

Se stai cercando un paddle da pickleball personalizzato per private label, Amazon FBA, o distribuzione al dettaglio, c'è una conversazione che devi avere con il tuo produttore prima di effettuare un singolo ordine di produzione: certificazione USAPA.
Non dopo il design. Non dopo la produzione. Prima.
Le stime del settore suggeriscono che circa uno su quattro nuovi invii di paddle fallisce nell'ottenere l'approvazione di USA Pickleball al primo tentativo. Per gli acquirenti OEM, ogni fallimento rappresenta qualcosa di molto specifico: budget per attrezzature sprecati, scadenze di lancio bloccate, e un $4,500 di tariffa di certificazione bruciati senza nulla da mostrare.
Poi sono arrivati i de-listing.
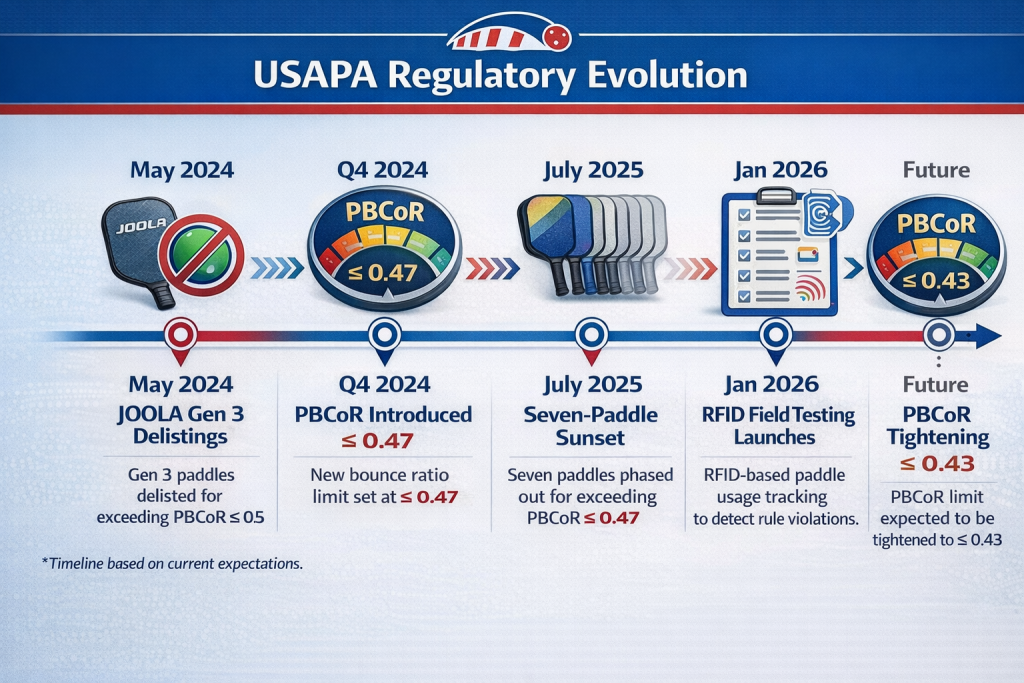
Nel maggio 2024, USA Pickleball ha ritirato 17 modelli JOOLA Gen 3 dall'elenco approvato dopo aver scoperto che i paddle venduti ai consumatori non corrispondevano ai campioni originariamente presentati per la certificazione — un fallimento di "certificazione per somiglianza" che ha portato a una causa tra JOOLA e USA Pickleball. Mesi dopo, una seconda ondata ha colpito: il JOOLA Perseus MOD-TA 15, Gearbox Pro Power Elongated, e multipli ProKennex Black Ace i modelli sono stati ritirati a partire da luglio 2025 per aver superato il nuovo PBCoR (Coefficiente di Restituzione Paddle-Ball) soglia. Questi non erano nuovi marchi sconosciuti — erano marchi affermati con prodotti testati in torneo.
Il La soglia di PBCoR è stata inizialmente fissata a ≤0,47 quando è stata presentata ufficialmente nel Q4 2024. USA Pickleball ha segnalato un inasprimento progressivo, con l'aspettativa dell'industria che il limite si sposterà a ≤0.43 o inferiore. L'ambiente normativo non si sta allentando. Sta diventando più rigoroso — e ha aggiunto una nuova dimensione nel 2026 con test di campo dal vivo, dove oltre 2.000 racchette sono state scansionate e un tasso di non conformità del 6% è stato rilevato.
Per gli acquirenti OEM che lanciano nuovi marchi di racchette oggi, la conformità non è un semplice controllo alla fine del processo. È integrata in ogni fase della produzione — o ti costerà tutto alla fine.
Questo articolo spiega esattamente cosa testano gli USAPA, dove le racchette OEM falliscono più comunemente, e come il protocollo di pre-test di NexaPaddle è progettato per portare il tuo Paddle approvati dall'USAPA sul mercato alla prima submission.
