

Si vous êtes en train de vous procurer un paddle de pickleball personnalisé pour une marque privée, Amazon FBA ou une distribution de détail, il y a une discussion que vous devez avoir avec votre fabricant avant de passer une commande de production : certification USAPA.
Pas après la conception. Pas après la production. Avant.
Les estimations de l'industrie suggèrent qu'environ une soumission de paddle sur quatre échoue à obtenir l'approbation de USA Pickleball dès la première tentative. Pour les acheteurs OEM, chaque échec représente quelque chose de très spécifique : des budgets d'outillage gaspillés, des délais de lancement bloqués, et un droit de certification de 4 500 $ brûlé sans rien montrer pour cela.
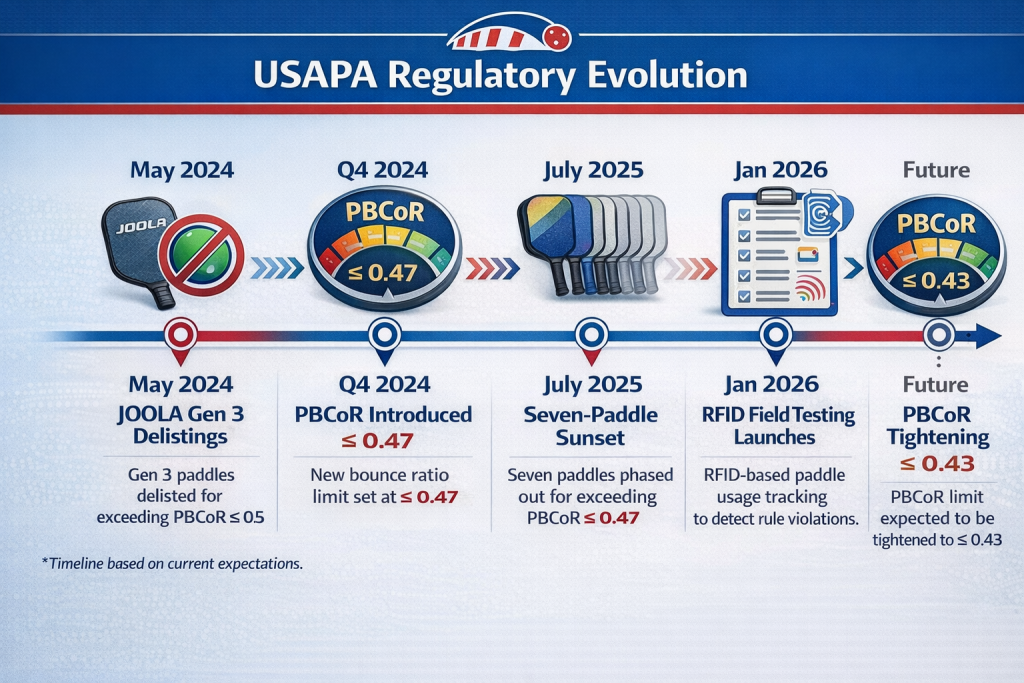
Puis est venu les délistages.
En mai 2024, USA Pickleball a retiré 17 modèles JOOLA Gen 3 de la liste approuvée après avoir découvert que les paddles vendus aux consommateurs ne correspondaient pas aux échantillons initialement soumis pour certification - un échec de « certification par similarité » qui a conduit à un procès entre JOOLA et USA Pickleball. Mois plus tard, une seconde vague a frappé : le JOOLA Perseus MOD-TA 15, Gearbox Pro Power Elongated, et plusieurs modèles ProKennex Black Ace ont été retirés à partir de juillet 2025 pour avoir dépassé les nouvelles Le PBCoR (coefficient de restitution de la balle de paddle) seuil. Ce n'étaient pas des startups inconnues — ce étaient des marques établies avec des produits testés en tournoi.
Le Le seuil PBCoR a été initialement fixé à ≤0,47 lors de son introduction formelle au quatrième trimestre 2024. USA Pickleball a signalé un resserrement progressif, avec une attente générale dans l'industrie que le plafond soit déplacé à ≤0,43 ou moins. L'environnement réglementaire ne devient pas plus lâche. Il se renforce — et cela a ajouté une nouvelle dimension en 2026 avec des tests sur site en direct lors d'événements compétitifs, où plus de 2 000 palettes ont été scannées et un taux de non-conformité de 6 % a été détecté.
Pour les acheteurs OEM lançant de nouvelles marques de palettes aujourd'hui, la conformité n'est pas une simple case à cocher à la fin du processus. Elle est intégrée à chaque étape de la fabrication — sinon cela vous coûte tout à la fin.
Cet article détaille exactement ce que teste USAPA, où les palettes OEM échouent le plus souvent, et comment le protocole de pré-test de NexaPaddle est conçu pour amener votre paddles de pickleball approuvés par l'USAPA sur le marché dès la première soumission.
