

If you’re sourcing a custom pickleball paddle for private label, Amazon FBA, or retail distribution, there’s one conversation you need to have with your manufacturer before you place a single production order: USAPA certification.
Not after design. Not after production. Before.
Industry estimates suggest that roughly one in four new paddle submissions fail to earn USA Pickleball approval on the first attempt. For OEM buyers, each failure represents something very specific: wasted tooling budgets, stalled launch timelines, and a $4,500 certification fee burned with nothing to show for it.
Then came the delistings.
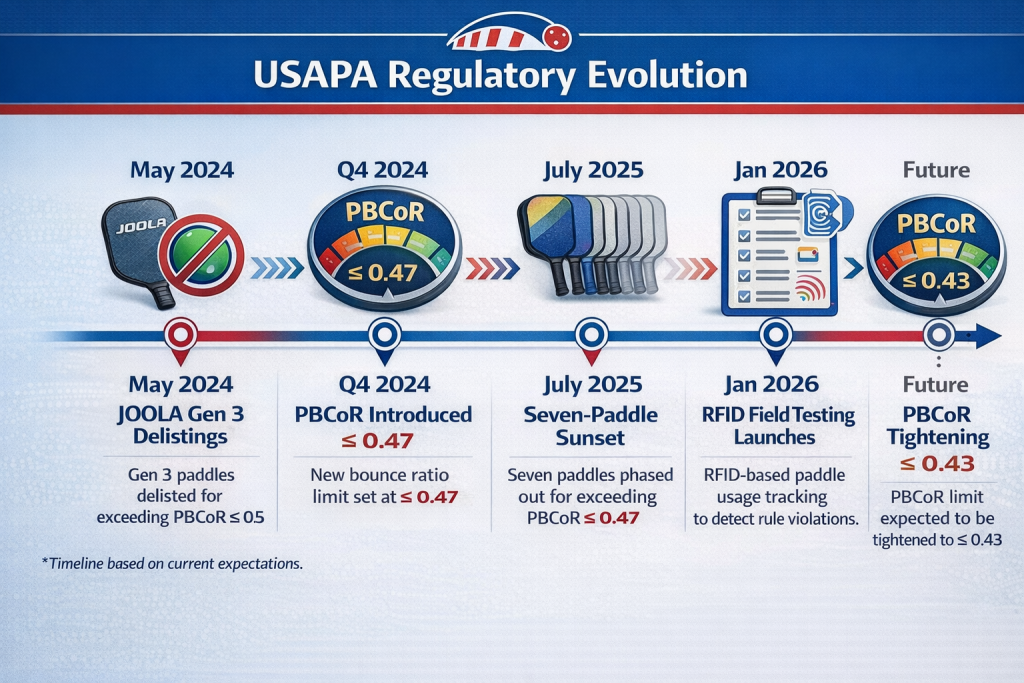
In May 2024, USA Pickleball pulled 17 JOOLA Gen 3 models from the approved list after discovering the paddles sold to consumers did not match the samples originally submitted for certification — a “Certification by Similarity” failure that led to a lawsuit between JOOLA and USA Pickleball. Months later, a second wave hit: the JOOLA Perseus MOD-TA 15, Gearbox Pro Power Elongated, and multiple ProKennex Black Ace models were sunset effective July 2025 for exceeding the newly introduced PBCoR (Paddle Ball Coefficient of Restitution) threshold. These weren’t no-name startups — these were established brands with tournament-tested products.
The PBCoR threshold was initially set at ≤0.47 when formally introduced in Q4 2024. USA Pickleball has signaled progressive tightening, with industry-wide expectation that the ceiling will move to ≤0.43 or lower. The regulatory environment is not getting looser. It is getting tighter — and it added a new dimension in 2026 with live, on-site field testing at competitive events, where over 2,000 paddles were scanned and a 6% non-compliance rate was detected.
For OEM buyers launching new paddle brands today, compliance is not a checkbox at the end of the process. It’s built into every stage of manufacturing — or it costs you everything at the end.
This article breaks down exactly what USAPA tests, where OEM paddles most commonly fail, and how NexaPaddle’s pre-testing protocol is designed to get your USAPA approved pickleball paddles to market on the first submission.
