
Le Changement de Marché
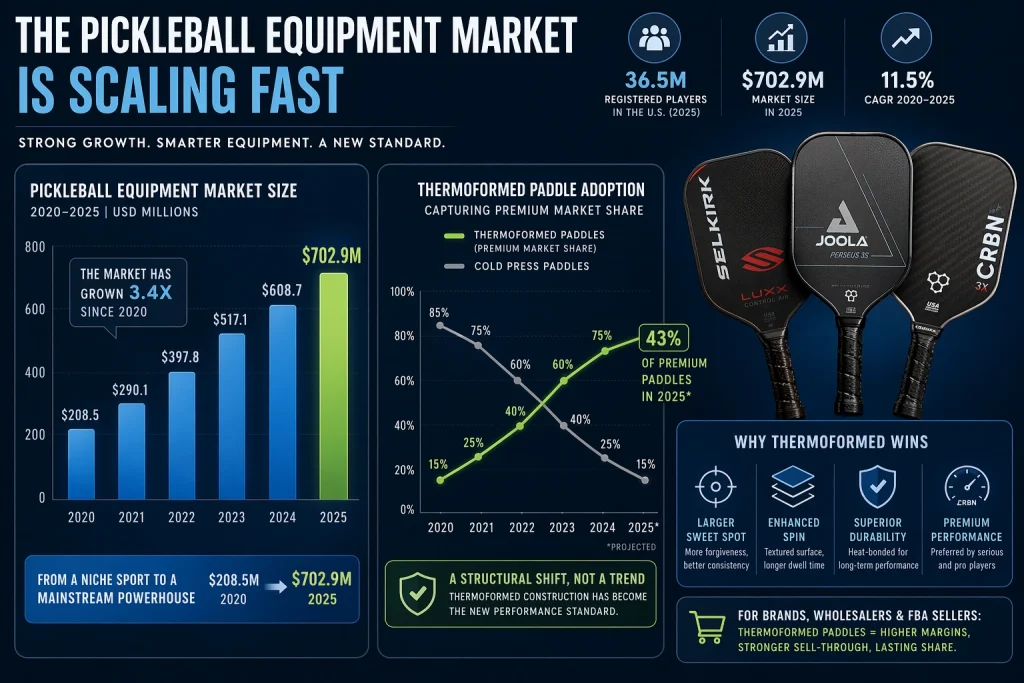
Le marché de l'équipement de pickleball n'est plus une catégorie de produits de sport de niche — c'est une industrie grand public. Évalué à 702,9 millions de dollars en 2025, le marché continue de croître à un rythme qui attire l'attention des propriétaires de marque, des grossistes, et des entreprises d'articles de sport soutenues par des fonds d'investissement privé. Avec 36,5 millions de joueurs inscrits rien qu'aux États-Unis, la demande d'équipements de haute performance a largement dépassé le niveau des amateurs pour se retrouver entre les mains d'athlètes sérieux et connaisseurs qui savent exactement ce qu'ils achètent.
Dans cette histoire de croissance, un changement fondamental est en train de se produire au niveau de la fabrication. Les raquettes de pickleball thermoformées ont capturé 43 % du marché premium des raquettes depuis 2024, déplaçant la construction par pressage à froid qui dominait la catégorie depuis la décennie précédente. Ce n'est pas une tendance cyclique liée à des nouveautés marketing. C'est une transformation structurelle dans la manière dont les raquettes sont conçues, et les marques qui l'ont reconnue en premier — Selkirk, JOOLA, CRBN — ont élargi leur part de marché en conséquence directe.
Pour les acheteurs B2B évaluant leur stratégie produit — que vous soyez un propriétaire de marque bâtissant une gamme DTC, un grossiste élargissant votre catalogue, ou un vendeur Amazon FBA cherchant un SKU à forte marge — comprendre les mécanismes et l'économie de ce changement est la diligence raisonnable la plus importante que vous puissiez faire en ce moment. La question de savoir s'il faut proposer des raquettes à technologie avancée au niveau thermoformé n'est plus un débat stratégique. C'est de la planification opérationnelle.
Qu'est-ce que la construction thermoformée, exactement?
Le terme "thermoformé" est utilisé de manière lâche dans l'industrie du pickleball — souvent comme une abréviation marketing pour toute raquette qui semble premium. La définition réelle de fabrication est spécifique et significative, et la différence de performance entre de véritables raquettes de pickleball thermoformées et leurs homologues à pressage à froid n'est pas subtile.