Que teste réellement USAPA — Les 5 paramètres de conformité
Avant que votre capacité complète de paddles de pickleball OEM personnalisés. puisse entrer dans un événement sanctionné par USA Pickleball, elle doit passer une évaluation multiparamétrique effectuée par un laboratoire de test certifié indépendant. Comprendre ce qui est mesuré — et pourquoi chaque paramètre est important — est la base de la stratégie de conformité.
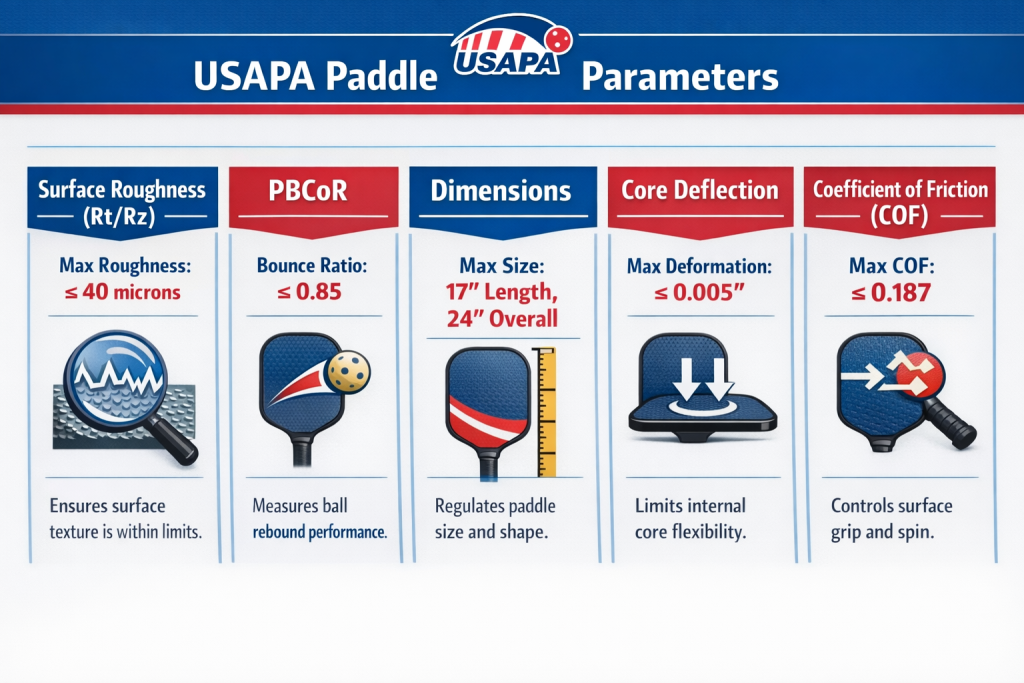
1. Rugosité de surface (Rt / Rz)
Maximum autorisé : Rt ≤ 40 µm et Rz ≤ 30 µm
La rugosité de surface est mesurée à l'aide d'un Starrett SR-100 testeur de rugosité de surface — l'instrument spécifié par USAPA pour l'évaluation officielle. Il traîne un stylet de précision sur la face de la palette et enregistre le profil de surface.
Deux métriques sont importantes ici, et aucune n'est le "Ra" couramment cité :
- Rt (hauteur totale du profil de rugosité) capte la distance maximale de crête à valle sur l'ensemble de la trace de mesure. Le plafond d'USAPA est ≤40 µm.
- Rz (rugosité maximale moyenne) fournit la moyenne des cinq plus grandes mesures de crête à valle dans la longueur d'échantillon. Le plafond d'USAPA est ≤30 µm.
Ces seuils existent pour éviter une génération excessive de rotation de balle. Une surface trop rugueuse crée une prise mécanique qui amplifie artificiellement la rotation — transformant l'équipement en un avantage compétitif plutôt qu'en un outil neutre.
Ce que les acheteurs OEM doivent comprendre sur les matériaux de surface :
- La fibre de carbone tissée brute (grades T700, T800) tombent généralement naturellement dans la fenêtre de conformité. La texture provient de la structure de tissage inhérente au matériau, la rendant prévisible et cohérente à travers les séries de production.
- Les revêtements de grain pulvérisés sont le principal point d'échec. Lorsque les fabricants appliquent des agents texturants abrasifs pour imiter des surfaces en carbone haut de gamme, une application incohérente peut pousser les lectures de Rt au-dessus de 40 µm. Cela est difficile à contrôler à l'échelle.
- Les revêtements en téflon et spéciaux requièrent un pré-test avant l'engagement de production. Un revêtement qui semble conforme sur un panneau de test peut se comporter différemment après une application complète sur une face de palette, en particulier aux bords et aux chevauchements.
2. PBCoR — Coefficient de restitution de la palette de balle
Seuil actuel : ≤0,47 (introduit au Q4 2024 ; prévu de se resserrer à ≤0,43 ou moins)
PBCoR mesure le retour d'énergie d'une palette — spécifiquement, combien de vitesse la balle conserve après avoir frappé la face de la palette. Un PBCoR plus élevé signifie que plus d'énergie est transférée à la balle, créant l'effet "trampoline" qui a conduit aux désinscriptions de 2024–2025.