Cosa Testano Effettivamente gli USAPA — I 5 Parametri di Conformità
Prima che il tuo capacità di paddle da pickleball OEM personalizzati possa partecipare a qualsiasi evento sanzionato da USA Pickleball, deve superare una valutazione multiparametrica condotta da un laboratorio di test certificato indipendente. Comprendere cosa viene misurato — e perché ogni parametro è importante — è la base della strategia di conformità.
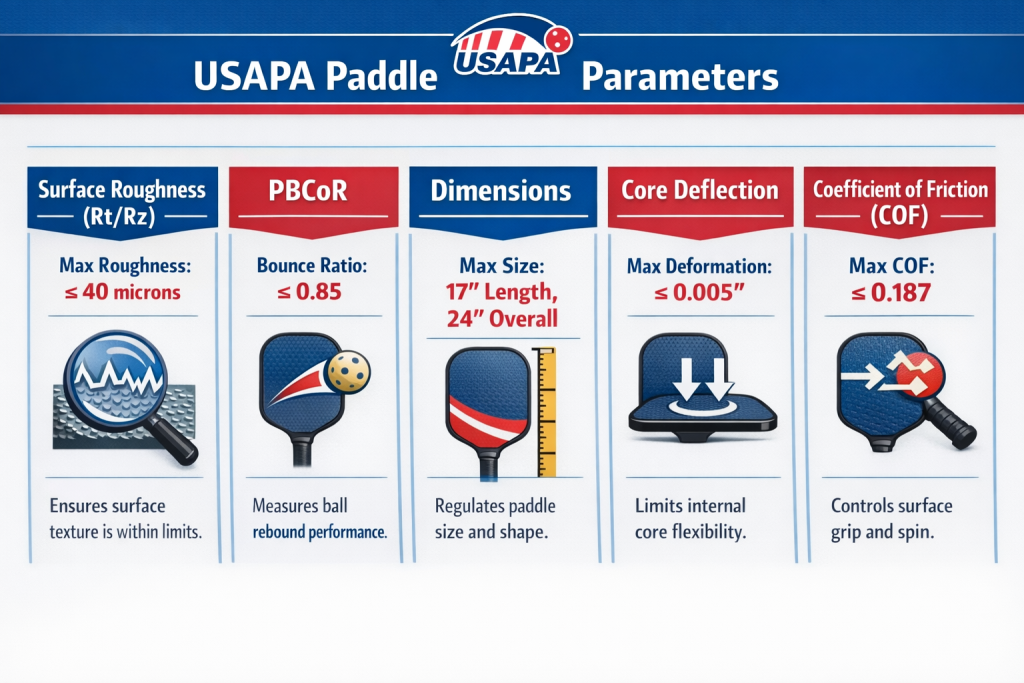
1. Rugosità della Superficie (Rt / Rz)
Massimo consentito: Rt ≤ 40 µm e Rz ≤ 30 µm
La rugosità della superficie viene misurata utilizzando un Starrett SR-100 tester di rugosità superficiale — lo strumento specificato dagli USAPA per la valutazione ufficiale. Trascina una sonda di precisione sulla superficie della racchetta e registra il profilo della superficie.
Due metriche sono importanti qui, e nessuna delle due è il comunemente citato “Ra”:
- Rt (altezza totale del profilo di rugosità) cattura la massima distanza tra picco e valle lungo l'intera traccia di misurazione. Il limite degli USAPA è ≤40 µm.
- Rz (rugosità massima media) fa la media delle cinque più grandi misurazioni picco-valle all'interno della lunghezza del campione. Il limite degli USAPA è ≤30 µm.
Queste soglie esistono per prevenire la generazione eccessiva di rotazione della palla. Una superficie troppo ruvida crea una presa meccanica che amplifica artificialmente la rotazione — trasformando l'attrezzatura in un vantaggio competitivo piuttosto che in uno strumento neutro.
Cosa devono comprendere gli acquirenti OEM sui materiali delle superfici:
- La fibra di carbonio tessuta grezza (gradi T700, T800) rientra tipicamente naturalmente nella finestra conforme. La consistenza deriva dalla struttura intrinseca del tessuto del materiale, rendendola prevedibile e consistente nelle produzioni.
- I rivestimenti abrasivi spray sono il principale punto di fallimento. Quando i produttori applicano agenti di texturing abrasivi per imitare superfici in carbonio di alta qualità, l'applicazione inconsistente può spingere le letture di Rt sopra 40 µm. Questo è difficile da controllare su larga scala.
- Rivestimenti in Teflon e speciali richiedono un pre-test prima dell'impegno alla produzione. Un rivestimento che risulta conforme su un pannello di prova potrebbe comportarsi diversamente dopo l'applicazione completa su una racchetta, in particolare ai bordi e sovrapposizioni.