What USAPA Actually Tests — The 5 Compliance Parameters
Before your custom OEM pickleball paddles can enter any USA Pickleball-sanctioned event, they must pass a multi-parameter evaluation conducted by an independent certified testing laboratory. Understanding what’s being measured — and why each parameter matters — is the foundation of compliance strategy.
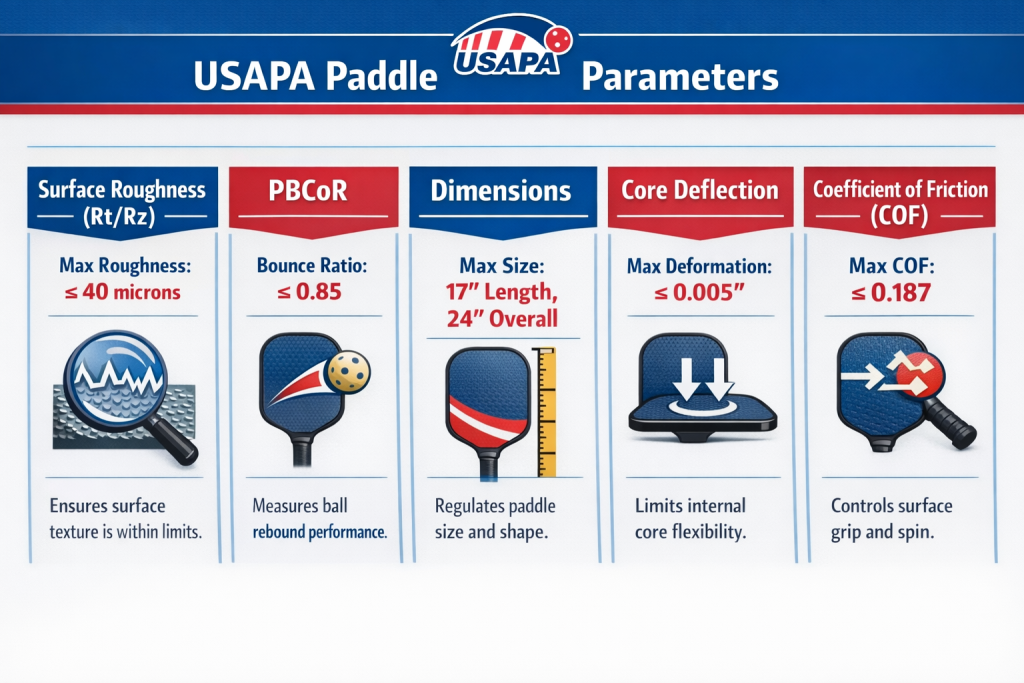
1. Surface Roughness (Rt / Rz)
Maximum allowed: Rt ≤ 40 µm and Rz ≤ 30 µm
Surface roughness is measured using a Starrett SR-100 surface roughness tester — the instrument specified by USAPA for official evaluation. It drags a precision stylus across the paddle face and records the surface profile.
Two metrics matter here, and neither is the commonly cited “Ra”:
- Rt (total roughness profile height) captures the maximum peak-to-valley distance across the entire measurement trace. USAPA’s ceiling is ≤40 µm.
- Rz (average maximum roughness) averages the five largest peak-to-valley measurements within the sample length. USAPA’s ceiling is ≤30 µm.
These thresholds exist to prevent excessive ball spin generation. A surface that is too rough creates mechanical bite that artificially amplifies spin — turning equipment into a competitive advantage rather than a neutral tool.
What OEM buyers need to understand about surface materials:
- Raw woven carbon fiber (T700, T800 grades) typically falls naturally within the compliant window. The texture comes from the material’s inherent weave structure, making it predictable and consistent across production runs.
- Spray-on grit coatings are the primary failure point. When manufacturers apply abrasive texturing agents to mimic high-end carbon surfaces, inconsistent application can push Rt readings above 40 µm. This is difficult to control at scale.
- Teflon and specialty coatings require pre-testing before production commitment. A coating that reads compliant on a test panel may behave differently after full application over a paddle face, particularly at edges and overlaps.
2. PBCoR — Paddle Ball Coefficient of Restitution
Current threshold: ≤0.47 (introduced Q4 2024; expected to tighten to ≤0.43 or lower)
PBCoR measures the energy return of a paddle — specifically, how much velocity the ball retains after striking the paddle face. A higher PBCoR means more energy is transferred back to the ball, creating the “trampoline effect” that drove the 2024–2025 delistings.
