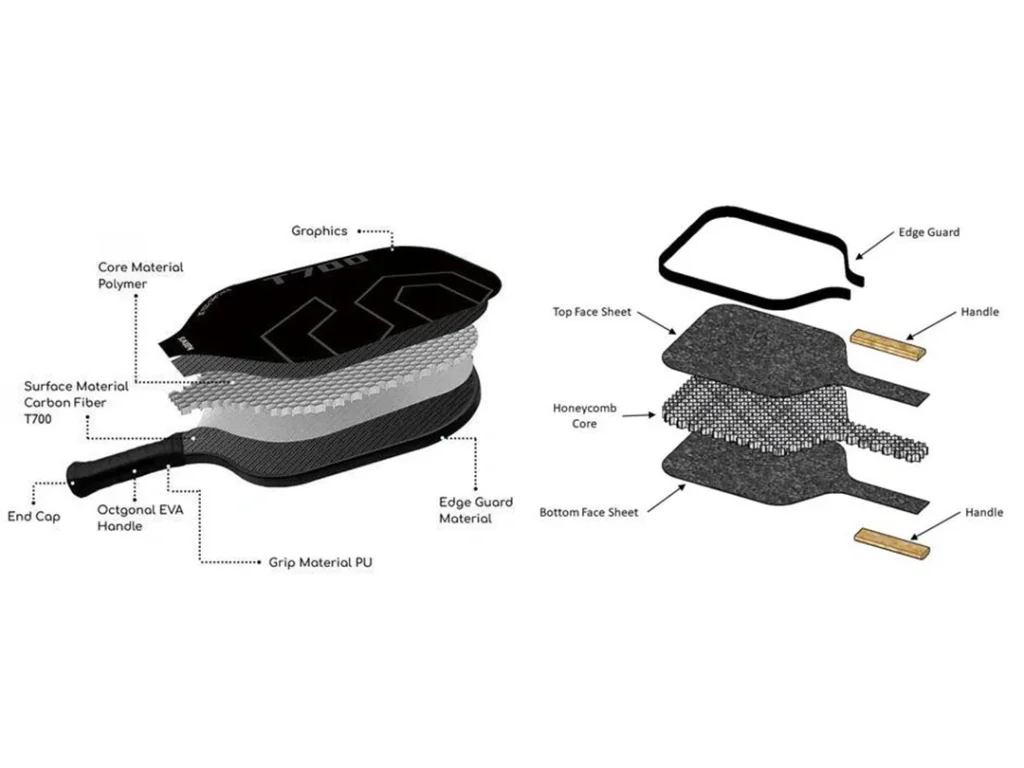
Die Fläche – mehr als nur „Kohlenstofffaser“
Wenn ein Marketingteam sagt „Kohlenstofffaserfläche“, sagt mir das fast nichts Nützliches auf dem Fabrikboden. Wir müssen genau wissen, welche Art von Kohlenstofffaser. Die Rohmaterialien, die wir wählen, bestimmen die Lebensdauer, das Leistungsprofil und die Spin-Obergrenze jedes Paddles.
Der unbestrittene Goldstandard des Premium-Paddle-Marktes ist T700 Kohlenstofffaser, hergestellt von Toray Industries. Eine Rolle T700 repräsentiert ein Material mit einer 4.900 MPa Zugfestigkeit, ein 230 GPa Modul, einem mikroskopischen 7μm Filamentdurchmesser, und einer 1.80 g/cm³ Dichte. Um das in den Kontext zu setzen: Dies ist das exakt gleiche, luftfahrttechnische Material, das im Rumpf des Boeing 787 Dreamliner verwendet wird.
Marken fragen uns häufig, ob sie auf T800 aufrüsten sollten, um das ultimative Premium-Produkt zu schaffen. Die technische Realität ist kontraintuitiv. T800 ist nur 12% stärker (5.490 MPa) hat aber ein 28% höheres Modul (294 GPa), was es signifikant steifer und viel teurer macht. Aber hier ist die entscheidende Erkenntnis: Die höhere Dehnung bei Bruch von T700 (2,1% gegenüber 1,9% von T800) macht es wesentlich überlegen beim Absorbieren der wiederholten Mikro-Einwirkungen eines Pickleballs, ohne interne Mikrofrakturen zu entwickeln. Das „schwächere“ Material ist oft die klügere Wahl.