C'est le paramètre le plus techniquement nuancé pour les acheteurs OEM :
- Les palettes en unibody thermoformées produisent naturellement des lectures de PBCoR plus élevées car la chaleur et la pression lient la face et le noyau en une structure unique et chargée de ressort. Cette construction est commercialement désirable pour sa puissance et sa réactivité — mais le compromis est que ces conceptions sont plus proches du plafond de conformité.
- paddles à pression froide généralement produisent des lectures de PBCoR plus faibles, avec plus de marge par rapport au seuil. Elles sont plus sûres du point de vue de la conformité mais offrent moins de puissance brute.
- Le PBCoR augmente avec l'utilisation. C'est le point critique. Une palette thermoformée qui lit 0,44 PBCoR toute neuve peut tester au-dessus de 0,47 après une utilisation prolongée alors que la structure de la face se relâche et fléchit plus librement. Les palettes approuvées à la soumission peuvent devenir non conformes après utilisation — ce qui est exactement ce qui est arrivé à plusieurs grandes marques dans le cycle 2024–2025.
Pour les acheteurs OEM cherchant raquettes de pickleball thermoformées NexaPaddle: votre fabricant doit connaître non seulement le PBCoR du jour zéro, mais aussi la trajectory de vieillissement — comment la lecture change au fil des mois de jeu.
3. Conformité dimensionnelle
Longueur + largeur combinées : maximum 24 pouces (609,6 mm)
Longueur maximale : 17 pouces (431,8 mm)
La conformité dimensionnelle semble simple mais devient un problème de production de masse. Dimensions commerciales standard :
| Style de pagaie | Largeur de la face | Longueur de la face | Poignée |
|---|---|---|---|
| Contrôle | 195 mm | 400 mm | 125–130 mm |
| Puissance / Allongée | 188 mm | 417 mm | 125–130 mm |
Les variations de tolérance pendant la production — dues à l'usure du moule, aux variations de pression ou à l'application de protection des bords — peuvent provoquer des pagaies finies hors de ces paramètres. La cohérence d'un lot à un autre nécessite des protocoles de mesure documentés en cours de production au niveau de l'usine.
4. Déflexion du cœur
Dans les plages spécifiées par l'USAPA
La déflexion du cœur mesure combien la pagaie se plie sous une force appliquée normalisée. Trop rigide et la pagaie devient morte au contact ; trop flexible et elle s'approche d'un effet trampoline. La spécification de déflexion est interconnectée avec le PBCoR — une pagaie qui passe le PBCoR au jour zéro mais a un potentiel de déflexion élevé peut subir une augmentation du PBCoR au fil du temps.
5. Coefficient de Friction (COF)
Dans les limites approuvées par l'USAPA
Le COF est lié à — mais distinct de — la rugosité de surface. Alors que Rt et Rz mesurent le profil de texture physique, le COF mesure la force de friction entre la face de la pagaie et la balle lors de l'impact. Une surface peut avoir une rugosité modérée mais une très haute friction en fonction de la chimie du revêtement. Ce paramètre devient particulièrement pertinent lors de l'évaluation des revêtements en silicone, des traitements au Teflon et des finitions de surface spécialisées.
Pourquoi les pagaies OEM échouent à la certification USAPA
Avec des estimations de l'industrie indiquant un taux d'échec d'environ 25–30 % lors de la première soumission, la question est : quels sont les modes de défaillance courants ? Pour les acheteurs OEM travaillant avec des usines à l'étranger, le schéma est cohérent.
Les cinq scénarios d'échec OEM les plus courants
1. Poussière pulvérisée dépassant Rt 40 µm après application
L'échantillon de pagaie de l'usine teste propre. Mais la pulvérisation à grande échelle à un débit plus élevé introduit de la variabilité — application plus épaisse aux transitions de buse, couverture inégale aux jonctions de poignée, accumulation près des protections de bords. Les lectures de rugosité augmentent. Le premier lot échoue.
2. PBCoR thermoformé dépassant le seuil après vieillissement
La pagaie soumet à 0,44 PBCoR. Les tests passent sous le plafond ≤0,47. Six mois après le lancement, les joueurs signalent une puissance inhabituelle. La pagaie dépasse maintenant le seuil lors des tests sur le terrain. La décertification suit. C'est le scénario JOOLA Perseus / ProKennex — et alors que le plafond se resserre, la marge d'erreur diminue.
3. Variations de tolérance dimensionnelle en production de masse
Le moule est initialement découpé selon les spécifications. Par le lot 3 000, l'usure du moule introduit une variance de +1,5 mm sur la longueur de la poignée, ou l'application de protection des bords ajoute une largeur mesurable à la pointe. La pagaie mesure maintenant 24,15 pouces au total. Échec.
4. Incohérence du traitement de surface d'un lot à l'autre
Le lot 1 et l'échantillon de certification utilisent des paramètres de revêtement identiques. Le lot 3 a été traité sur une ligne de pulvérisation différente avec un matériau légèrement plus visqueux. Les propriétés de surface sortent de la plage. Si les pagaies testées sur le terrain divergent de la spécification certifiée, la liste est à risque.