2. PBCoR — Coefficiente di Restituzione della Palla della Racchetta
Soglia attuale: ≤0,47 (introdotto Q4 2024; previsto un inasprimento a ≤0,43 o inferiore)
PBCoR misura il ritorno energetico di una racchetta — specificamente, quanto velocità mantiene la palla dopo aver colpito la faccia della racchetta. Un PBCoR più alto significa che più energia viene trasferita alla palla, creando l'effetto “trampolino” che ha guidato i ritiri del 2024–2025.
Questo è il parametro più tecnicamente sfumato per gli acquirenti OEM:
- Le racchette monoscocca termoformate producono naturalmente letture di PBCoR più alte perché il calore e la pressione legano la faccia e il nucleo in una singola struttura a molla. Questa costruzione è commercialmente desiderabile per la sua potenza e reattività — ma il compromesso è che questi design si avvicinano di più al limite di conformità.
- Paddle a freddo tipicamente producono letture di PBCoR più basse con maggior margine rispetto alla soglia. Sono più sicure dal punto di vista della conformità ma offrono meno prestazioni in termini di potenza grezza.
- Il PBCoR aumenta con l'uso. Questo è il punto critico. Una racchetta termoformata che legge 0,44 di PBCoR da nuova potrebbe testare sopra 0,47 dopo un uso prolungato poiché la struttura della faccia si allenta e flessibile più liberamente. Le racchette approvate al momento della submission possono diventare non conformi dopo l'uso — il che è esattamente ciò che è accaduto a diversi marchi importanti nel ciclo 2024–2025.
Per gli acquirenti OEM che approvvigionano termofusi per pickleball: il tuo produttore deve conoscere non solo il PBCoR al giorno zero, ma anche il andamento dell'invecchiamento — come cambia la lettura dopo mesi di gioco.
3. Conformità Dimensionale
Lunghezza totale + larghezza: massimo 24 pollici (609,6 mm)
Lunghezza massima: 17 pollici (431,8 mm)
La conformità dimensionale sembra semplice ma diventa un problema di produzione di massa. Dimensioni commerciali standard:
| Stile del paddle | Larghezza della faccia | Lunghezza della faccia | Manico |
|---|---|---|---|
| Controllo | 195 mm | 400 mm | 125–130 mm |
| Potenza / Allungato | 188 mm | 417 mm | 125–130 mm |
La deriva di tolleranza durante la produzione — a causa dell'usura dello stampo, delle variazioni nella pressatura o nell'applicazione della protezione del bordo — può portare i paddle finiti al di fuori di questi parametri. La coerenza da lotto a lotto richiede protocolli di misurazione documentati in fase di lavorazione a livello di fabbrica.
4. Deflessione del nucleo
Entro i limiti specificati da USAPA
La deflessione del nucleo misura quanto il paddle si flette sotto una forza applicata standardizzata. Troppo rigido e il paddle diventa morto all'impatto; troppo flessibile e si avvicina al territorio dell'effetto trampoline. La specifica di deflessione è interrelata con PBCoR — un paddle che supera PBCoR al giorno zero ma ha un'alta potenzialità di deflessione potrebbe affrontare un maggiore aumento di PBCoR nel tempo.
5. Coefficiente di attrito (COF)
Entro i limiti approvati da USAPA
Il COF è correlato a — ma distinto da — rugosità superficiale. Mentre Rt e Rz misurano il profilo della texture fisica, il COF misura la reale forza di attrito tra la faccia del paddle e la palla durante l'impatto. Una superficie può avere una rugosità moderata ma un'alta attrito a seconda della chimica del rivestimento. Questo parametro diventa particolarmente rilevante quando si valutano i rivestimenti in silicone, i trattamenti in Teflon e le finiture superficiali specializzate.
Perché i paddle OEM non superano la certificazione USAPA
Con le stime del settore che indicano un tasso di fallimento alla prima sottomissione di circa il 25–30%, la domanda è: quali sono i modi comuni di fallimento? Per gli acquirenti OEM che lavorano con fabbriche all'estero, il modello è coerente.
I Cinque Scenari di Fallimento OEM Più Comuni
1. Grit spruzzato che supera Rt 40 µm dopo l'applicazione
Il paddle campione della fabbrica supera il test. Ma la spruzzatura su scala produttiva a un throughput più elevato introduce variabilità — applicazione più spessa alle transizioni degli ugelli, copertura irregolare nei punti di giunzione del manico, accumulo vicino alle protezioni dei bordi. Le letture di rugosità aumentano. Il primo lotto fallisce.
2. PBCoR termoformato che supera la soglia dopo l'invecchiamento
Il paddle si presenta a 0,44 PBCoR. I test superano il limite ≤0,47. Sei mesi dopo il lancio, i giocatori segnalano una potenza insolita. Il paddle ora legge sopra la soglia nei test sul campo. Segue la decertificazione. Questo è lo scenario JOOLA Perseus / ProKennex — e man mano che il limite si stringe, il margine di errore si riduce.