Variationen des Flächenmaterials
| Material | Am besten geeignet für | Hauptmerkmal |
|---|---|---|
| UD-Kohlenstoff (Unidirektional) | Leistungsübertragung | Fasern in eine Richtung ausgerichtet — maximale lineare Energiedurchleitung |
| 3K Gewebtes Carbon | Haltbarkeit + Drehung | Dreifaden-Kreuzgewebe — verbesserter Multi-Winkel-Reibung |
| Glasfaser | Anfänger | Gewichtsbereich von 220-245g, hoch elastisch, nachgiebige Kontrolle |
| Kevlar/Aramid Hybrid | Gefühl + Schlagfestigkeit | “Plüsch”-Gefühl, das mit reinem Carbon unmöglich nachzuahmen ist |
Das Verständnis dieser Materialunterscheidungen ist genau tatsächlich so performant macht, wie er ist, vergessen Sie die Marketingbroschüren. Lassen Sie mich Ihnen zeigen, worauf wir tatsächlich auf dem Werkstattboden achten, Schicht für Schicht, Spezifikation für Spezifikation. uns von einem mittelmäßigen Produkt abzuheben. Sie können erkunden, wie wir diese Materialien in unserer gesamten Produktlinie beziehen und anwenden Pickleball-Schläger aus Kohlefaser.
The Bond — Wo gute Paddles gemacht oder zerbrochen werden
Wenn Sie sonst nichts aus diesem Artikel mitnehmen, lesen Sie diesen Abschnitt sorgfältig. Der Kleber — oder die vollständige Abwesenheit davon — ist das allerwichtigste Qualitätsmerkmal, das gute Pickleball-Paddles von Wegwerfmaterialien unterscheidet. Die meisten Spieler denken nie darüber nach. In der Produktionslinie ist es unsere größte Obsession.
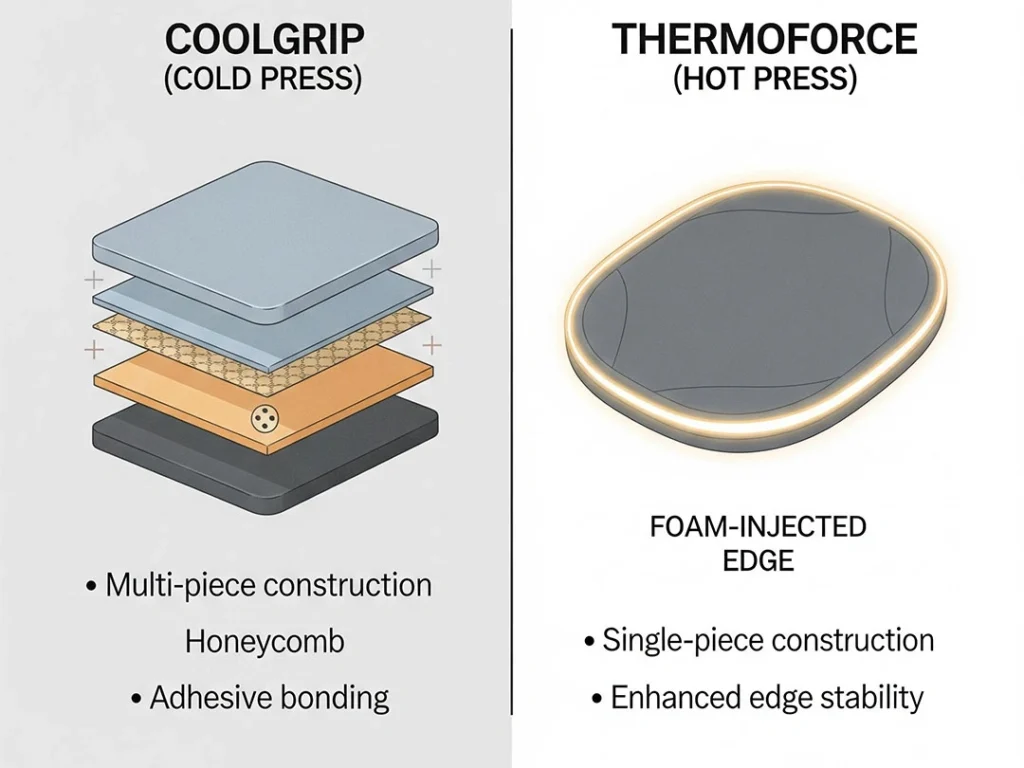
Kaltpressen-Klebeverbindung
Dies ist die traditionelle, kostengünstigeren Bauweise. In einem Kaltpressaufbau wird die Carbonfläche mit einem strukturellen Klebefilm an den Waben-Kern gebunden. Das Sandwich wird unter schwerem hydralischem Druck bei Raumtemperatur verarbeitet, mit einer Zykluszeit von nur 30-45 Minuten pro Charge.