5. Chimie du revêtement non prévalidée
Un acheteur demande une finition Teflon personnalisée pour la résistance à l'humidité. L'usine l'applique sans test sur un Starrett SR-100. Les lectures Rt, Rz et COF du système combiné carbone + revêtement sont inconnues lors de la soumission. Résultat : frais de 4 500 $, six semaines d'attente, résultat échoué.
Le coût de cette erreur
| Scénario d'échec | Coût direct | Temps perdu |
|---|---|---|
| Rejet de la première soumission | 4 500 $ + 8 pagaies échantillons | 4–6 semaines |
| Nouvelle soumission (même design, modifié) | Encore 4 500 $ + 8 échantillons | Encore 4–6 semaines |
| Décertification après lancement | Perte de SKU entier + dommages à la marque | Indéfini |
| Retouche de production + nouvelle analyse | Déchets de MOQ + reconfiguration | Total de 8–16 semaines |
Une seule soumission échouée peut coûter plus de 9 000 $ en frais seulement et ajoutez 12 semaines à votre calendrier de lancement avant d'avoir vendu une seule unité.
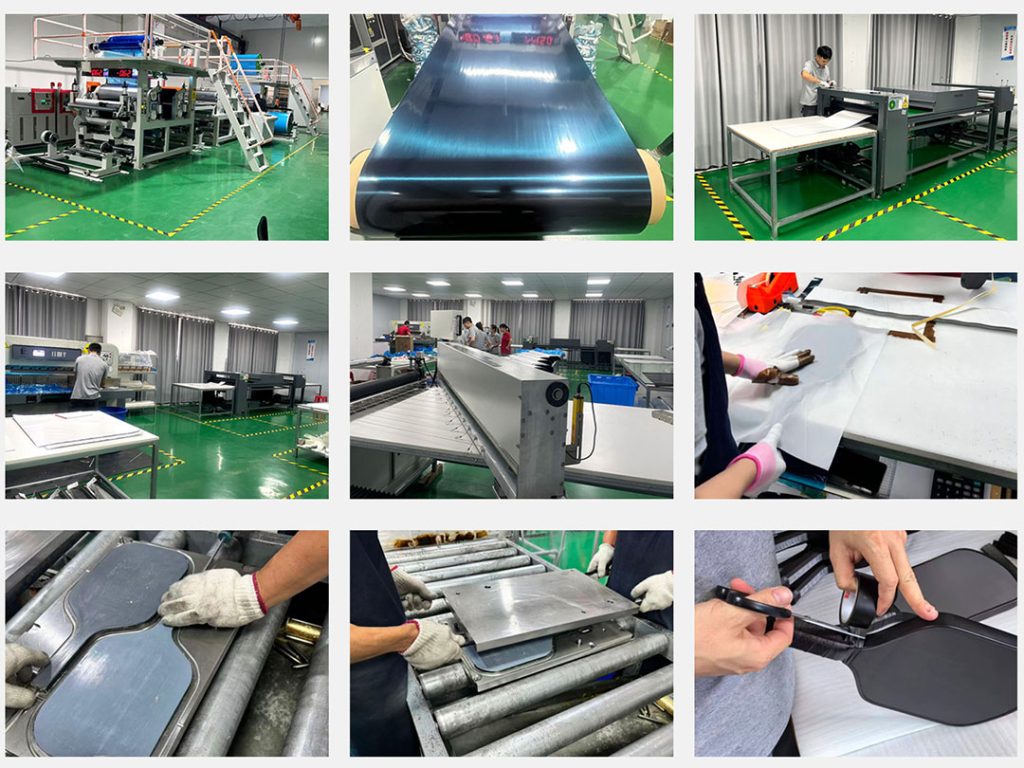
Protocole de pré-test de NexaPaddle — La liste de contrôle de certification OEM
Le principe fondamental derrière l'approche de fabrication de NexaPaddle : la conformité n'est pas testée à la fin. Elle est intégrée dès le début.
Chaque pagaie sur mesure passe par un protocole de fabrication en cinq étapes avec vérification de la conformité à chaque étape. C'est la liste de contrôle opérationnelle derrière chaque ensemble de paddles approuvés par l'USAPA qui quitte l'usine.
Étape 1 : Conception & Ingénierie — La conformité commence au fichier CAO
Avant qu'une seule feuille de fibre de carbone ne soit découpée, l'équipe d'ingénierie de NexaPaddle effectue une simulation numérique sur la conception de la pagaie :
- Cartographie de la distribution du poids: centre de gravité, poids de swing, point d'équilibre — calculé avec une précision de 3g
- Prédiction du point idéal: modélisé à partir de la géométrie de la face et de la densité du noyau
- Analyse de l'intégrité structurelle: comment le calendrier de stratification répond aux forces d'impact répétées, informant directement la trajectoire PBCoR à long terme
- Examen de la conception du moule: conformité dimensionnelle vérifiée à l'étape d'outillage, avant qu'un moule physique ne soit découpé
Pour paddles en fibre de carbone, l'orientation des fibres, la densité du tissage et l'angle de stratification sont documentés comme entrées pour la prédiction de la rugosité de surface. Les choix de fibre de carbone T700 vs T800 sont évalués en fonction des caractéristiques de performance et de la marge de conformité.
