

プライベートラベル、Amazon FBA、または小売流通のためにカスタムピクルボールパドルを調達している場合、製造業者と最初の生産注文を出す前に必ず話し合う必要がある1つの会話があります: USAPA認証.
デザインの後ではありません。生産の後でもありません。前です。
業界の見積もりによると、約 新しいパドルの提出のうち1つが失敗して USAピクルボールの承認を初回で得られないとされています。OEM購入者にとって、各失敗は非常に特定の意味を持ちます:無駄にした工具予算、延期された発売スケジュール、そして $4,500の認証費用 何も得られないまま消費されます。
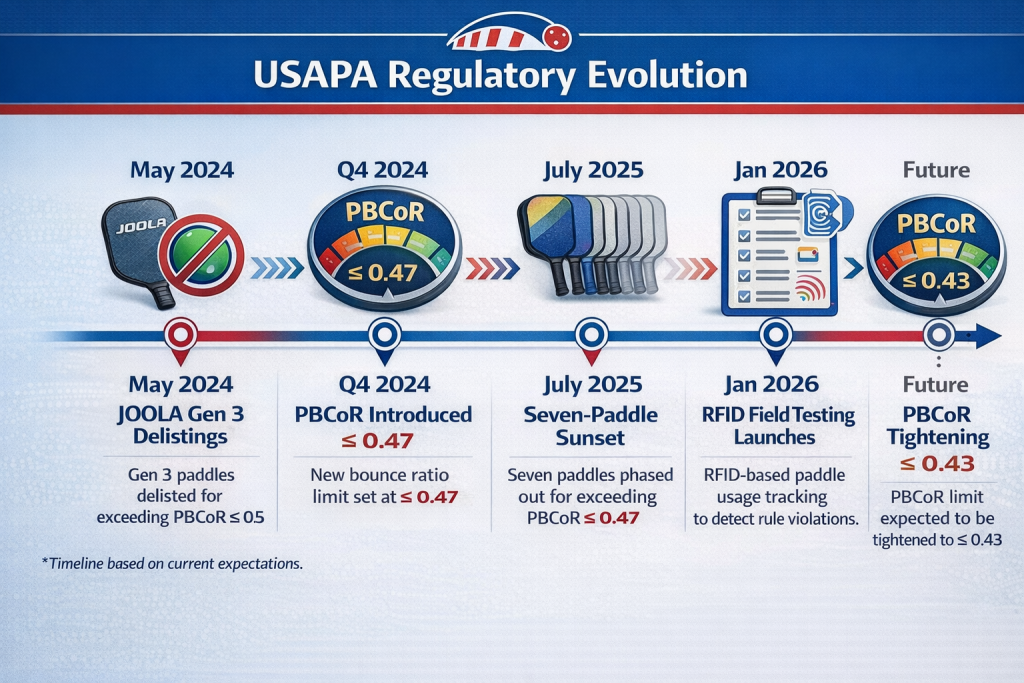
その後、除名がありました。
2024年5月、USAピクルボールは 17のJOOLA Gen 3モデル を承認リストから削除しました。消費者に販売されたパドルが、元々認証のために提出されたサンプルと一致しないことが発覚しました — これは「類似性による認証」失敗で、JOOLAとUSAピクルボールの間で訴訟に至りました。数ヶ月後、2回目の波が襲いました: JOOLA Perseus MOD-TA 15, Gearbox Pro Power Elongated、および複数の ProKennex Black Ace モデルは、最近導入された PBCoR(パドルボール反発係数) 閾値を超えたため、2025年7月に廃止されました。無名のスタートアップではなく、トーナメントで実績のあるブランドでした。
その PBCoRの閾値は、最初に2024年第4四半期に正式に導入された際に≤0.47に設定されました。 USA Pickleballは、業界全体での期待として、上限が ≤0.43またはそれ以下へと厳しくなることを示唆しています。規制環境は緩まるどころか厳しくなっています。2026年には、競技イベントでのライブの現地フィールドテストが新たに導入され、2,000以上のパドルがスキャンされ、 6%の不適合率 が検出されました。
新しいパドルブランドを立ち上げるOEMバイヤーにとって、 コンプライアンスは、プロセスの終わりにあるチェックボックスではありません。製造の各段階に組み込まれており、最後には全てを失うことになります。
この記事では、USAPAが何をテストし、OEMパドルが最も一般的に失敗する場所、NexaPaddleの事前テストプロトコルがどのように USAPA承認ピクルボールパドル 初回の提出で市場に出せるように設計されているかを詳しく解説します。
USAPAが実際にテストすること — 5つのコンプライアンスパラメータ
あなたの カスタムOEMピクルボールパドル がUSA Pickleball公認のイベントに参加するには、独立した認定試験機関によって実施される多パラメータ評価を通過する必要があります。何が測定されているのか、各パラメータがなぜ重要なのかを理解することがコンプライアンス戦略の基盤です。
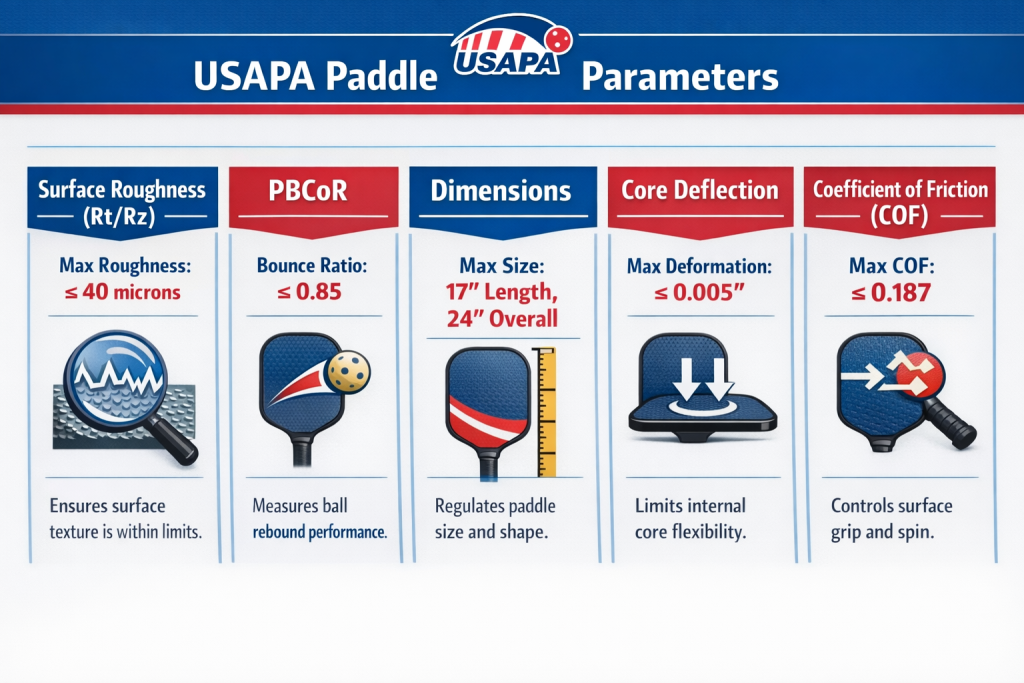
1. 表面粗さ (Rt / Rz)
最大許容値: Rt ≤ 40 µm および Rz ≤ 30 µm
表面粗さは、 Starrett SR-100 表面粗さテスターを使用して測定されます — USAPAが公式評価のために指定した機器です。精密なスタイラスをパドルの表面に引きずり、表面プロファイルを記録します。
ここでは二つの指標が重要で、一般的に引用される「Ra」ではありません。
- Rt (総粗さプロファイル高さ) は、全ての測定トレースにわたる最大のピーク対谷の距離を捉えます。USAPAの上限は ≤40 µm.