3. Deriva di tolleranza dimensionale nella produzione di massa
Lo stampo inizialmente è tagliato secondo specifiche. Al lotto 3.000, l'usura dello stampo introduce una variazione di +1,5 mm nella lunghezza del manico, o l'applicazione della protezione del bordo aggiunge una larghezza misurabile alla punta. Il paddle ora misura 24,15 pollici complessivi. Fallisce.
4. Incoerenza nel trattamento della superficie tra i lotti
Il lotto 1 e il campione di certificazione utilizzano parametri di rivestimento identici. Il lotto 3 è stato lavorato su una linea di spruzzatura diversa con materiale a viscosità leggermente superiore. Le proprietà superficiali si discostano dai limiti. Se i paddle testati sul campo divergono dalle specifiche certificate, l'elenco è a rischio.
5. Chimica del rivestimento non pre-validata
Un acquirente richiede una finitura in Teflon personalizzata per la resistenza all'umidità. La fabbrica la applica senza test su un Starrett SR-100. Le letture di Rt, Rz e COF del sistema combinato carbonio + rivestimento sono sconosciute al momento della sottomissione. Risultato: tassa di $4.500, sei settimane di attesa, risultato fallito.
Il Costo di Commettere Questo Errore
| Scenario di Fallimento | Costo Diretto | Tempo Perso |
|---|---|---|
| Rifiuto alla prima sottomissione | $4.500 + 8 paddle campione | 4–6 settimane |
| Risottomissione (stesso design, modificato) | Altri $4.500 + 8 campioni | Altre 4–6 settimane |
| Decertificazione post-lancio | Perdita dell'intero SKU + danno al marchio | Indefinito |
| Rielaborazione della produzione + nuovo test | Spreco di MOQ + ristrutturazione | 8–16 settimane totali |
Una singola sottomissione fallita può costare $9.000+ solo in tasse e aggiungere 12 settimane al tuo tempo di lancio prima di aver venduto un'unità.
Il Protocollo di Pre-Test di NexaPaddle — La Lista di Controllo per la Certificazione OEM
Il principio fondamentale dietro l'approccio produttivo di NexaPaddle: la conformità non viene testata alla fine. È progettata sin dall'inizio.
Ogni paddle personalizzato passa attraverso un protocollo di produzione in cinque fasi con verifica della conformità integrata ad ogni passo. Questo è il checklist operativo dietro ogni set di Paddle approvati dall'USAPA che spedisce dalla fabbrica.
Passo 1: Design & Ingegneria — La Conformità Inizia dal File CAD
Prima che un singolo foglio di fibra di carbonio venga tagliato, il team di ingegneria di NexaPaddle esegue simulazione digitale sul design del paddle:
- mappatura della distribuzione del peso: centro di gravità, peso di oscillazione, punto di equilibrio — calcolato con una precisione di 3g
- predizione del punto dolce: modellato dalla geometria della faccia e dalla densità del core
- analisi dell'integrità strutturale: come il programma di impilamento risponde a forze di impatto ripetute, informando direttamente la traiettoria PBCoR a lungo termine
- revisione del design dello stampo: conformità dimensionale verificata nella fase di attrezzatura, prima che venga tagliato qualsiasi stampo fisico
Per paddles da pickleball in fibra di carbonio, orientamento della fibra, densità della tessitura e angolo di impilamento sono documentati come input per la predizione della rugosità della superficie. Le scelte di fibra di carbonio T700 vs. T800 sono valutate sia per le caratteristiche di prestazione che per il margine di conformità.
Questa fase include anche una produzione pilota — un piccolo lotto di prototipi fisici testati con strumenti calibrati prima della sottomissione per la certificazione o dell'impegno alla produzione.
Passo 2: Formazione & Impilamento — PBCoR Viene Determinato Qui
Questo è il passo di produzione più critico per la conformità.
Come viene formato un paddle — materiali, sequenza di impilamento, calore, pressione, tempo di incollaggio — determina le sue caratteristiche PBCoR. La calibrazione a livello di fabbrica di NexaPaddle si concentra su:
- Taglio preciso dei materiali: tavoli automatizzati assicurano che i fogli di fibra di carbonio mantengano l'orientamento della fibra specificato (il taglio fuori asse cambia la rigidità)
- sequenza di impilamento del core: nido d'ape in polimero, schiuma o core ibrido posizionato secondo specifica
- protocolli del forno per termoformatura: curve di temperatura e tempi di permanenza calibrati per produrre la rigidità della faccia target — massimizzando la potenza pur mantenendo una riserva di PBCoR sicura, inclusa la proiezione dell'invecchiamento
- parametri della pressa a caldo: pressione, temperatura e tempi di ciclo registrati per lotto di produzione per tracciabilità
Per i compratori OEM che richiedono paddle termoformati, il protocollo di NexaPaddle include simulazione di invecchiamento accelerato — campioni fisici sottoposti a stress in condizioni controllate per proiettare la traiettoria PBCoR a 6 mesi prima della sottomissione formale per certificazione.