Cette étape comprend également un essai de production pilote — un petit lot de prototypes physiques testés avec des instruments calibrés avant la soumission de certification ou l'engagement de production.
Étape 2 : Formation & Stratification — PBCoR défini ici
C'est l'étape de fabrication la plus critique en termes de conformité.
Comment une pagaie est formée — matériaux, séquence de stratification, chaleur, pression, temps de liaison — détermine ses caractéristiques PBCoR. La calibration au niveau de l'usine de NexaPaddle se concentre sur :
- Découpe précise des matériaux: des tables automatisées garantissent que les feuilles de fibre de carbone maintiennent l'orientation des fibres spécifiée (la découpe hors axe modifie la rigidité)
- Séquence de stratification du noyau: noyau en nid d'abeille en polymère, mousse ou noyau hybride placé selon les spécifications
- Protocoles de four de thermoformage: courbes de température et temps de maintien calibrés pour produire la rigidité cible de la face — maximisant la puissance tout en maintenant une marge de sécurité PBCoR, y compris la projection de vieillissement
- Paramètres de pressage à chaud: pression, température et temps de cycle enregistrés par lot de production pour traçabilité
Pour les acheteurs OEM demandant des pagaies thermoformées, le protocole de NexaPaddle comprend simulation de vieillissement accéléré — échantillons physiques soumis à des conditions contrôlées pour projeter la trajectoire PBCoR de 6 mois avant la soumission formelle de certification.
Étape 3 : Polissage par spray & Revêtement — Conformité de surface verifiée
Le traitement de surface est l'endroit où la plupart des usines échouent. L'approche de NexaPaddle :
- Préparation par sablage: préparation de surface mécanique établissant une base contrôlée avant l'application du revêtement
- Système de revêtement en 3 couches: couche de primaire pour l'adhérence et l'uniformité ; couche intermédiaire pour construire le profil de texture ; couche supérieure pour sceller et stabiliser
- Mesure Starrett SR-100 après chaque couche: lectures Rt et Rz prises à cinq points par panneau de test — centre et quatre quadrants — vérifiant que le système de revêtement atteint les cibles sans dépasser Rt 40 µm ou Rz 30 µm
- Métrage de spray de granulométrie: paramètres d'application (distance, pression, viscosité, temps de maintien) documentés et répétables à travers les lots de production
- Vérification du COF: pagaies testées de chaque lot de revêtement mesurées pour le coefficient de friction afin de confirmer que le système de surface combiné tombe dans les limites approuvées
Étape 4 : Assemblage & Intégration QC
L'assemblage est l'endroit où la conformité dimensionnelle est soit protégée, soit perdue. Le QC au niveau du poste de travail de NexaPaddle couvre :
- Application de protection de bord: mesuré selon des paramètres spécifiés — le protection de bord ajoute aux dimensions globales et doit être pris en compte dans le modèle dimensionnel
- Injection de mousse et scellage: gestion du remplissage de cavité et enroulement de bande de préhension selon la tolérance d'épaisseur spécifiée
- Impression UV et finition: n'altère pas les paramètres de conformité, mais le contrôle de qualité d'impression fait partie de la dernière étape d'inspection
- Points de contrôle de QC en cours de processus: chaque poste de travail enregistre les mesures — chaque unité est suivie, pas seulement un échantillon de lot
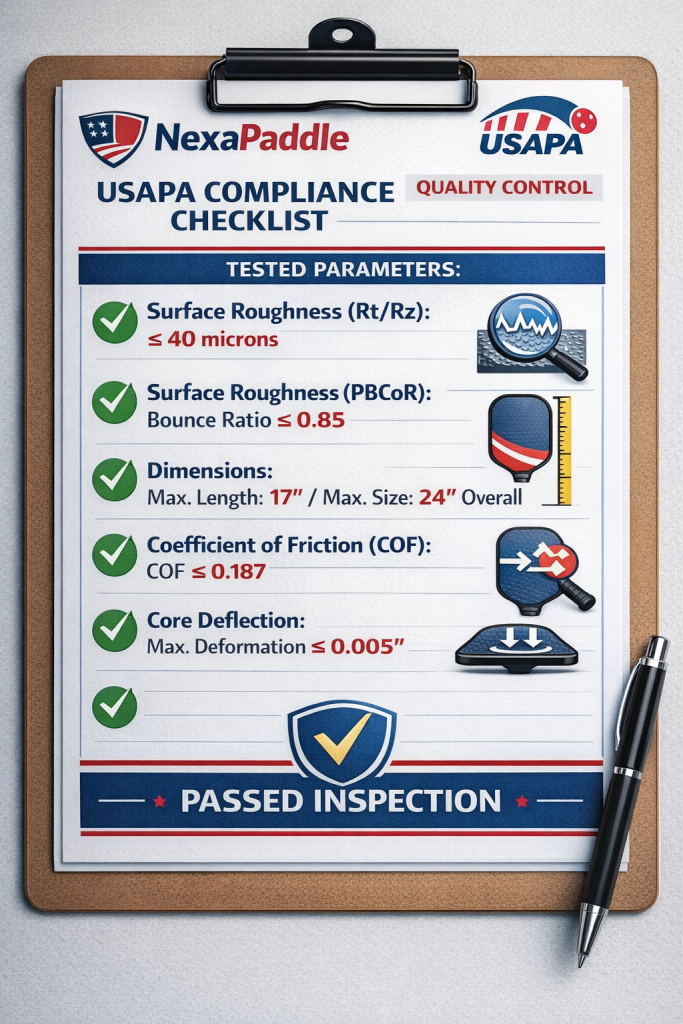
Étape 5 : Test de conformité avant soumission — La dernière étape
Avant qu'un design soit soumis pour la certification formelle USAPA, NexaPaddle effectue des tests de conformité internes en utilisant des instruments calibrés qui imitent les normes de laboratoire :
| Paramètre | Outil de mesure | Cible NexaPaddle | Limite USAPA |
|---|---|---|---|
| Rugosité de surface (Rt) | Starrett SR-100 | ≤35 µm | ≤40 µm |
| Rugosité de surface (Rz) | Starrett SR-100 | ≤25 µm | ≤30 µm |