- Rz (平均最大粗さ) は、サンプル長内の5つの最大のピーク対谷の測定値の平均です。USAPAの上限は ≤30 µm.
これらの閾値は、過度なボールスピンの生成を防ぐために存在します。表面が粗すぎると、機械的なバイトが生じ、スピンが人工的に増幅されます — 設備が中立的なツールではなく、競争上の優位性に変わります。
OEMバイヤーが表面材料について理解する必要があること:
- 生の織りカーボンファイバー (T700、T800グレード)は、自然にコンプライアントな範囲内に収まることが通常です。テクスチャは、材料の固有の織り構造から来ており、生産ロットごとに予測可能で一貫性があります。
- スプレー塗布のグリットコーティング は主な失敗点です。メーカーが高級カーボン表面を模倣するために研磨剤を塗布すると、一貫した塗布ができず、Rtの読みが40 µmを超える場合があります。これはスケールで制御するのが難しいです。
- テフロンや特殊コーティング は、生産コミットメント前に事前テストが必要です。テストパネルでコンプライアントとして読み取られるコーティングは、パドルの表面全体に完全に適用された際には異なる挙動を示すことがあります。特にエッジや重なり部分で。
2. PBCoR — パドル ボール 反発係数
現在の閾値: ≤0.47 (2024年第4四半期に導入された; ≤0.43以下に厳しくなると予想される)
PBCoR は、パドルのエネルギー戻りを測定します — 特に、ボールがパドル面に当たった後の速度の保持を測ります。PBCoRが高いほど、ボールへのエネルギーの移動が多くなり、「トランポリン効果」を生み出します。これが2024年から2025年のデリスティングを引き起こしました。
これはOEMバイヤーにとって最も技術的に繊細なパラメータです:
- 熱成形されたユニボディパドルは、 熱と圧力がパドルの表面とコアを一体化させるため、高いPBCoRの読みを自然に生成します。この構造はパワーと応答性において商業的に望ましいですが、トレードオフとして、これらの設計はコンプライアンス上限に近づく傾向があります。
- コールドプレスパドル は通常、閾値からよりmarginが広い低いPBCoRの読みを生成します。コンプライアンスの観点からは安全ですが、より生のパフォーマンスは少なくなります。
- PBCoRは使用とともに増加します。 これは重要なポイントです。新品の熱成形パドルが0.44 PBCoRを読み取る場合、長期間の使用後に構造が緩んでより自由に屈むため、0.47以上をテストすることがあります。提出時に承認されたパドルは使用後に非コンプライアントになる場合があり、これは2024年から2025年のサイクルでいくつかの大手ブランドで実際に起こったことです。
OEMバイヤーが調達している場面では、 熱成形ピクルボールパドル製造業者は、ゼロ日目のPBCoRだけでなく、 老化の軌道も知る必要があります。 — プレイの数か月にわたる読みの変化です。
3. 寸法コンプライアンス
長さ + 幅の合計: 最大24インチ (609.6 mm)
最大長さ: 17インチ (431.8 mm)
寸法の遵守は一見簡単に思えますが、大量生産の課題になります。標準商業寸法:
| パドルスタイル | 面幅 | 面長 | ハンドル |
|---|---|---|---|
| コントロール | 195 mm | 400 mm | 125–130 mm |
| パワー / エロンゲート | 188 mm | 417 mm | 125–130 mm |