Passo 3: Spruzzo di Lucidatura & Rivestimento — Conformità della Superficie Bloccata
Il trattamento superficiale è dove la maggior parte delle fabbriche fallisce. L'approccio di NexaPaddle:
- preparazione alla sabbiatura: preparazione meccanica della superficie stabilisce una base controllata prima dell'applicazione del rivestimento
- sistema di rivestimento a 3 strati: strato di primer per adesione e uniformità; strato intermedio per costruire il profilo della texture; strato superiore per sigillare e stabilizzare
- misurazione Starrett SR-100 dopo ogni strato: letture di Rt e Rz registrate in cinque punti per pannello di prova — centro e quattro quadranti — verificando che il sistema di rivestimento costruisca secondo l'obiettivo senza superare Rt 40 µm o Rz 30 µm
- metering della spruzzatura della grana: parametri di applicazione (distanza, pressione, viscosità, permanenza) documentati e ripetibili attraverso i lotti di produzione
- verifica COF: paddle di prova da ogni lotto di rivestimento misurati per coefficiente di attrito per confermare che il sistema di superficie combinato rientri nei limiti approvati
Passo 4: Assemblaggio & Integrazione QC
L'assemblaggio è il punto in cui la conformità dimensionale è protetta o persa. Il QC a livello di workstation di NexaPaddle copre:
- Applicazione della protezione dei bordi: misurata secondo parametri specificati — la protezione dei bordi si aggiunge alle dimensioni complessive e deve essere considerata nel modello dimensionale
- Iniezione di schiuma e sigillatura: riempimento delle cavità e avvolgimento del nastro di presa secondo tolleranza di spessore specificata
- Stampa UV e rifinitura: non altera i parametri di conformità, ma il controllo della qualità della stampa fa parte della fase finale di ispezione
- Punti di controllo QC in processo: ogni workstation registra le misurazioni — ogni unità è tracciata, non solo campionata per lotto
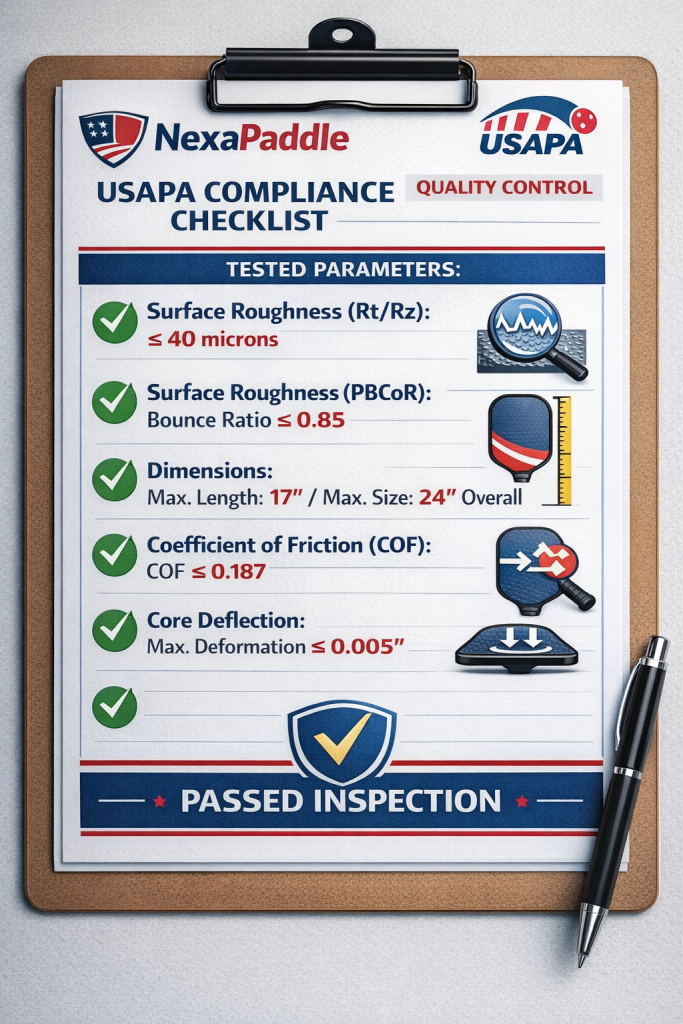
Passo 5: Testing di Conformità Pre-Invio — L'Ultima Fase
Prima di inviare qualsiasi design per la certificazione formale USAPA, NexaPaddle esegue test di conformità interni utilizzando strumenti calibrati che rispecchiano gli standard di laboratorio:
| Parametro | Strumento di Misurazione | Target NexaPaddle | Limite USAPA |
|---|---|---|---|
| Rugosità della superficie (Rt) | Starrett SR-100 | ≤35 µm | ≤40 µm |
| Rugosità della superficie (Rz) | Starrett SR-100 | ≤25 µm | ≤30 µm |
| PBCoR | Banco di prova del coefficiente di restituzione | ≤0.44 | ≤0.47 (corrente) |
| Dimensioni combinate | Calibri digitali | ≤609 mm | ≤609.6 mm |
| Lunghezza del manico | Calibri digitali | Secondo specifiche di design | ≤431.8 mm totali |
| COF | Misurazione dell'attrito | Entro il range | Limiti USAPA |
| Deflessione del nucleo | Misuratore di forza standardizzato | Entro il range | Limiti USAPA |
| Peso & bilanciamento | Bilancia di precisione + supporto di bilanciamento | ±2g dalla specifica | Secondo il design |
Gli obiettivi interni sono deliberatamente impostati sotto i limiti USAPA, creando un margine per l’incertezza di misura e la variazione da unità a unità. Le racchette che superano i test interni di NexaPaddle hanno un tasso di approvazione alla prima presentazione notevolmente più elevato — e, cosa critica, sono progettate per rimanere conformi man mano che il soffitto PBCoR si stringe.