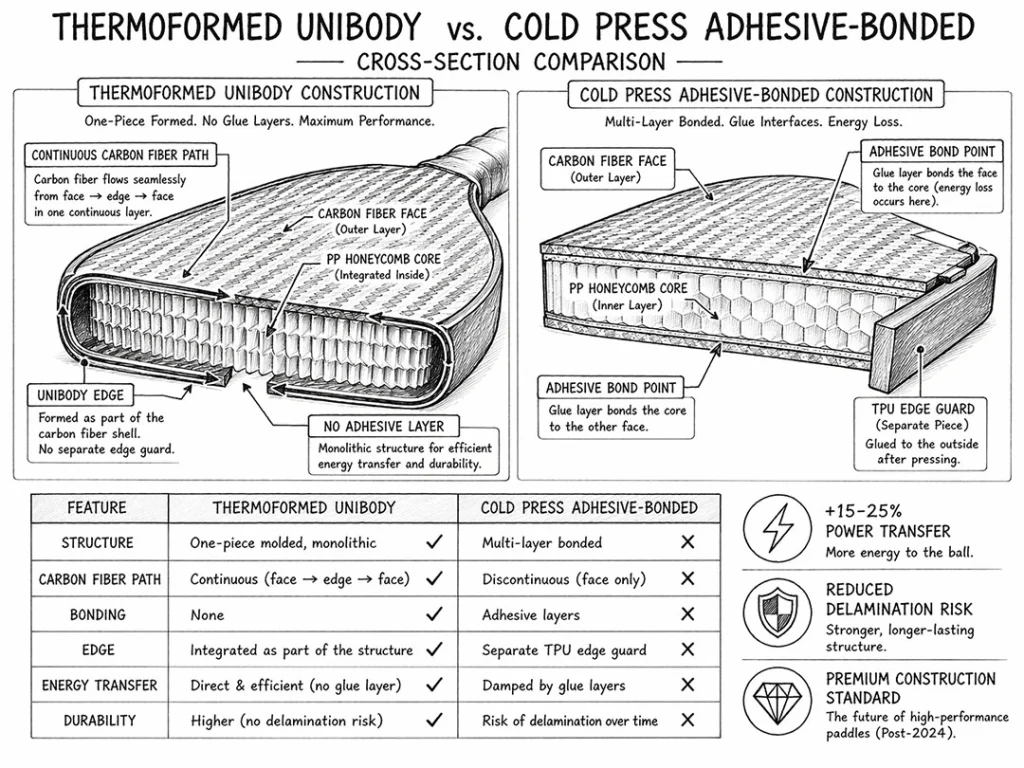
La construction thermoformée applique simultanément chaleur et pression pour fusionner le matériau de la face de la raquette, le noyau et la structure de bord en une seule unité continue. Il n'y a pas de points de liaison adhésifs. La fibre de carbone coule sans interruption de la surface de jeu à la poignée — une continuité structurelle qu'il est physiquement impossible d'atteindre avec des méthodes de pressage à froid. C'est la base d'ingénierie qui fait des raquettes de pickleball thermoformées le choix dominant parmi les raquettes à technologie avancée sur le marché premium.
Les raquettes à pressage à froid, en revanche, collent la feuille de face au noyau en utilisant des adhésifs structurels, puis appliquent une pression à température ambiante. La face et le noyau restent deux composants séparés maintenus ensemble par de la colle. C'est une méthode fiable et économique — et c'est toujours le bon choix pour les niveaux de prix d'entrée et intermédiaire — mais elle a un plafond structurel que la chimie des adhésifs ne peut pas surmonter.
Les implications de performance de la structure unibody thermoformée sont mesurables et significatives :
- Expansion de la zone de frappe : Les raquettes de pickleball thermoformées produisent une zone de frappe utilisable 15–20% plus grand que les équivalents à pressage à froid de dimensions identiques. C'est un résultat direct de la distribution plus uniforme du stress de torsion par la fibre de carbone continue sur toute la surface.
- Élimination de la délamination : Le mode de défaillance numéro un des raquettes à pressage à froid est la délamination face-noyau — le lien adhésif se dégrade sous des cycles thermiques répétés et un stress d'impact, créant des zones "mortes" qui rendent la raquette inutilisable. Dans une structure unibody thermoformée, la délamination est structurellement impossible car il n'y a pas de lien à échouer.
- Transmission de puissance constante : Parce que la face et le noyau se déplacent comme une seule unité, le transfert d'énergie de l'impact à la balle est plus prévisible sur toute la surface — pas seulement au centre géométrique. Les joueurs décrivent cela comme "sans zones mortes", et c'est la différence tactile qui pousse à l'upgrade par le bouche-à-oreille.