This is the most technically nuanced parameter for OEM buyers:
- Thermoformed unibody paddles naturally produce higher PBCoR readings because heat and pressure bond the face and core into a single, spring-loaded structure. This construction is commercially desirable for its power and responsiveness — but the tradeoff is that these designs sit closer to the compliance ceiling.
- Cold press paddles typically produce lower PBCoR readings with more margin from the threshold. They’re safer from a compliance standpoint but offer less raw power performance.
- PBCoR increases with use. This is the critical point. A thermoformed paddle that reads 0.44 PBCoR brand-new may test above 0.47 after extended play as the face structure loosens and flexes more freely. Paddles approved at submission can become non-compliant after use — which is exactly what happened to several major brands in the 2024–2025 cycle.
For OEM buyers sourcing thermoformed pickleball paddles: your manufacturer needs to know not just the day-zero PBCoR, but the aging trajectory — how the reading changes over months of play.
3. Dimensional Compliance
Combined length + width: maximum 24 inches (609.6 mm)
Maximum length: 17 inches (431.8 mm)
Dimensional compliance sounds straightforward but becomes a mass production issue. Standard commercial dimensions:
| Paddle Style | Face Width | Face Length | Handle |
|---|---|---|---|
| Control | 195 mm | 400 mm | 125–130 mm |
| Power / Elongated | 188 mm | 417 mm | 125–130 mm |
Tolerance drift during production — from mold wear, pressing variation, or edge guard application — can push finished paddles outside these parameters. Batch-to-batch consistency requires documented in-process measurement protocols at the factory level.
4. Core Deflection
Within USAPA-specified ranges
Core deflection measures how much the paddle flexes under a standardized applied force. Too stiff and the paddle becomes dead on impact; too flexible and it approaches trampoline-effect territory. The deflection specification is interrelated with PBCoR — a paddle that passes PBCoR at day zero but has high deflection potential may face greater PBCoR creep over time.
5. Coefficient of Friction (COF)
Within USAPA-approved limits
COF is related to — but distinct from — surface roughness. While Rt and Rz measure the physical texture profile, COF measures the actual frictional force between the paddle face and the ball during impact. A surface can have moderate roughness but very high friction depending on the coating chemistry. This parameter becomes particularly relevant when evaluating silicone-blend coatings, Teflon treatments, and specialized surface finishes.
Why OEM Paddles Fail USAPA Certification
With industry estimates pointing to a roughly 25–30% first-submission failure rate, the question is: what are the common failure modes? For OEM buyers working with overseas factories, the pattern is consistent.
The Five Most Common OEM Failure Scenarios
1. Spray-on grit exceeding Rt 40 µm after application
The factory’s sample paddle tests clean. But production-scale spraying at higher throughput introduces variability — thicker application at nozzle transitions, uneven coverage at handle junctions, pooling near edge guards. Roughness readings climb. First batch fails.
2. Thermoformed PBCoR exceeding the threshold after aging
The paddle submits at 0.44 PBCoR. Testing passes under the ≤0.47 ceiling. Six months post-launch, players report unusual power. The paddle now reads above the threshold under field testing. Decertification follows. This is the JOOLA Perseus / ProKennex scenario — and as the ceiling tightens, the margin for error shrinks.
3. Dimensional tolerance drift in mass production
The mold initially cuts to spec. By batch 3,000, mold wear introduces +1.5 mm variance to handle length, or edge guard application adds measurable width at the tip. The paddle now measures 24.15 inches combined. Fail.
4. Surface treatment inconsistency across batches
Batch 1 and the certification sample use identical coating parameters. Batch 3 was processed on a different spraying line with slightly higher-viscosity material. Surface properties drift out of range. If field-tested paddles diverge from the certified spec, the listing is at risk.
5. Coating chemistry not pre-validated
A buyer requests a custom Teflon finish for moisture resistance. The factory applies it without testing on a Starrett SR-100. The Rt, Rz, and COF readings of the combined carbon + coating system are unknown at submission. Result: $4,500 fee, six weeks waiting, failed result.