L'orizzonte normativo 2026 — Cosa c'è in arrivo
L'ambiente di conformità sta cambiando più velocemente di quanto la maggior parte degli acquirenti OEM realizzi. Ecco come appare il panorama attualmente — e dove si sta dirigendo.
Il test sul campo basato su RFID è attivo
A gennaio 2026, USA Pickleball e Pickleball Instruments hanno lanciato un programma di test sul campo delle racchette ai tornei Golden Ticket, a partire dall'evento di Glendale, Arizona. Questo non è un pilota futuro — è operativo.
I risultati finora sono significativi. Oltre 2.000 racchette sono stati testati sul campo durante gli eventi di Glendale e Las Vegas, rivelando un tasso di non conformità del 6% tra le racchette che i giocatori hanno portato alla competizione, secondo Riley Burgess, VP della Compliance dei Materiali presso USA Pickleball.
Ecco come funziona il sistema:
- Tutte le racchette utilizzate nelle competizioni negli eventi partecipanti subiscono test in loco — il processo richiede meno di cinque minuti per racchetta
- Il test di Fase 1 copre il coefficiente di attrito, la deflessione e la rilevazione di delaminazione, e le proprietà di peso/bilanciamento
- Fase 2 (in arrivo) aggiungerà misurazioni PBCoR e di rotazione una volta completata la certificazione di laboratorio per gli strumenti portatili
- Ogni racchetta testata riceve un adesivo RFID con un record digitale dei suoi dati di conformità
- A l'app mobile (prevista per il rilascio pubblico) permetterà ai giocatori di scansionare il tag RFID della propria racchetta e monitorare i cambiamenti di prestazione nel tempo
- I risultati includono tolleranze integrate per l'invecchiamento naturale — ma le racchette vicine al limite di conformità affrontano una maggiore scrutinio
Come ha affermato Carl Schmits, Chief Technical Officer di USA Pickleball: “L’integrità dell'equipaggiamento è fondamentale per una competizione equa. Questa piattaforma di test sul campo ci dà la possibilità di verificare gli standard di prestazione, aumentare la trasparenza e porre le basi per identificare attrezzature contraffatte.”
Cosa significa questo per gli acquirenti OEM
Il passaggio da ispezione amministrativa a compliance verificata dai dati, in loco ha implicazioni dirette per ogni marchio che lancia racchette nel 2026 e oltre:
- La documentazione di conformità deve essere impeccabile prima del lancio. Se la tua racchetta viene testata sul campo a un evento Golden Ticket e fallisce, la decertificazione può seguire rapidamente. Questo non è più un rischio teorico — il 6% delle racchette testate nei primi eventi non erano conformi.
- La traiettoria di invecchiamento di PBCoR è più importante che mai. Man mano che il limite di PBCoR si stringe progressivamente, una racchetta che legge 0.44 al momento della presentazione ma si avvicina a 0.48 dopo un uso normale verrà catturata. I marchi devono conoscere la loro curva di invecchiamento, non solo la loro lettura al giorno zero.
- La texture strutturale rispetto ai trattamenti applicati sarà differenziata. Le superfici in fibra di carbonio intrecciata con texture intrinseche sono trattate in modo diverso sotto scrutinio normativo rispetto ai rivestimenti spray-on abrasivi. Man mano che i test diventano più sofisticati, la distinzione tra prestazioni basate sul materiale e manipolazione applicata diventa più rilevante.