| PBCoR | Équipement de test du coefficient de restitution | ≤0.44 | ≤0.47 (actuel) |
| Dimensions combinées | Calipers numériques | ≤609 mm | ≤609,6 mm |
| Longueur de la poignée | Calipers numériques | Selon les spécifications de conception | ≤431,8 mm au total |
| COF | Mesure de friction | Dans la plage | Limites USAPA |
| Déflexion du noyau | Jauge de force standardisée | Dans la plage | Limites USAPA |
| Poids et équilibre | Balance de précision + gabarit d'équilibre | ±2g de spécification | Selon la conception |
Les cibles internes sont délibérément fixées en dessous des limites USAPA, créant une marge pour l'incertitude de mesure et la variation d'une unité à l'autre. Les pagaies qui réussissent les tests internes de NexaPaddle ont un taux d'approbation significativement plus élevé dès la première soumission — et de manière critique, elles sont conçues pour rester conformes à mesure que le plafond PBCoR se resserre.
L'horizon réglementaire 2026 — Qu'est-ce qui arrive ensuite
L'environnement de conformité évolue plus rapidement que ce que la plupart des acheteurs OEM réalisent. Voici à quoi ressemble le paysage en ce moment — et où il se dirige.
Le test sur le terrain basé sur RFID est en cours
En janvier 2026, USA Pickleball et Pickleball Instruments ont lancé un programme de test de terrain de pagaie durant les tournois Golden Ticket, à commencer par l'événement de Glendale, Arizona. Ce n'est pas un futur projet pilote — il est opérationnel.
Les résultats jusqu'à présent sont révélateurs. Plus de 2 000 pagaies ont été testées sur le terrain lors des événements de Glendale et Las Vegas, révélant un taux de non-conformité de 6 % parmi les paddles que les joueurs ont apportés à la compétition, selon Riley Burgess, VP de la conformité des équipements chez USA Pickleball.
Voici comment le système fonctionne :
- Tous les paddles utilisés en compétition lors des événements participants subissent des tests sur site — le processus prend moins de cinq minutes par paddle
- Le test de Phase 1 couvre le coefficient de friction, la déflexion et la détection de délaminage, ainsi que les propriétés de poids/équilibre
- Phase 2 (à venir) ajoutera les mesures de PBCoR et de rotation une fois que la certification en laboratoire pour les instruments portables sera terminée
- Chaque paddle testé reçoit un autocollant RFID avec un enregistrement numérique de ses données de conformité
- A l'application mobile (prévue pour sortie publique) permettra aux joueurs de scanner la étiquette RFID de leur paddle et de suivre les changements de performance dans le temps
- Les résultats incluent les tolérances intégrées pour le vieillissement naturel — mais les paddles proches du plafond de conformité sont soumis à un contrôle accru
Comme l'a déclaré Carl Schmits, directeur technique de USA Pickleball : “L'intégrité de l'équipement est fondamentale pour une compétition équitable. Cette plateforme de tests sur le terrain nous donne la possibilité de vérifier les normes de performance, d'augmenter la transparence et de jeter les bases pour identifier les équipements contrefaits.”
Ce que cela signifie pour les acheteurs OEM
Le passage de l'inspection administrative à la conformité vérifiée par données, sur site a des implications directes pour chaque marque lançant des paddles en 2026 et au-delà :
- La documentation de conformité doit être irréfutable avant le lancement. Si votre paddle est testé sur le terrain lors d'un événement Golden Ticket et échoue, la décertification peut suivre rapidement. Ce n'est plus un risque théorique — 6 % des paddles testés lors des premiers événements n'étaient pas conformes.
- La trajectoire de vieillissement de PBCoR est plus importante que jamais. Alors que le plafond de PBCoR se resserre progressivement, un paddle qui affiche 0,44 lors de la soumission mais évolue vers 0,48 après un usage normal sera pris. Les marques doivent connaître leur courbe de vieillissement, pas seulement leur lecture du jour zéro.