Pourquoi les grandes marques ont-elles fait le switch
L'adoption de la construction thermoformée par les marques n'a pas été motivée par une seule percée technologique. Elle a été motivée par les retours du marché : les joueurs pouvaient sentir la différence et ils étaient prêts à payer pour cela. Chaque grande marque ayant gagné une part de marché significative durant la période 2023–2025 l'a fait sur la base d'un modèle phare thermoformé. Ce ne sont pas seulement des raquettes premium a priori — ce sont de véritables raquettes à technologie avancée construites autour de processus de fabrication qui produisent des gains de performance mesurables objectivement.
| Marque | Modèle phare thermoformé | Technologie clé |
|---|---|---|
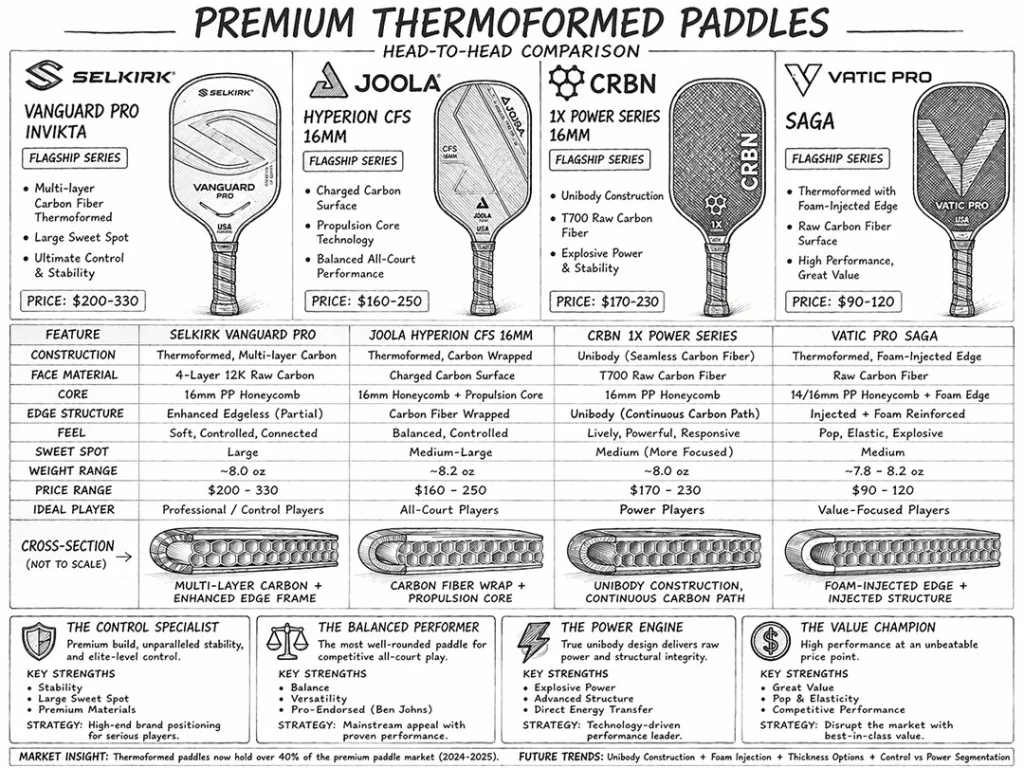
| Selkirk | Série Vanguard | PureFoam BoomCore + unibody thermoformé |
| JOOLA | Perseus Pro IV | Processus thermoformé à fibre de carbone forgée |
| CRBN | TruFoam Genesis | Thermoformé + noyau en mousse solide |
| Vatic Pro | Série V-SOL | T700 thermoformé à un prix disruptif de 80 à 130 $ |
| Six Zero | Ruby | Kevlar/Aramide + construction thermoformée |
| Engage Pickleball | Alpha (2025) | Contrôle thermoformé/axé sur le spin |
Le schéma à travers chaque marque dans ce tableau est cohérent : elles n'utilisent pas le thermoformage comme un moyen de distinction visuelle ou un badge marketing. Elles l'utilisent parce que l'avantage de performance structurel se traduit directement en résultats vérifiables sur le court — une zone de frappe plus grande, une transmission de puissance plus cohérente, et une durée de vie fonctionnelle plus longue des raquettes.
Le fil conducteur est commercial, pas esthétique. Les joueurs au niveau DUPR 4.0+ achètent en fonction des recommandations de pairs et des données de performance mesurables. Lorsqu'une raquette thermoformée surpasse manifestement une raquette à pressage à froid dans les poids de torsion, de swing et les mesures de zone de frappe publiées, le prix premium est justifié. Et lorsque la raquette phare thermoformée d'une marque est la référence que les concurrents aspirent à égaler, le pouvoir de tarification de gros de cette marque et son profil de marge au détail s'améliorent sur l'ensemble de la gamme de produits.