- La rilevazione di contraffazioni viene integrata nel sistema. L'infrastruttura RFID è progettata per verificare eventualmente la catena di custodia dalla fabbrica al campo del torneo. Gli acquirenti OEM che si approvvigionano da produttori con la documentazione di conformità adeguata e la tracciabilità dei lotti sono meglio posizionati man mano che questo framework matura.
Costi & Tempistiche della Certificazione USAPA — Cosa Budgetizzare
Comprendere il vero modello finanziario della certificazione aiuta gli acquirenti OEM a costruire piani di lancio realistici — e ad evitare sorprese.
Costi di Invio Formale
| Voce | Costo | Tassa di invio USAPA (per modello di racchetta) |
|---|---|---|
| $4,500 USD | Pagabile al laboratorio di test certificato | Campioni fisici richiesti |
| 8 racchette | Devono essere rappresentative della produzione | Rinvio (se il primo tentativo fallisce) |
| $4,500 USD + 8 campioni | Si applica nuovamente l'intero costo | Spese di spedizione per campioni (internazionali) |
| $50–$200 | Espresso al laboratorio di test negli Stati Uniti | Express to US-based test lab |
| Totale — invio singolo, superato | ~$4,700 | Miglior caso |
| Totale — una bocciatura + ri-sottomissione | ~$9,400 | Scenario OEM comune |
Nota: Enti certificatori più piccoli come IPMA offrono alternative a costi inferiori (circa $500 CAD di tariffa annuale più $200 per paddle), ma la certificazione USAPA rimane lo standard richiesto per il gioco nei tornei autorizzati dalla USA Pickleball.
Timeline
- Invio formale al risultato: 4–6 settimane (standard)
- Seconda sottomissione (se non superata): ulteriori 4–6 settimane
- Ciclo completo con una bocciatura: 8–12 settimane di tempo di test da solo
La proposta di valore del pre-test
Il protocollo di pre-test di NexaPaddle è progettato per anticipare il lavoro di conformità in modo che la tua sottomissione formale USAPA sia un passo di conferma, non un processo di scoperta.
La strategia: Iniziare la certificazione USA Pickleball in parallelo con la pianificazione della produzione — non dopo che i campioni di produzione sono stati finalizzati:
- Le revisioni ingegneristiche e di design avvengono durante la finalizzazione del design
- Selezione di materiali e rivestimenti convalidata prima dell'impegno alla produzione
- Il pre-test su campioni pilota conferma tutti i parametri prima della sottomissione
- La sottomissione formale avviene con alta fiducia di approvazione al primo tentativo
Per i marchi che si preparano a una data di lancio su Amazon, un incontro con un acquirente al dettaglio, o una scadenza della stagione dei tornei, perdere 8–12 settimane a causa di una certificazione non superata non è un inconveniente tecnico — è un ritardo che minaccia il business. A $4,500 per tentativo, è anche costoso. Il programma paddle personalizzati di NexaPaddle integra la gestione della timeline di certificazione direttamente nel piano del progetto.
Domande Frequenti
Qual è il costo della certificazione USAPA per i paddle OEM?
Costi di certificazione USAPA $4,500 USD per modello di paddle, da pagare al laboratorio di test certificato che effettua la valutazione. Devi anche presentare 8 campioni fisici di paddle che siano rappresentativi delle unità di produzione. Se un design fallisce e richiede modifiche e una nuova presentazione, si applica di nuovo la tariffa totale di $4,500. Prevedi almeno un ciclo completo (~$4,700 comprese le spese di spedizione) e mantieni una riserva per una nuova presentazione. Esistono alternative a basso costo attraverso enti come IPMA, ma la certificazione USAPA è necessaria per le partite in tornei sanzionati da USA Pickleball. Il pre-test con un produttore come NexaPaddle riduce notevolmente il rischio di aver bisogno di quel budget di riserva.
I paddle termoformati possono superare la certificazione USAPA?
Sì — molti dei paddle più performanti di oggi Paddle approvati dall'USAPA utilizzano una costruzione unibody termoformata. La chiave è produrre con un margine sufficiente al di sotto del soffitto attuale di PBCoR e comprendere la traiettoria di invecchiamento. I paddle termoformati progettati per leggere bene al di sotto della soglia il giorno zero — con una proiezione di invecchiamento documentata che rimane conforme — possono mantenere lo stato di certificazione USA Pickleball per tutta la vita normale del prodotto. Il problema sorge quando i design termoformati vengono spinti per massimizzare la potenza senza lasciare margine per l'invecchiamento naturale o un futuro inasprimento della soglia. La simulazione di invecchiamento accelerato di NexaPaddle al Passo 2 del protocollo di fabbricazione è progettata specificamente per affrontare questo rischio.
Cos'è il PBCoR e perché sta diventando più restrittivo?
PBCoR (Coefficiente di Restituzione Paddle-Ball) misura quanta energia cinetica un paddle restituisce alla palla all'impatto. Maggiore è il PBCoR = maggiore è l'output di potenza indipendentemente dall'abilità del giocatore.