Der Ingenieursfehler ist grundlegend: die Fläche und der Kern bleiben zwei völlig separate strukturelle Komponenten durch Kleber zusammengehalten. Diese Klebeschicht ist der strukturelle Schwachpunkt des Paddles. Unter wiederholtem thermischen Kreislauf (das Paddle im heißen Auto lassen) oder anhaltend starkem Aufprall auf dem Platz, verschlechtert sich der Kleber. Das unvermeidliche Ergebnis ist Delamination — die gefürchteten “toten Stellen”, an denen die Fläche sich intern buchstäblich vom Kern trennt. Man kann es hören, wenn man auf die Fläche klopft: ein totes, hohles Geräusch anstelle einer klaren Antwort.
thermoformbarer Monokonstruktion
Hier hat die Branche aufgerüstet. Anstelle von Kleber verwenden wir gleichzeitige Wärme und Druck, um das gesamte Paddle zu einer einzigen, durchgehenden Einheit zu verschmelzen. Wir backen die Montage bei Temperaturen von über 150°C — absichtlich über dem Weichpunkt des PP-Wabenkerns von ~120-130°C.
Während dieses 60-90 Minuten Zykluszeit, schmelzen und verfestigen sich die Fläche, der Kern und der Randumfang zusammen zu einer einzigen Unibody-Struktur. Die Carbonfaser läuft durchgehend von der Oberseite der Paddlefläche direkt bis zum Griff. Bei null Klebondierungspunkten gibt es kein Risiko einer Delamination. Energie überträgt sich sauber durch den durchgehenden Faserweg, anstatt sich in einer Klebeschicht zu zerstreuen, weshalb der sweet spot sich auf natürliche Weise um 15-20% in thermoformbaren Paddles erweitert.
Heißpressen-Schmieden
Dies ist NexaPaddles fortschrittlichste proprietäre Bauweise-Variante. Wir wenden lokale Druckdifferenzen während des Hochtemperaturbackzyklus an, um die absolute maximale Carbonkompaktierung zu erreichen. Das Ergebnis ist die höchste strukturelle Dichte, die möglich ist — keine Delamination, maximale Haltbarkeit und höchste Energieübertragungseffizienz. Es ist der Standard, nach dem wir unsere Flaggschiffmodelle bauen.
Die zentrale Erkenntnis, die ich jeder Markenbesitzerin für jeden Hersteller mitgebe: Wenn Sie ein Paddle wollen, das im wettbewerbsfähigen Turnierspiel ohne strukturelle Degradation überdauert, fordern Sie thermoformte Pickleball-Schläger. Es ist die einzige Bauweise, die wirklich strukturelle Langlebigkeit garantieren kann.
Oberflächenengineering — Die Wissenschaft hinter Spin
Spieler sprechen gerne über “Rauigkeit.” Auf dem Fabrikboden sprechen wir über Oberflächenreibungskoeffizienten und Mikron-ebenene Topografie. Die Paddleoberfläche ist nicht nur rau im Gefühl — sie ist eine präzise konstruierte Schnittstelle, die durch strenge Regulierungsgrenzen geregelt wird.
Ein wirklich erstklassiges Paddle basiert auf einer rohen T700/T800 Carbonfaseroberfläche. Da einzelne Carbonfilamente nur 7μm im Durchmesser messen, bilden sie natürlich mikroskopisch kleine Erhebungen über die Paddlefläche. Diese intrinsische Mikrostruktur kann über 2.300+ U/min Spin erzeugen ohne künstliche chemische Behandlungen. Es ist pure Materialwissenschaft, in die Struktur des Gewebes selbst eingebaut.
Oberflächenbehandlungsoptionen
- Teflon-Beschichtung: Verwendet bei Spin-spezifischen Paddles. Sie erhöht die Oberflächenreibung, während sie gleichzeitig die strukturelle Integrität der äußeren Harzschicht verbessert — ein doppelter Vorteil.
- Rauhauftragung: Ermöglicht einstellbare Oberflächenrauheit für bestimmte Steuerungsprofile. Muss im Werk sorgfältig kalibriert werden, um unter dem USAPA’s 40μm Ra maximale Rauheitsgrenzezu bleiben. Zu schwer sprühen, und das Paddle ist sofort illegal.