Le cas de Vatic Pro est particulièrement instructif pour les acheteurs B2B. En adoptant une véritable construction thermoformée T700 et en lançant le produit sur le marché à 80–130 $ — une fraction des prix anciens de 200–280 $ — Vatic Pro a démontré que la performance thermoformée premium ne nécessite pas d'héritage de marque premium. La technologie est accessible. L'opportunité de marge est réelle. Et les raquettes de pickleball thermoformées à ce niveau de prix ont élargi le marché concurrentiel plutôt que de le cannibaliser.
La maturité du marché thermoformé est également attestée par l'émergence de litiges sur la propriété intellectuelle concernant la construction elle-même. Fin 2025, CRBN a déposé un recours en contrefaçon de brevet contre Vatic Pro concernant les méthodes de construction thermoformées — un signe clair que la technologie a franchi le cap de l'innovation pour devenir une norme industrielle établie. Lorsque les acteurs en place commencent à intenter des actions en justice pour protéger la propriété intellectuelle thermoformée, le marché ne se demande plus si la technologie a de l'importance. Il se demande qui possède la meilleure mise en œuvre de celle-ci.
La pile technologique derrière les paddles thermoformés modernes
L'écart de performance entre un paddle thermoformé générique et un paddle véritablement avancé repose sur quatre couches technologiques : le matériau de surface, l'architecture du noyau, la géométrie de construction et les métriques de performance optimisées pour la conformité. Comprendre cette pile est ce qui sépare les acheteurs B2B qui se fournissent en paddles technologiques avancés de ceux qui se laissent séduire par des revendications marketing sans substance technique.
Matériaux de surface
fibre de carbone T700 est devenu la référence de l'industrie pour la compétition paddles en fibre de carbone. Chaque paddle de pickleball thermoformé phare actuellement sur le marché — Selkirk Vanguard, JOOLA Perseus, Vatic Pro V-SOL — utilise T700 ou un équivalent T700 comme base. La surface tissée brute génère plus de 2 300 RPM de rotation sans aucun traitement de surface, un chiffre que les paddles à texture de spray ne peuvent pas égaler de manière constante après les 60 à 90 premiers jours d'utilisation.
La gamme de matériaux se développe à partir de là. La fibre de carbone T800 tissée avec un fil de titane offre des rapports de rigidité à poids plus élevés et une texture de rotation améliorée — le choix des marques se positionnant au-dessus du segment de détail de 180 $. Au sommet de la gamme, des faces hybrides en Kevlar et Aramide (utilisées sur des paddles comme le Six Zero Ruby) introduisent un profil de sensation distinctement différent — plus doux, avec une durée de contact « moelleuse » — qui est physiquement impossible à reproduire avec du carbone brut seul.
L'avantage critique de toute surface composite authentique brute par rapport aux alternatives à texture de spray est la durabilité de la texture. La texture de spray est une mesure de réduction des coûts qui se dégrade de manière prévisible et rapide. Une marque qui expédie des paddles à texture de spray dans la catégorie premium générera des retours et des critiques négatives dans les mois qui suivent. La texture de carbone brut conserve ses propriétés de génération de rotation pendant toute la durée fonctionnelle du paddle.