生産中の許容誤差 — 金型の摩耗、プレスのばらつき、またはエッジガードの適用によるもの — は、完成したパドルがこれらのパラメータを超えてしまう可能性があります。ロット間の一貫性を確保するためには、工場レベルでの文書化されたプロセス測定プロトコルが必要です。
4. コアのたわみ
USAPA指定の範囲内
コアのたわみは、標準化された適用力の下でパドルがどれだけ曲がるかを測定します。硬すぎると、パドルは衝撃時に死んでしまい、柔らかすぎるとトランポリン効果に近づいてしまいます。たわみの仕様はPBCoRと相関しており、初期のPBCoRを通過したパドルが高いたわみポテンシャルを持つ場合、時間と共にPBCoRのひずみが進行する可能性があります。
5. 摩擦係数 (COF)
USAPAで承認された範囲内
COFは、表面の粗さとは関連していますが、異なるものです。RtとRzが物理的なテクスチャプロファイルを測定する一方で、COFは実際の パドル面とボールの間の摩擦力を 衝撃時に測定します。表面は中程度の粗さを持ちながら、コーティングの化学組成によって非常に高い摩擦を持つことがあります。このパラメータはシリコンブレンドコーティング、テフロン処理、特別な表面仕上げを評価する際に特に関連性があります。
なぜOEMパドルがUSAPA認証に失敗するのか
業界の推定では、約25–30%の初回提出失敗率が指摘されており、共通の失敗モードは何かという疑問が生じます。海外工場と取引するOEMバイヤーにとって、このパターンは一貫しています。
最も一般的な五つのOEM失敗シナリオ
1. 塗布後にRt 40 µmを超えるスプレーオン粒子
工場のサンプルパドルはクリーンですが、生産規模でのスプレーはスループットが高くなるにつれて変動を生じさせます — ノズルの遷移での厚い塗布、ハンドル接合部での不均一なカバー、エッジガードの近くでのプール。粗さの測定値が上昇します。最初のバッチは失敗。
2. 加熱後に閾値を超える熱成形PBCoR
パドルは0.44 PBCoRで提出されます。テストは≤0.47の上限内で通過します。発売から六ヶ月後、選手たちは異常なパワーを報告します。パドルは現場テストで閾値を超えて読み取られます。認証取り消しが続きます。これはJOOLAペルセウス / ProKennexのシナリオであり、上限が狭くなるにつれて、誤差の余地が縮小します。
3. 大量生産における寸法許容誤差のばらつき
金型は最初は規格通りにカットされますが、バッチ3000までに金型の摩耗がハンドルの長さに+1.5 mmのばらつきを生じさせ、エッジガードの適用が先端に計測可能な幅を加えます。パドルは現在合計で24.15インチと測定されます。失敗。
4. バッチ間での表面処理の不均一性
バッチ1と認証サンプルは同一のコーティングパラメータを使用しています。バッチ3は、粘度がわずかに高い材料で異なるスプレーラインで処理されました。表面特性が範囲外に漂います。現場でテストされたパドルが認証仕様から逸脱すると、リストが危険にさらされます。
5. コーティング化学が事前に検証されていない
バイヤーが湿気耐性のためのカスタムテフロン仕上げを要求します。工場はStarrett SR-100でテストせずにそれを適用します。提出時に炭素とコーティングシステムのRt、Rz、COFの値は不明です。結果: $4,500の手数料、六週間の待機、失敗の結果。
これを間違えるコスト
| 失敗シナリオ | 直接コスト | 失った時間 |
|---|---|---|
| 初回提出の拒否 | $4,500 + 8サンプルパドル | 4–6週間 |
| 再提出(同じデザイン、修正あり) | さらに$4,500 + 8サンプル | さらに4–6週間 |