The Cost of Getting This Wrong
| Failure Scenario | Direct Cost | Time Lost |
|---|---|---|
| First submission rejection | $4,500 + 8 sample paddles | 4–6 weeks |
| Resubmission (same design, modified) | Another $4,500 + 8 samples | Another 4–6 weeks |
| Post-launch decertification | Loss of entire SKU + brand damage | Indefinite |
| Production rework + retest | MOQ waste + retooling | 8–16 weeks total |
A single failed submission can cost $9,000+ in fees alone and add 12 weeks to your launch timeline before you’ve sold a single unit.
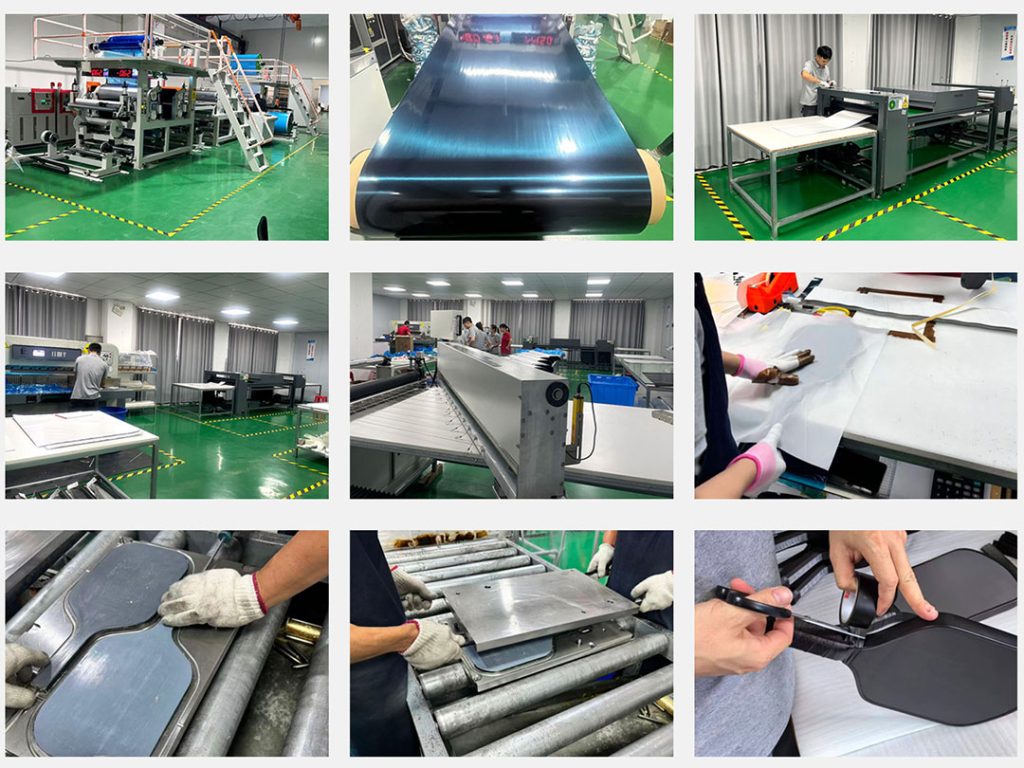
NexaPaddle’s Pre-Testing Protocol — The OEM Certification Checklist
The core principle behind NexaPaddle’s manufacturing approach: compliance is not tested at the end. It is engineered from the beginning.
Every custom paddle passes through a five-stage manufacturing protocol with compliance verification integrated at each step. This is the operational checklist behind every set of USAPA approved paddles that ships from the factory.
Step 1: Design & Engineering — Compliance Starts at the CAD File
Before a single sheet of carbon fiber is cut, NexaPaddle’s engineering team runs digital simulation on the paddle design:
- Weight distribution mapping: center of gravity, swing weight, balance point — calculated to within 3g precision
- Sweet spot prediction: modeled from face geometry and core density
- Structural integrity analysis: how the layup schedule responds to repeated impact forces, directly informing long-term PBCoR trajectory
- Mold design review: dimensional compliance verified at the tooling stage, before any physical mold is cut
For carbon fiber pickleball paddles, fiber orientation, weave density, and layup angle are documented as inputs to surface roughness prediction. T700 vs. T800 carbon fiber choices are evaluated for both performance characteristics and compliance margin.
This stage also includes a pilot production run — a small batch of physical prototypes tested with calibrated instruments before certification submission or production commitment.
Step 2: Forming & Layup — PBCoR Is Determined Here
This is the most compliance-critical manufacturing step.