Der Haltbarkeitsunterschied zwischen diesen Ansätzen ist erheblich. Die Sprührauhigkeit verschlechtert sich, weil die Klebeverbindung, die die Rauheitskörner an der Fläche hält, sich unter Ballreibung auflöst — typischerweise innerhalb von 60-90 Tagen bei intensivem Spiel. Im Gegensatz dazu ist die rohe Kohlenstoffstruktur intrinsisch mit der Webstruktur selbst verbunden. Sie kann nicht abblättern, da sie Teil des strukturellen Gewebes ist, was bedeutet, dass sie die gesamte Lebensdauer des Schlägers überdauert.
Unser mehrschichtiger Fertigungsprozess versiegelt alles: Schleifen und Polieren zur Vorbereitung, dann ein Grundanstrich für chemische Haftung, ein Mittelanstrich für Farbübergang, und ein Deckanstrich für UV-Schutz und Glanz. Das Ergebnis dieses Prozesses ist in unserem gesamten Sortiment zu sehen. rohe Kohlenstoff-Pickleball-Paddles.

Qualitätskontrolle — Wo Abstriche gemacht werden (oder nicht)
Sie können die besten Materialien und die fortschrittlichsten Thermoformpressen auf dem Markt haben. Wenn Ihre Qualitätskontrolle schwach ist, werden Sie Müll versenden. Genau hier schneiden Budgetfabriken Ecken ab, um Zeit und Geld zu sparen. Bei NexaPaddle befolgen wir einen disziplinierten 5-Schritte-Produktionworkflow: Design → Formen → Spritzpolieren → Montage → Qualitätskontrolle.
Wenn ein Schläger die QC-Station erreicht, erhält er nicht einfach einen schnellen visuellen Check und eine Unterschrift. Wir unterziehen Stichproben quantifizierten, dokumentierten Tests: genaues Schlägergewicht (alles außerhalb einer ±3g Toleranz von den angegebenen Spezifikationen), Gleichgewichtspunktkartierung zur Sicherstellung eines konsistenten Schwunggewichts und Kernhärteprüfungen mit einem Durometer.
USAPA Compliance Vor-Tests
Die kritischste Komponente unseres QC-Labors ist der USAPA Compliance Vor-Test. Wir raten nicht, ob unsere Schläger legal sind — wir wissen es, bevor sie jemals das Versandlager verlassen.
Unser Haupttest ist PBCoR (Rückerstattungskoeffizient), der misst, wie effizient der Schläger die Energie des Balls zurückgibt. Seit November 2025 hat die USAPA diese Grenze von 0,44 auf ≤0.43verschärft. Wir führen auch Oberflächenrauhigkeitsprofilometrie, statische Ablenkungsprüfungen und Messungen der dimensionalen Toleranz bis auf den Millimeter durch.
Warum ist das so wichtig? Bei den 2026 Golden Ticket Veranstaltungen, fielen 6% der vor Ort getesteten Schläger durch die Compliance — was bedeutet, dass ungefähr 1 von 17 Wettkampfspielern mit illegaler Ausrüstung auf das Spielfeld trat, oft völlig unwissend, weil die QC ihres Herstellers nachgelassen hatte. Die offizielle USAPA-Zertifizierung kostet einer Marke $500-$1,200 pro Design und dauert 4-6 Wochen. Scheitern Sie bei dem Test, und Sie müssen von vorne anfangen.
Meine Warnung an alle Markeninhaber, die dies lesen: Wenn Ihre Fabrik nicht mechanisch vorab für PBCoR testen kann, bevor sie versendet, setzen Sie den Ruf Ihrer Marke und die Turnierberechtigung Ihrer Kunden aufs Spiel.

Häufig gestellte Fragen
Was ist der wichtigste Faktor, der einen guten Pickleball-Schläger ausmacht?
Aus der Perspektive der Herstellung ist es die Methode der Kern-zu-Fläche-Klebung. Ob ein Schläger Klebeverbindungen (Kaltpressung) oder thermoformbare Monobauweise verwendet, bestimmt seine strukturelle Integrität, die Konsistenz des Sweet Spots und die langfristige Haltbarkeit. Ein wirklich guter Pickleball-Schläger hat kein Risiko der Delamination – ein Standard, den nur thermoformbare oder heiß gepresste Konstruktionen garantieren können.
Beeinflusst die Kernstärke wirklich die Leistung des Schlägers?
Ja – es ist der direkteste mechanische Hebel, den wir auf die Leistung haben. 13mm Kerne maximieren die Kraft durch schnelleres Energie-Feedback. Der 16mm Kern bietet die beste Allround-Balance von Pop und Kontrolle, was ihn zum Branchenstandard für 70%+ der Spieler. Der 20mm Kern maximiert Kontrolle, Verweilzeit und Vibrationsdämpfung. Die meisten wettbewerbsorientierten Spieler entscheiden sich für 16mm; Spieler mit Gelenkschmerzen sollten 20mm ausprobieren.