| 発売後の認証取り消し | 全SKUの損失 + ブランドへの影響 | 無期限 |
| 生産の再作業 + 再テスト | MOQの無駄 + 再装備 | 合計8〜16週間 |
単一の失敗した提出は、 $9,000以上の手数料がかかる可能性があります。 この時点で、1つのユニットも販売されないうちに、あなたのローンチスケジュールに12週間追加されることがあります。
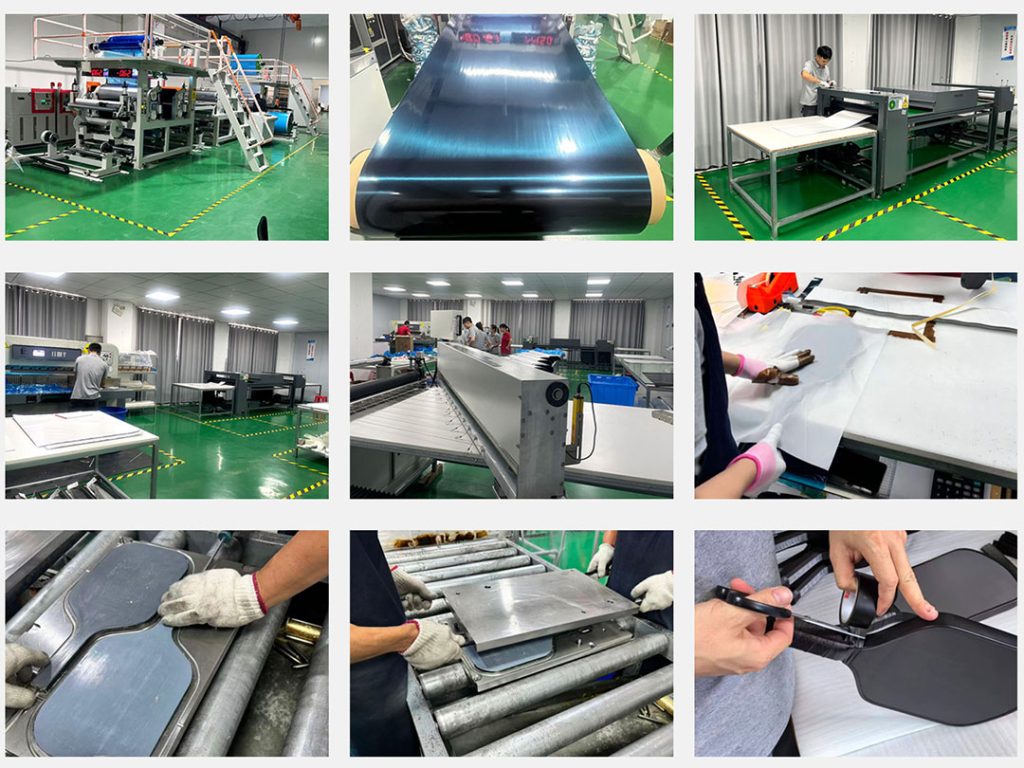
NexaPaddleの事前テストプロトコル — OEM認証チェックリスト
NexaPaddleの製造アプローチの根本的な原則: 遵守は最後にテストされるのではなく、最初から設計されています。
すべてのカスタムパドルは、遵守確認が各ステップで統合された五段階の製造プロトコルを通過します。これは、工場から出荷されるすべての USAPA承認パドル セットの運用チェックリストです。
ステップ1: 設計とエンジニアリング — 遵守はCADファイルから始まります
炭素繊維のシートが1枚もカットされる前に、NexaPaddleのエンジニアリングチームは デジタルシミュレーション をパドルデザインに対して実行します:
- 重量分布マッピング:重心、スイング重量、バランスポイント — 3gの精度で計算されています。
- スイートスポット予測:フェイスジオメトリとコア密度からモデリングされたものです。
- 構造的完全性分析:レイアップスケジュールが繰り返しの衝撃力にどのように反応するかを調査し、長期的なPBCoRの軌道を直接通知します。
- 金型設計レビュー:物理的な金型がカットされる前の工具段階での寸法遵守が確認されます。
Amazonビジネスやその他のB2B eコマースプラットフォームでの カーボンファイバーのピックルボールパドルファイバーの向き、織り密度、レイアップ角度は、表面粗さの予測に対する入力として文書化されます。 T700とT800の炭素繊維の選択は、パフォーマンス特性と遵守マージンの両方が評価されます。
この段階では、 パイロット生産ラン が含まれます — 認証申請または生産コミットメントの前に、キャリブレーションされた器具でテストされた物理的なプロトタイプの小ロットです。
ステップ2: 形成とレイアップ — PBCoRはここで決まります
これは最も遵守が重要な製造ステップです。
パドルがどのように形成されるか — 材料、レイアップシーケンス、熱、圧力、接着時間 — がそのPBCoR特性を決定します。NexaPaddleの工場レベルのキャリブレーションは以下に焦点を当てています:
- 正確な材料カット:自動化されたテーブルが炭素繊維シートが規定のファイバー方向を維持することを保証します(オフアクシスカットは剛性を変えます)。
- コアレイアップシーケンス:指定に従って配置されたポリマー蜂の巣、フォーム、またはハイブリッドコア。
- 熱成形オーブンプロトコル:目標とするフェイス剛性を生成するためにキャリブレーションされた温度曲線と保持時間 — 力を最大限にしながら、安全なPBCoRヘッドルームを維持します。
- 熱プレスパラメータ:トレーサビリティのために、製造バッチごとに圧力、温度、サイクルタイムが記録されます。
熱成形パドルを要求するOEMバイヤーのために、NexaPaddleのプロトコルには 加速老化シミュレーション が含まれます — 物理的なサンプルが制御された条件下でストレスを受け、正式な認証申請の前に6ヶ月のPBCoRの軌道を投影します。
ステップ3: スプレーポリッシングとコーティング — 表面の遵守が確保されています
表面処理は、多くの工場が失敗する部分です。NexaPaddleのアプローチ:
- サンドブラスト前処理:機械的な表面準備がコーティングの適用前に制御された基準を確立します。
- 3層コーティングシステム:接着性と均一性のためのプライマーコート; テクスチャプロファイルを構築するためのミッドコート; シールと安定化のためのトップコート。
- 各コート後のStarrett SR-100測定:テストパネルの5点でRtとRzの読み取り値が取得されます — センターと4つの象限 — コーティングシステムが目標に達することを確認し、Rtの40 µmまたはRzの30 µmを超えないことを確認します。
- グリットスプレーメーター:適用パラメータ(距離、圧力、粘度、保持)が文書化され、製造バッチ全体で再現可能です。
- COF検証:各コーティングバッチからのテストパドルが摩擦係数を測定され、組み合わせた表面システムが承認された限界内に収まることを確認します。
ステップ4: 組立て&QC統合
組立ては寸法の適合性が保護されるか失われる場所です。NexaPaddleの作業ステーションレベルのQCは次をカバーしています:
- エッジガードの適用: 指定されたパラメータに対して測定されます — エッジガードは全体の寸法に加わり、寸法モデルに考慮されなければなりません
- フォーム注入とシーリング: 指定された厚さの許容範囲に対してハンドルキャビティ充填とグリップテープの巻き付けを処理します
- UV印刷と仕上げ: 適合性パラメータを変更しませんが、印刷品質の管理は最終検査の一部です
- プロセス中のQCチェックポイント: 各作業ステーションは測定を記録します — 各ユニットが追跡され、バッチサンプリングだけではありません
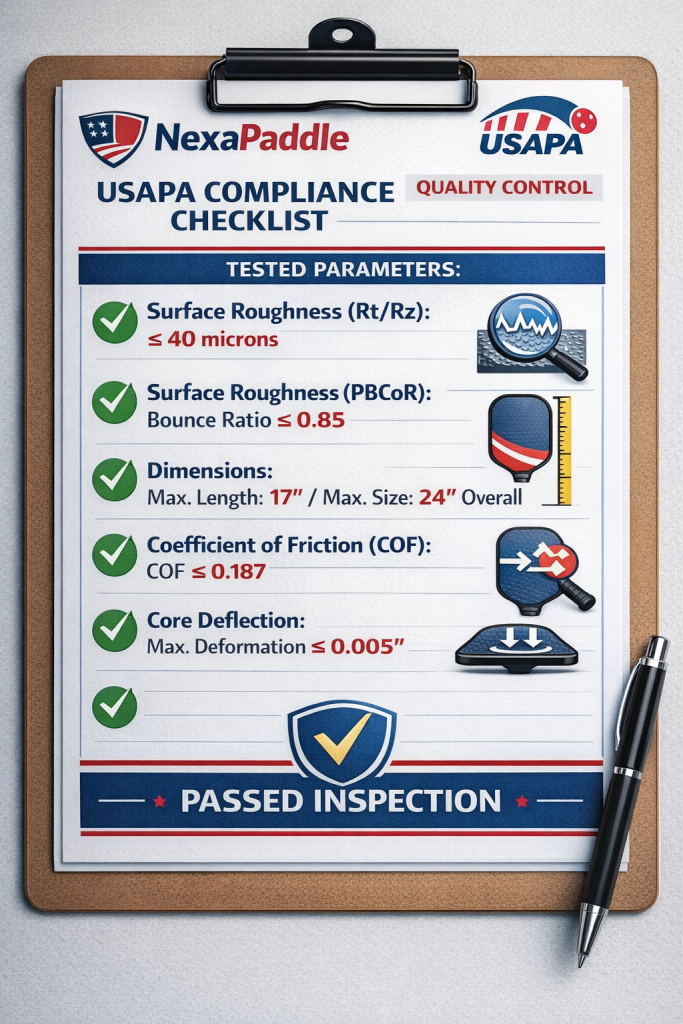
ステップ5: 提出前適合性テスト — 最終ゲート
設計が正式なUSAPA認証のために提出される前に、NexaPaddleはラボ標準に合わせた校正機器を使用して内部適合性テストを実施します:
| パラメータ | 測定ツール | NexaPaddle目標 | USAPA限界 |
|---|---|---|---|
| 表面粗さ (Rt) | Starrett SR-100 | ≤35 µm | ≤40 µm |
| 表面粗さ (Rz) | Starrett SR-100 | ≤25 µm | ≤30 µm |
| PBCoR | 復元係数試験装置 | ≤0.44 | ≤0.47 (現行) |
| 結合寸法 | デジタルキャリパー | ≤609 mm | ≤609.6 mm |
| ハンドル長 | デジタルキャリパー | 設計仕様による | ≤431.8 mm 総合 |
| COF | 摩擦測定 | 範囲内 | USAPA限界 |
| コアのたわみ | 標準化された力ゲージ | 範囲内 | USAPA限界 |
| 重量とバランス | 高精度スケール + バランス治具 | ±2gの仕様 | 設計による |
内部目標は意図的に設定されています 以下に USAPA限界を設け、測定の不確実性とユニット間の変動に対するバッファを構築します。NexaPaddleの内部テストに合格したパドルは、初回提出承認率が劇的に高く、重要なことに、PBCoRの上限が厳しくなる中でも適合を維持するように設計されています。
2026年の規制の地平線 — 次に何が来るのか
適合性の環境は、ほとんどのOEMバイヤーが認識しているよりも速く変化しています。現在の状況と今後の方向性についてここでご紹介します。
RFIDベースのフィールドテストが開始されています