How a paddle is formed — materials, layup sequence, heat, pressure, bonding time — determines its PBCoR characteristics. NexaPaddle’s factory-level calibration focuses on:
- Precise material cutting: automated tables ensure carbon fiber sheets maintain specified fiber orientation (off-axis cutting changes stiffness)
- Core layup sequencing: polymer honeycomb, foam, or hybrid core placed to specification
- Thermoforming oven protocols: temperature curves and dwell times calibrated to produce target face stiffness — maximizing power while maintaining safe PBCoR headroom, including aging projection
- Hot press parameters: pressure, temperature, and cycle time logged per production batch for traceability
For OEM buyers requesting thermoformed paddles, NexaPaddle’s protocol includes accelerated aging simulation — physical samples stressed under controlled conditions to project the 6-month PBCoR trajectory before formal certification submission.
Step 3: Spray Polishing & Coating — Surface Compliance Locked In
Surface treatment is where most factories fail. NexaPaddle’s approach:
- Sandblasting prep: mechanical surface preparation establishes a controlled baseline before coating application
- 3-layer coating system: primer coat for adhesion and uniformity; mid-coat to build the texture profile; top-coat to seal and stabilize
- Starrett SR-100 measurement after each coat: Rt and Rz readings taken at five points per test panel — center and four quadrants — verifying the coating system builds to target without exceeding Rt 40 µm or Rz 30 µm
- Grit spray metering: application parameters (distance, pressure, viscosity, dwell) documented and repeatable across production batches
- COF verification: test paddles from each coating batch measured for coefficient of friction to confirm the combined surface system falls within approved limits
Step 4: Assembly & QC Integration
Assembly is where dimensional compliance is either protected or lost. NexaPaddle’s workstation-level QC covers:
- Edge guard application: measured to specified parameters — edge guard adds to overall dimensions and must be accounted for in the dimensional model
- Foam injection and sealing: handle cavity fill and grip tape wrapping to specified thickness tolerance
- UV printing and finishing: does not alter compliance parameters, but print quality control is part of the final inspection gate
- In-process QC checkpoints: every workstation logs measurements — each unit is tracked, not just batch-sampled
Step 5: Pre-Submission Compliance Testing — The Final Gate
Before any design is submitted for formal USAPA certification, NexaPaddle conducts internal compliance testing using calibrated instruments that mirror laboratory standards:
| Parameter | Measurement Tool | NexaPaddle Target | USAPA Limit |
|---|---|---|---|
| Surface Roughness (Rt) | Starrett SR-100 | ≤35 µm | ≤40 µm |
| Surface Roughness (Rz) | Starrett SR-100 | ≤25 µm | ≤30 µm |
| PBCoR | Coefficient of restitution test rig | ≤0.44 | ≤0.47 (current) |
| Combined dimensions | Digital calipers | ≤609 mm | ≤609.6 mm |
| Handle length | Digital calipers | Per design spec | ≤431.8 mm total |
| COF | Friction measurement | Within range | USAPA limits |
| Core deflection | Standardized force gauge | Within range | USAPA limits |
| Weight & balance | Precision scale + balance jig | ±2g of spec | Per design |
Internal targets are deliberately set below USAPA limits, building in a buffer for measurement uncertainty and unit-to-unit variation. Paddles that pass NexaPaddle’s internal testing have a dramatically higher first-submission approval rate — and critically, they’re engineered to stay compliant as the PBCoR ceiling tightens.
The 2026 Regulatory Horizon — What’s Coming Next
The compliance environment is shifting faster than most OEM buyers realize. Here’s what the landscape looks like right now — and where it’s heading.
RFID-Based Field Testing Is Live
In January 2026, USA Pickleball and Pickleball Instruments launched a paddle field-testing program at Golden Ticket tournaments, beginning with the Glendale, Arizona event. This is not a future pilot — it is operational.
The results so far are telling. Over 2,000 paddles have been field-tested across the Glendale and Las Vegas events, revealing a 6% non-compliance rate among paddles that players brought to competition, according to Riley Burgess, VP of Equipment Compliance at USA Pickleball.