- Texture structurelle contre traitements appliqués seront différenciés. Les surfaces en fibre de carbone tissée avec texture inhérente sont traitées différemment sous la surveillance réglementaire que les revêtements de rugosité pulvérisés. À mesure que les tests deviennent plus sophistiqués, la distinction entre la performance basée sur le matériel et la manipulation appliquée devient plus conséquente.
- La détection de contrefaçon est intégrée dans le système. L'infrastructure RFID est conçue pour vérifier éventuellement la chaîne de responsabilité de l'usine au tribunal du tournoi. Les acheteurs OEM s'approvisionnant auprès de fabricants disposant d'une documentation de conformité appropriée et d'une traçabilité par lot sont mieux positionnés à mesure que ce cadre mûrit.
Coût & Chronologie de la certification USAPA — Ce qu'il faut budgéter
Comprendre le modèle financier réel de la certification aide les acheteurs OEM à élaborer des plans de lancement réalistes — et à éviter les chocs de prix.
Coûts de soumission formelle
| Article | Coût | Remarques |
|---|---|---|
| Frais de soumission USAPA (par modèle de paddle) | $4,500 USD | À payer au laboratoire de tests certifié |
| Échantillons physiques requis | 8 paddles | Doivent être représentatifs de la production |
| Resoumission (si le premier essai échoue) | $4,500 USD + 8 échantillons | Les frais complets s'appliquent à nouveau |
| Frais d'expédition d'échantillons (international) | $50–$200 | Express vers le laboratoire de test basé aux États-Unis |
| Total — soumission unique, réussie | ~$4,700 | Meilleur cas |
| Total — un rejet + nouvelle soumission | ~$9,400 | Scénario OEM courant |
Remarque : Des organismes de certification plus petits comme l’IPMA offrent des alternatives à moindre coût (environ 500 CAD de frais annuels plus 200 $ par paddle), mais la certification USAPA reste la norme requise pour les compétitions sanctionnées par USA Pickleball.
Chronologie
- Soumission formelle à résultat: 4–6 semaines (standard)
- Deuxième soumission (en cas d'échec): 4–6 semaines supplémentaires
- Cycle complet avec un rejet: 8–12 semaines de temps de test seulement
La proposition de valeur du pré-test
Le protocole de pré-test de NexaPaddle est conçu pour précharger le travail de conformité afin que votre soumission formelle à l’USAPA soit une étape de confirmation, et non un processus de découverte.
La stratégie: Commencez la certification USA Pickleball parallèlement à la planification de la production — et non après que les échantillons de production soient finalisés :
- Les examens d'ingénierie et de conception se déroulent pendant la finalisation de la conception
- Validation de la sélection des matériaux et des revêtements avant l'engagement de production
- Le pré-test sur des échantillons pilotes confirme tous les paramètres avant soumission
- La soumission formelle se fait avec une haute confiance d'approbation au premier passage
Pour les marques qui se préparent à une date de lancement sur Amazon, à une réunion avec des acheteurs au détail, ou à une échéance de saison de tournois, perdre 8–12 semaines à cause d'une certification échouée n’est pas un inconvénient technique — c’est un retard menaçant les affaires. À 4 500 $ par essai, c’est aussi un coût élevé. Le programme de paddle personnalisé de NexaPaddle intègre directement la gestion du calendrier de certification dans le plan de projet.
Questions Fréquemment Posées
Combien coûte la certification USAPA pour les paddles OEM ?
Coûts de certification USAPA 4 500 $ USD par modèle de paddle, à payer au laboratoire de test certifié qui effectue l'évaluation. Vous devez également soumettre 8 échantillons physiques de paddle représentatifs des unités de production. Si un design échoue et nécessite une modification et une nouvelle soumission, l'intégralité des frais de 4 500 $ s'applique à nouveau. Prévoir au moins un cycle complet (~ 4 700 $ incluant l'expédition) et maintenir une marge pour une nouvelle soumission. Des alternatives à moindre coût existent par l'intermédiaire d'organismes comme l'IPMA, mais la certification USAPA est requise pour jouer dans des tournois sanctionnés par USA Pickleball. Les pré-tests avec un fabricant comme NexaPaddle réduisent considérablement le risque d'avoir besoin de ce budget de contingence.
Les paddles thermoformés peuvent-ils passer la certification USAPA ?
Oui - beaucoup des paddles les plus performants d'aujourd'hui paddles de pickleball approuvés par l'USAPA utilisent une construction unibody thermoformée. La clé est de fabriquer avec une marge suffisante en dessous du plafond actuel de PBCoR, et de comprendre la trajectoire du vieillissement. Les paddles thermoformés conçus pour être bien en dessous du seuil à zéro jour - avec une projection de vieillissement documentée qui reste conforme - peuvent maintenir le statut certifié USA Pickleball tout au long de la vie normale du produit. Le problème survient lorsque les designs thermoformés sont poussés pour une puissance maximale sans marge pour le vieillissement naturel ou un durcissement futur du seuil. La simulation d'accélération du vieillissement de NexaPaddle à l'étape 2 du protocole de fabrication est spécifiquement conçue pour aborder ce risque.