2026年1月、USA PickleballとPickleball Instrumentsは、 パドルフィールドテストプログラム をゴールデンチケットトーナメントで立ち上げ、アリゾナ州グレンデールのイベントから開始しました。これは未来のパイロットではなく、運用中です。
これまでの結果は示唆に富んでいます。 2,000 ラケット グレンデールとラスベガスのイベントで実地テストが行われ、 6%の不適合率 ライリー・バーガス(USA ピックルボール機器適合担当副社長)によると、選手が競技に持参したラケットの中での
システムの仕組みは次の通りです:
- 競技で使用される全てのラケットは、 参加イベントで現地テストを受け、そのプロセスは ラケット1本あたり5分未満です
- フェーズ1のテスト 摩擦係数、たわみ、剥離検出、そして重さ/バランス特性をカバーします
- フェーズ2 (来るべき)は、ポータブル機器のラボ認証が完了次第、PBCoRとスピン計測を追加します
- テストされた各ラケットには、 RFID ステッカー 適合データのデジタル記録が添付されます
- A モバイルアプリ (公開リリース予定)は、選手がラケットのRFIDタグをスキャンし、パフォーマンスの変化を追跡できるようにします
- 結果には 自然経年による許容範囲が含まれます — ただし、適合の上限近くにあるラケットはより厳しい審査を受けます
USA ピックルボールの最高技術責任者カール・シュミッツの言葉を借りると: 「機器の整合性は公正な競争の基盤です。この実地テストプラットフォームは、パフォーマンス基準を検証し、透明性を高め、偽造機器の特定の基盤を築く能力を私たちに与えます。」
OEM バイヤーにとっての意義
行政検査からのシフトは、 データで裏付けられた現地適合性 が2026年以降にラケットを発売するすべてのブランドに対して直接的な影響を持ちます:
- 適合に関する書類は、発売前に万全でなければなりません。 ラケットがゴールデンチケットイベントで実地テストを受け、失敗した場合、認証取り消しが迅速に続く可能性があります。これはもはや理論上のリスクではなく、初期イベントでテストされたラケットの6%が不適合でした。
- PBCoRの経年変化がますます重要になっています。 PBCoRの上限が徐々に厳しくなる中、提出時に0.44の値を示し、通常使用後に0.48に向かうラケットは検出されるでしょう。ブランドは、日初の読み取りだけでなく、自らの経年曲線を把握する必要があります。
- 構造的テクスチャと適用処理は区別されます。 内在的なテクスチャを持つ織りカーボンファイバー表面は、スプレー塗布したグリットコーティングとは異なり、規制の精査の下で異なる扱いを受けます。テストがより洗練されるにつれ、素材に基づくパフォーマンスと適用された操作の違いは、より重要性を増します。
- 偽造検出がシステムに組み込まれています。 RFIDインフラは、工場からトーナメントコートへの所有権の連鎖を最終的に検証することを目的としています。適切な適合に関する書類とバッチ追跡性を持つ製造元から調達するOEMバイヤーは、このフレームワークが成熟するにつれてより良い位置にあります。
USAPA 認証のコストとタイムライン — 予算計画について
認証の実際の財務モデルを理解することで、OEM バイヤーは現実的な発売計画を立て、想定外の費用を避けることができます。
正式な提出コスト
| 項目 | コスト | ノート |
|---|---|---|
| USAPA 提出料(ラケットモデルごと) | $4,500 USD | 認定テスト機関に支払う |
| 物理サンプルが必要 | 8 ラケット | 生産代表的である必要があります |