Here’s how the system works:
- All paddles used in competition at participating events undergo on-site testing — the process takes less than five minutes per paddle
- Phase 1 testing covers coefficient of friction, deflection and delamination detection, and weight/balance properties
- Phase 2 (coming) will add PBCoR and spin measurements once laboratory certification for the portable instruments is complete
- Each tested paddle receives an RFID sticker with a digital record of its compliance data
- A mobile app (planned for public release) will allow players to scan their paddle’s RFID tag and track performance changes over time
- Results include built-in tolerances for natural aging — but paddles near the compliance ceiling face greater scrutiny
As Carl Schmits, Chief Technical Officer of USA Pickleball, stated: “Equipment integrity is fundamental to fair competition. This field-testing platform gives us the ability to verify performance standards, increase transparency, and lay the groundwork for identifying counterfeit equipment.”
What This Means for OEM Buyers
The shift from administrative inspection to data-verified, on-site compliance has direct implications for every brand launching paddles in 2026 and beyond:
- Compliance documentation must be airtight before launch. If your paddle is field-tested at a Golden Ticket event and fails, decertification can follow quickly. This is no longer a theoretical risk — 6% of paddles tested at early events were non-compliant.
- PBCoR aging trajectory matters more than ever. As the PBCoR ceiling tightens progressively, a paddle that reads 0.44 at submission but tracks toward 0.48 after normal use will be caught. Brands need to know their aging curve, not just their day-zero reading.
- Structural texture vs. applied treatments will be differentiated. Woven carbon fiber surfaces with inherent texture are treated differently under regulatory scrutiny than spray-on grit coatings. As testing becomes more sophisticated, the distinction between material-based performance and applied manipulation grows more consequential.
- Counterfeit detection is being built into the system. The RFID infrastructure is designed to eventually verify chain of custody from factory to tournament court. OEM buyers sourcing from manufacturers with proper compliance documentation and batch traceability are better positioned as this framework matures.
Cost & Timeline of USAPA Certification — What to Budget
Understanding the real financial model of certification helps OEM buyers build realistic launch plans — and avoid sticker shock.
Formal Submission Costs
| Item | Cost | Notes |
|---|---|---|
| USAPA submission fee (per paddle model) | $4,500 USD | Payable to certified testing laboratory |
| Physical samples required | 8 paddles | Must be production-representative |
| Resubmission (if first attempt fails) | $4,500 USD + 8 samples | Full fee applies again |
| Sample shipping (international) | $50–$200 | Express to US-based test lab |
| Total — single submission, passed | ~$4,700 | Best case |
| Total — one rejection + resubmission | ~$9,400 | Common OEM scenario |
Note: Smaller certifying bodies such as IPMA offer lower-cost alternatives (approximately $500 CAD annual fee plus $200 per paddle), but USAPA certification remains the standard required for USA Pickleball-sanctioned tournament play.
Timeline
- Formal submission to result: 4–6 weeks (standard)
- Second submission (if failed): additional 4–6 weeks
- Full cycle with one rejection: 8–12 weeks of testing time alone
The Pre-Testing Value Proposition
NexaPaddle’s pre-testing protocol is designed to front-load compliance work so that your formal USAPA submission is a confirmation step, not a discovery process.
The strategy: Start USA Pickleball certification in parallel with production planning — not after production samples are finalized:
- Engineering and design reviews happen during design finalization
- Material and coating selection validated before production commitment
- Pre-testing on pilot samples confirms all parameters before submission
- Formal submission goes in with high confidence of first-pass approval
For brands building toward an Amazon launch date, a retail buyer meeting, or a tournament season deadline, losing 8–12 weeks to failed certification isn’t a technical inconvenience — it’s a business-threatening delay. At $4,500 per attempt, it’s also an expensive one. NexaPaddle’s custom paddle program integrates certification timeline management directly into the project plan.
Frequently Asked Questions
How much does USAPA certification cost for OEM paddles?
USAPA certification costs $4,500 USD per paddle model, payable to the certified testing laboratory that conducts the evaluation. You must also submit 8 physical paddle samples that are representative of production units. If a design fails and requires modification and resubmission, the full $4,500 fee applies again. Budget for at least one full cycle (~$4,700 including shipping) and maintain contingency for a resubmission. Lower-cost alternatives exist through bodies like IPMA, but USAPA certification is required for USA Pickleball-sanctioned tournament play. Pre-testing with a manufacturer like NexaPaddle dramatically reduces the risk of needing that contingency budget.
Can thermoformed paddles pass USAPA certification?