Wie kann ich erkennen, ob ein Schläger eine qualitativ hochwertige Verarbeitung hat?
Ohne den Produktionsbereich zu sehen, achten Sie auf diese Schlüsselfaktoren: gleichmäßiges Gewicht innerhalb von ±3g der angegebenen Spezifikation, keine toten oder hohl klingenden Stellen beim Klopfen auf die Fläche, gleichmäßige Verklebung des Randes ohne sichtbare Klebegaps und bestätigte USAPA-Zertifizierung. Die besten Schläger nutzen außerdem rohe Kohlefaseroberflächen statt Sprühgrit für langlebige, lebenslange Spin-Leistung.
Was ist der Unterschied zwischen T700 und T800 Kohlefaser in Schlägern?
T700 (4.900 MPa Zugfestigkeit) ist der industrieweite Goldstandard – das gleiche Luftfahrtmaterial, das im Boeing 787 verwendet wird. T800 ist 12% stärker (5.490 MPa) aber deutlich steifer und viel teurer. Für Pickleball speziell macht T700s höhere Dehnung zum Bruch (2,1% vs. T800s 1,9%) es besser geeignet, um Tausende von hochgeschwindigkeitsballaufprallen ohne Mikrofrakturen zu absorbieren.
Warum werden einige teure Schläger von der USAPA verboten?
Weil ihre Konstruktion tatsächlich zu effizient ist, um Energie zurückzugeben. Die USAPA setzt eine strenge PBCoR-Grenze von ≤0.43 – thermoformbare Schläger nähern sich aufgrund ihrer Monokörperstruktur dieser Obergrenze, weil sie nahezu keine Energie in internen Klebeschichten verschwenden. Ohne Vorabtests auf Werkstattniveau kann ein Schläger die anfängliche Zertifizierung bestehen, aber im Laufe der Zeit physisch über die gesetzliche Grenze hinausdriften, da mikrostrukturale Veränderungen im Kern unter intensiver wettbewerblicher Nutzung auftreten.
Fazit
Jeder einzelne Schläger, der unser Produktionsband verlässt, ist das Ergebnis von hunderten hochgradig spezifischer Fertigungsentscheidungen. Wenn Sie fragen tatsächlich so performant macht, wie er ist, vergessen Sie die Marketingbroschüren. Lassen Sie mich Ihnen zeigen, worauf wir tatsächlich auf dem Werkstattboden achten, Schicht für Schicht, Spezifikation für Spezifikation., liegt die Antwort nicht in den Grafiken oder dem Marken-Hype. Sie findet sich in der unsichtbaren Architektur: der Dichte des Wabenmaterials, der genauen Temperatur der Thermoformpresse, der Mikron-Ebenheit der Kohlenstoffoberfläche und der kompromisslosen Strenge des QC-Labors.
Für Spieler ermöglicht das Verständnis dieser Fabrikgeheimnisse Ihnen die Auswahl von Ausrüstungen, die tatsächlich Leistung bringen und langlebig sind. Für Marken, die von Anfang an Schläger mit diesen Qualitätsstandards herstellen möchten, arbeitet das Ingenieurteam von NexaPaddle direkt mit den Markeninhabern während des gesamten Herstellungsprozesses zusammen — von der Auswahl der Rohmaterialien bis hin zu den abschließenden USAPA-Compliance-Tests.
Um zu erkunden, wie wir Ihr nächstes Flaggschiff-Produkt entwickeln können, erfahren Sie mehr über unser benutzerdefinierte OEM-Pickleball-Paddles.
Referenzen
- NexaPaddle Produktwissenbasis (März 2026) — Kerndicken-Spezifikationen und Materialmetriken
- NexaPaddle Fertigungsprozessdokumentation (2026) — 5-Schritte-Produktion workflow
- NexaPaddle Struktur Analyse (2024-2025) — thermoformte 15-20% Süßigkeitsbereich-Expansionsdaten
- Toray Industries T700SC Technisches Datenblatt — Zugfestigkeit, Modul und Dehnungs-Spezifikationen
- USA Pickleball Ausrüstungsstandards (2025) — PBCoR ≤0.43 und 40μm Ra Oberflächenrauhigkeitsgrenzen
- USA Pickleball 2026 Golden Ticket Testprogramm — 6% On-Site-Compliance-Fehlerrate
- Coherent Market Insights (2025) — $702.9M globaler Pickleball-Marktgröße