| 再提出(最初の試みが失敗した場合) | $4,500 USD + 8 サンプル | フル料金が再度適用されます |
| サンプルの送料(国際) | $50〜$200 | 米国のテストラボへの速達 |
| 合計 — 単一提出、合格 | ~$4,700 | 最良のケース |
| 合計 — 一回の拒否 + 再提出 | ~$9,400 | 一般的なOEMのシナリオ |
注意: IPMAのような小規模な認証機関は、より低コストの選択肢(年間約500カナダドルの料金に加えて200ドルのパドル代)を提供していますが、USAPA認証はアメリカのピクルボール公認トーナメントプレイに必要な標準のままです。
タイムライン
- 正式提出から結果まで: 4〜6週間(標準)
- 第二提出(不合格の場合): 追加の4〜6週間
- 一回の拒否を伴う完全なサイクル: テスト時間だけで8〜12週間
事前テストの価値提案
NexaPaddleの事前テストプロトコルは、 コンプライアンス作業を前倒しにするために設計されています そのため、あなたの正式なUSAPA提出は確認ステップであり、発見プロセスではありません。
戦略: USA Pickleballの認証を生産計画と並行して開始する — 生産サンプルが確定した後ではなく:
- エンジニアリングおよび設計レビューは設計の最終化中に行われます
- 材料およびコーティングの選択は生産コミットメントの前に検証されます
- パイロットサンプルの事前テストは、提出前にすべてのパラメータを確認します
- 正式な提出は、高い信頼性を持って最初の合格の承認が得られることを目的としています
Amazonの発売日、リテールバイヤーとのミーティング、またはトーナメントシーズンの締切に向けて計画しているブランドにとって、8〜12週間を失うことは技術的な不便さではなく、 ビジネスを脅かす遅延です。1回の試行につき4,500ドルかかることも、費用がかさむ要因です。NexaPaddleの カスタムパドルプログラム 認証のタイムライン管理をプロジェクト計画に直接統合します。
よくある質問
OEMパドルのUSAPA認証にはどのくらいの費用がかかりますか?
USAPA認証の費用 $4,500 USD ごとのパドルモデル、評価を実施する認定試験所に支払います。また、 8つの物理的なパドルサンプル 製造ユニットを代表するもの。デザインが失敗し、修正と再提出が必要な場合、$4,500の全額料金が再度適用されます。最低でも1サイクル(約$4,700、送料込み)の予算を確保し、再提出のための予備費を維持してください。IPMAなどの機関を通じて低コストの代替手段がありますが、USAピクルボール公認のトーナメントプレイにはUSAPA認証が必要です。NexaPaddleのような製造業者との事前テストは、その予備費が必要にならないリスクを大幅に低下させます。
熱成形パドルはUSAPA認証に合格できますか?
はい - 今日の最高の性能を持つ USAPA承認ピクルボールパドル は熱成形ユニボディ構造を使用しています。重要なのは、現在のPBCoR上限よりも十分な余裕を持って製造し、経年の軌道を理解することです。基準を日0で大きく下回り、順守する経年予測が文書化された熱成形パドルは、通常の製品ライフサイクルを通じてUSAピクルボール認定ステータスを維持できます。最大のパワーを求める熱成形デザインは、自然な経年変化や将来の基準強化のための余裕がないため、問題が発生します。NexaPaddleの製造プロトコルのステップ2での加速経年シミュレーションは、このリスクに対処するために特別に設計されています。
PBCoRとは何ですか、そしてなぜ強化されているのですか?