Yes — many of today’s highest-performing USAPA approved pickleball paddles use thermoformed unibody construction. The key is manufacturing with sufficient margin below the current PBCoR ceiling, and understanding the aging trajectory. Thermoformed paddles engineered to read well below the threshold at day zero — with a documented aging projection that stays compliant — can maintain USA Pickleball certified status through normal product life. The problem arises when thermoformed designs are pushed for maximum power with no margin left for natural aging or future threshold tightening. NexaPaddle’s accelerated aging simulation at Step 2 of the manufacturing protocol is specifically designed to address this risk.
What is PBCoR and why is it being tightened?
PBCoR (Paddle Ball Coefficient of Restitution) measures how much kinetic energy a paddle returns to the ball on impact. Higher PBCoR = more power output independent of player skill.
USA Pickleball introduced formal PBCoR testing in Q4 2024 with an initial threshold of ≤0.47, following the controversy around the JOOLA Gen 3 delistings and growing concern about the “trampoline effect” in high-performance paddles. The JOOLA Perseus MOD-TA 15, Gearbox Pro Power Elongated, and ProKennex Black Ace series were among the first paddles sunset under this standard. USA Pickleball has signaled progressive tightening, with industry-wide expectation that the ceiling will move to ≤0.43 or lower — further reducing the margin available for thermoformed power paddles.
Does NexaPaddle handle the USAPA submission process?
NexaPaddle’s custom OEM pickleball paddles program includes full support for the certification process: pre-testing documentation, preparation of the 8 required paddle samples, and guidance on submission logistics. The formal submission itself is filed by the brand or manufacturer of record — your brand name appears on the USA Pickleball approved equipment list. NexaPaddle provides the technical foundation: calibrated pre-testing data, compliance documentation, and the engineering confidence that your submission has been built to pass.
Are raw carbon fiber surfaces USAPA compliant?
In most cases, yes. Standard woven carbon fiber faces made from T700S or T800S grade fibers typically produce Rt and Rz surface roughness readings well within USAPA limits. The inherent texture of the woven carbon weave is a structural property — predictable and consistent — which is why raw carbon fiber pickleball paddles are widely used in USAPA approved designs. The important caveat: any additional coating, treatment, or finishing layer applied over the carbon must be pre-tested separately, as the final surface system (carbon + coating) is what USAPA measures on a Starrett SR-100, not the substrate alone.
Bottom Line: Build Compliance In, Not On
The paddle brands that will succeed in the tightening regulatory environment are the ones that treat USAPA certification as an engineering specification — not an administrative fee paid after production.
The compliance landscape is stricter (PBCoR ceiling expected to reach ≤0.43), more technically demanding (aging trajectory analysis, Rt/Rz surface profiling), and more actively enforced (RFID field testing catching 6% non-compliance at live events) than it has ever been.
NexaPaddle was built around one principle: OEM clients should not fail certification. Every stage of our manufacturing process — from CAD simulation to pre-submission Starrett SR-100 testing — is designed to send your paddle into formal USAPA certification with data, documentation, and margin on your side.
Ready to launch a certified paddle line? Explore NexaPaddle’s custom paddle program and get a project assessment from our OEM team. Whether you’re building a single SKU for Amazon FBA or a full brand lineup for retail distribution, the process starts with compliance — and we’ve built our factory around making that as straightforward as possible.
References
- USA Pickleball Equipment Standards & Certification Updates
- USA Pickleball and Pickleball Instruments Field-Testing Program Announcement (January 16, 2026) — usapickleball.org
- USA Pickleball Paddle Field-Testing Results — Riley Burgess, VP of Equipment Compliance: 2,000+ paddles tested, 6% non-compliance rate (2026)
- USAP NPRM 24-002: PBCoR Testing Requirement Document — equipment.usapickleball.org/docs/pbcor-testing.pdf
- USA Pickleball Statement on De-Certified JOOLA Paddles (May 2024) — usapickleball.org
- Pickleheads: USA Pickleball Removes 7 Paddles From Approved List (January 9, 2025) — pickleheads.com
- Toray T700S / T800S Carbon Fiber Technical Data Sheets — Toray Composite Materials America
- NexaPaddle Internal Product Testing Data (2025) — NexaPaddle Manufacturing R&D Division
- Starrett SR-100 Surface Roughness Tester Specifications — L.S. Starrett Company