USA Pickleball ha introdotto il test formale del PBCoR nel Q4 2024 con una soglia iniziale di ≤0.47, dopo la controversia attorno ai de-listing dei JOOLA Gen 3 e la crescente preoccupazione per l'effetto "trampolino" nei paddle ad alte prestazioni. Il JOOLA Perseus MOD-TA 15, il Gearbox Pro Power Elongated e la serie ProKennex Black Ace sono stati tra i primi paddle ritirati sotto questo standard. USA Pickleball ha segnalato un inasprimento progressivo, con l'aspettativa dell'industria che la soglia si sposterà a ≤0.43 o inferiore — riducendo ulteriormente il margine disponibile per i paddle a potenza termoformati.
NexaPaddle gestisce il processo di presentazione all'USAPA?
NexaPaddle’s capacità di paddle da pickleball OEM personalizzati il programma include supporto completo per il processo di certificazione: documentazione di pre-test, preparazione degli 8 campioni di paddle richiesti e orientamento sulla logistica di presentazione. La presentazione formale stessa è effettuata dal marchio o dal produttore di riferimento — il tuo nome di marchio appare nell'elenco delle attrezzature approvate da USA Pickleball. NexaPaddle fornisce la base tecnica: dati di pre-test calibrati, documentazione di conformità e la fiducia ingegneristica che la tua presentazione è stata realizzata per superare.
Le superfici in fibra di carbonio grezza sono conformi all'USAPA?
Nella maggior parte dei casi, sì. Le facce in fibra di carbonio intrecciata standard realizzate con fibre di grado T700S o T800S producono tipicamente letture di rugosità della superficie Rt e Rz ben entro i limiti USAPA. La texture intrinseca del tessuto di carbonio intrecciato è una proprietà strutturale — prevedibile e consistente — ed è per questo che il grezzo paddles da pickleball in fibra di carbonio sono ampiamente utilizzati nei design approvati dall'USAPA. L'importante caveat: qualsiasi rivestimento, trattamento o strato di finitura aggiuntivo applicato sopra il carbonio deve essere pre-testato separatamente, in quanto il sistema di superficie finale (carbonio + rivestimento) è ciò che USAPA misura su un Starrett SR-100, non il substrato da solo.
Conclusione: Costruire la conformità, non aggiungerla
I marchi di paddle che avranno successo in un ambiente normativo sempre più rigido sono quelli che trattano la certificazione USAPA come una specifica ingegneristica — non una tassa amministrativa pagata dopo la produzione.
Il panorama della conformità è più rigoroso (si prevede che il limite PBCoR raggiunga ≤0,43), più tecnicamente esigente (analisi della traiettoria di invecchiamento, profilatura della superficie Rt/Rz), e più attivamente applicato (testing RFID che sorprende il 6% di non conformità durante eventi dal vivo) di quanto non sia mai stato.
NexaPaddle è stata costruita attorno a un principio: i clienti OEM non dovrebbero fallire nella certificazione. Ogni fase del nostro processo di produzione — dalla simulazione CAD ai test preliminari Starrett SR-100 — è progettata per inviare il tuo paddle nella certificazione formale USAPA con dati, documentazione e margine dalla tua parte.
Pronto a lanciare una linea di paddle certificati? Esplora NexaPaddle’s paddle personalizzati di NexaPaddle e ricevi una valutazione del progetto dal nostro team OEM. Che tu stia costruendo un singolo SKU per Amazon FBA o una gamma completa di marchi per la distribuzione al dettaglio, il processo inizia con la conformità — e abbiamo costruito la nostra fabbrica per rendere il tutto il più semplice possibile.
Riferimenti
- USA Pickleball Norme e aggiornamenti sulla certificazione dell'attrezzatura
- Annuncio del programma di test sul campo della USA Pickleball e degli strumenti per il pickleball (16 gennaio 2026) — usapickleball.org
- Risultati del test sul campo dei paddle della USA Pickleball — Riley Burgess, VP della conformità delle attrezzature: oltre 2.000 paddle testati, tasso di non conformità del 6% (2026)
- USAP NPRM 24-002: Documento requisito di testing PBCoR — equipment.usapickleball.org/docs/pbcor-testing.pdf
- Dichiarazione della USA Pickleball sui paddle JOOLA de-certificati (Maggio 2024) — usapickleball.org
- Pickleheads: USA Pickleball rimuove 7 paddle dalla lista approvata (9 gennaio 2025) — pickleheads.com
- Schede tecniche in fibra di carbonio Toray T700S / T800S — Toray Composite Materials America
- Dati di testing interni sui prodotti NexaPaddle (2025) — Divisione R&D di NexaPaddle
- Specifiche del Tester di Rugosità Superficiale Starrett SR-100 — L.S. Starrett Company