PBCoR(パドルボール反発係数) は、インパクト時にパドルがボールに戻す運動エネルギーの量を測定します。PBCoRが高いほど、プレイヤースキルに関係なくパワー出力が増加します。
USAピクルボールは、2024年第4四半期に正式なPBCoRテストを導入し、初期基準を ≤0.47に設定しました。この基準は、JOOLA Gen 3の除名に関する論争や高性能パドルにおける「トランポリン効果」に対する懸念の高まりを受けたものです。JOOLA Perseus MOD-TA 15、Gearbox Pro Power Elongated、およびProKennex Black Aceシリーズは、この基準によって初めて廃止されたパドルの中に含まれていました。USAピクルボールは、段階的な強化を示唆しており、業界全体で基準が ≤0.43またはそれ以下 に移行するとの予想があります。これにより、熱成形パワーパドルのための余裕がさらに減少します。
NexaPaddleはUSAPAの提出プロセスを担当していますか?
NexaPaddleの カスタムOEMピクルボールパドル プログラムには、認証プロセスの完全なサポートが含まれます:事前テストの書類、8つの必要なパドルサンプルの準備、及び提出手続きに関するガイダンス。正式な提出は、ブランドまたは記録上の製造業者によって提出されます — あなたのブランド名はUSAピクルボールの承認機器リストに表示されます。NexaPaddleは技術的な基盤を提供します:校正された事前テストデータ、コンプライアンス文書、及び提出が通過するように構築されているという工学的信頼。
生のカーボンファイバー表面はUSAPA準拠ですか?
ほとんどの場合、はい。T700SまたはT800Sグレードの繊維から作られた標準の織りカーボンファイバー面は、通常、USAPAの限界内でRtとRzの表面粗さの測定値を生成します。織りカーボンのテクスチャは構造的特性であり、予測可能で一貫しています — そのため、生の カーボンファイバーのピックルボールパドル はUSAPA承認のデザインで広く使用されています。重要な警告としては、 カーボンの上に適用される追加のコーティング、処理、または仕上げ層は別々に事前テストされる必要があります、最終的な表面システム(カーボン + コーティング)がUSAPAがStarrett SR-100で測定するものであり、基板自体ではありません。
結論: コンプライアンスを組み込む、後付けではない
厳格な規制環境の中で成功するパドルブランドは、USAPA認証を生産後に支払う管理手数料ではなく、エンジニアリング仕様として扱います。
コンプライアンスの状況はより厳格(PBCoRの上限は≤0.43に達することが予想され)、技術的要求も高まり(老化軌道分析、Rt/Rz表面プロファイリング)、より積極的に施行されています(RFIDフィールドテストでは、ライブイベントで6%の不遵守を検出)。
NexaPaddleは一つの原則のもとに設立されました: OEMクライアントは認証に失敗してはなりません。 私たちの製造プロセスのすべての段階 — CADシミュレーションから事前提出のStarrett SR-100テストまで — は、データ、文書、そして好意を持ってあなたのパドルを正式なUSAPA認証に送り込みました。
認証されたパドルラインを立ち上げる準備はできていますか? NexaPaddleの カスタムパドルプログラム を探求し、私たちのOEMチームからプロジェクト評価を受け取ってください。AmazonのFBA用に単一SKUを構築する場合でも、リテール流通用の完全なブランドラインナップを構築する場合でも、プロセスはコンプライアンスから始まります — そして私たちはそれをできるだけ簡潔にするために工場を構築しました。
参考文献
- USAピクルボール 設備基準 & 認証の更新
- USA Pickleballおよびピクルボール器具フィールドテストプログラムのお知らせ (2026年1月16日) — usapickleball.org
- USA Pickleballパドルのフィールドテスト結果 — ライリー・バーゲス, 設備コンプライアンスVP: 2,000以上のパドルがテストされ、6%の不遵守率(2026年)
- USAP NPRM 24-002: PBCoRテスト要件文書 — equipment.usapickleball.org/docs/pbcor-testing.pdf
- USA Pickleballの非認証JOOLAパドルに関する声明 (2024年5月) — usapickleball.org
- Pickleheads: USA Pickleballが承認リストから7つのパドルを削除 (2025年1月9日) — pickleheads.com
- Toray T700S / T800Sカーボンファイバー技術データシート — Toray Composite Materials America
- NexaPaddle内部製品テストデータ(2025年) — NexaPaddle製造研究開発部門
- スターレット SR-100 表面粗さ試験機の仕様 — L.S. スターレット社