Qu'est-ce que le PBCoR et pourquoi est-il durci ?
Le PBCoR (coefficient de restitution de la balle de paddle) mesure la quantité d'énergie cinétique qu'un paddle renvoie à la balle lors de l'impact. Plus le PBCoR est élevé = plus la puissance de sortie est indépendante des compétences du joueur.
USA Pickleball a introduit des tests formels de PBCoR au quatrième trimestre 2024 avec un seuil initial de ≤0,47, à la suite de la controverse autour des délistages JOOLA Gen 3 et des préoccupations croissantes concernant l'effet « trampoline » sur les paddles haute performance. Le JOOLA Perseus MOD-TA 15, le Gearbox Pro Power Elongated et la série ProKennex Black Ace faisaient partie des premiers paddles à être retirés sous cette norme. USA Pickleball a signalé un durcissement progressif, avec une attente à l'échelle de l'industrie que le plafond passe à ≤0,43 ou moins — réduisant encore la marge disponible pour les paddles puissants thermoformés.
NexaPaddle gère-t-il le processus de soumission USAPA ?
NexaPaddle capacité complète de paddles de pickleball OEM personnalisés. Le programme comprend un soutien complet pour le processus de certification : documentation de pré-test, préparation des 8 échantillons de paddle requis et orientation sur la logistique de soumission. La soumission formelle elle-même est déposée par la marque ou le fabricant enregistré - votre nom de marque apparaît sur la liste d'équipements approuvés par USA Pickleball. NexaPaddle fournit la base technique : données de pré-test calibrées, documentation de conformité et confiance en ingénierie que votre soumission a été construite pour être acceptée.
Les surfaces brutes en fibre de carbone sont-elles conformes à l'USAPA ?
Dans la plupart des cas, oui. Les faces en fibre de carbone tissée standard faites de fibres de grade T700S ou T800S produisent généralement des lectures de rugosité de surface Rt et Rz bien dans les limites de l'USAPA. La texture inhérente du tissage en carbone est une propriété structurelle - prévisible et cohérente - c'est pourquoi les bruts paddles en fibre de carbone sont largement utilisés dans les designs approuvés par l'USAPA. Le point important : tout revêtement, traitement ou couche de finition supplémentaire appliqué sur le carbone doit être pré-testé séparément, car le système de surface final (carbone + revêtement) est ce que mesure l'USAPA sur un Starrett SR-100, et non le substrat seul.
Conclusion : Intégrer la conformité, pas ajouter
Les marques de paddle qui réussiront dans un environnement réglementaire de plus en plus strict sont celles qui considèrent la certification USAPA comme une spécification technique — et non un frais administratif payé après production.
Le paysage de la conformité est plus strict (le plafond PBCoR devrait atteindre ≤0,43), plus techniquement exigeant (analyse de la trajectoire de vieillissement, profilage de surface Rt/Rz), et plus activement appliqué (les tests de terrain RFID détectent 6 % de non-conformité lors d'événements en direct) qu'il ne l'a jamais été.
NexaPaddle a été construit autour d'un principe : Les clients OEM ne devraient pas échouer à la certification. Chaque étape de notre processus de fabrication — de la simulation CAO aux tests Starrett SR-100 pré-soumission — est conçue pour envoyer votre paddle vers la certification formelle USAPA avec des données, une documentation et une marge de votre côté.
Prêt à lancer une ligne de paddles certifiés ? Explorez NexaPaddle programme de paddle personnalisé de NexaPaddle et obtenez une évaluation de projet de notre équipe OEM. Que vous construisiez un seul SKU pour Amazon FBA ou une gamme complète de marque pour la distribution au détail, le processus commence par la conformité — et nous avons construit notre usine autour de la rendre aussi simple que possible.
Références
- USA Pickleball Normes d'équipement & Mises à jour sur la certification
- Annonce du programme de tests sur le terrain d'USA Pickleball et des instruments de pickleball (16 janvier 2026) — usapickleball.org
- Résultats des tests sur le terrain des paddles d'USA Pickleball — Riley Burgess, VP de la conformité des équipements : plus de 2 000 paddles testés, taux de non-conformité de 6 % (2026)
- USAP NPRM 24-002 : Document sur l'exigence de test PBCoR — equipment.usapickleball.org/docs/pbcor-testing.pdf
- Déclaration d'USA Pickleball sur les paddles JOOLA dé-certifiés (mai 2024) — usapickleball.org
- Pickleheads : USA Pickleball retire 7 paddles de la liste approuvée (9 janvier 2025) — pickleheads.com
- Fiches techniques en fibre de carbone Toray T700S / T800S — Toray Composite Materials America
- Données de tests internes de produits de NexaPaddle (2025) — Division R&D de NexaPaddle
- Spécifications du testeur de rugosité de surface Starrett SR-100 — L.S. Starrett Company