Évolution du Noyau
L'architecture du noyau à l'intérieur d'un paddle thermoformé a connu une avancée générationnelle rapide depuis 2022 :
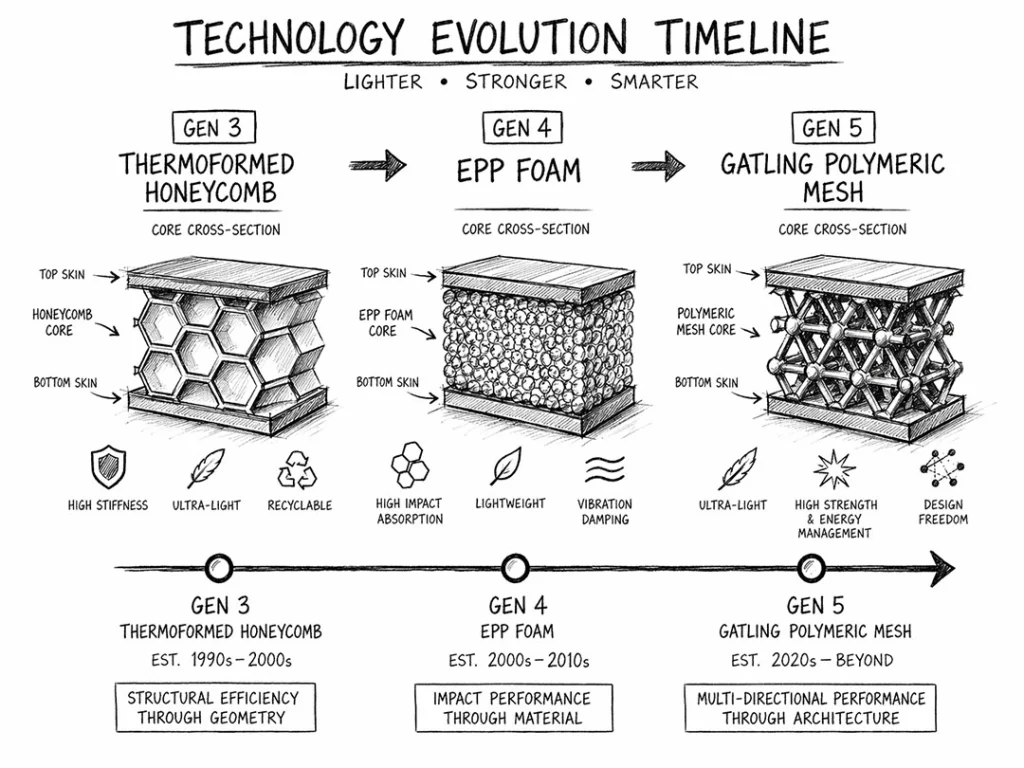
- Gén 3 Honeycomb Thermoformé : Encore très viable et largement utilisé dans le segment premium. Noyau en PP en nid d'abeille conçu avec une géométrie de cellule plus serrée que celle des noyaux en presse à froid standard, optimisé pour le processus de liaison thermique.
- Gén 4 EPP/MPP Mousse : Les noyaux en mousse Polypropylène expansé et Polypropylène multi-usages — utilisés dans le BoomCore de Selkirk et le TruFoam de CRBN — éliminent complètement le mode de défaillance de « rupture du noyau » qui affectait les modèles thermoformés précoces lors d'une utilisation compétitive à haute fréquence. La mousse réduit également considérablement la transmission des vibrations, ce qui est important pour les communautés sensibles au bruit et les joueurs gérant la fatigue des bras. Pour les marques se fournissant en construction à noyau en mousse, travailler avec un spécialiste en raquettes de pickleball à noyau en mousse est le bon point de départ.
- Gén 5 Maille Polymérique Gatling : La frontière de la technologie des noyaux. La géométrie de maille polymérique conçue pour maximiser le retour d'énergie à l'extrémité externe de l'enveloppe PBCoR permise par l'USAPA — délivrant la puissance légale maximale tout en maintenant la conformité à la certification.
Design Sans Bord
Un des avantages les moins discutés mais les plus pertinents commercialement de la construction thermoformée est ce qu'elle permet au périmètre : design sans bords. Comme la structure monobloc fournit une intégrité structurelle suffisante sans un protecteur de bord séparé, les paddles thermoformés peuvent être fabriqués sans le traditionnel bandeau en caoutchouc ou en polymère qui consomme environ 8 à 10 % de l'espace de surface du paddle.
Le résultat est une surface d'utilisation maximale dans les dimensions de paddle réglementées par l'USAPA. Pour les joueurs, cela signifie qu'une plus grande partie de la surface est « active » au point idéal. Pour les marques, la construction sans bord indique un positionnement premium à la fois visuellement et fonctionnellement. Les partenaires de sourcing spécialisés dans raquettes de pickleball sans bord peuvent vous aider à comprendre les exigences d'ingénierie des moules pour cette approche de construction.
Métriques de Performance
Les acheteurs B2B sérieux devraient évaluer les conceptions de paddles thermoformés par rapport à des normes objectives de physique, et non aux revendications marketing. Le tableau ci-dessous définit les métriques qui comptent pour un positionnement dans le segment premium :
| Indicateur | Définition | Référence Premium | Pourquoi c'est important |
|---|---|---|---|
| Poids de Torsion | Résistance à la torsion lors de frappes hors-centre | 6.5+ | Un poids de torsion plus élevé élargit le point idéal fonctionnel ; réduit le couple au poignet lors de frappes ratées |
| Poids de swing | Répartition de la masse du paddle ressentie pendant le swing | 110–120 | Équilibre entre la vitesse de la main au niveau de la cuisine et la pénétration au sol |
| Temps de Contact | Millisecondes de contact avec la surface | Dépendant du noyau | Un temps de contact plus long (provenant de la mousse/Kevlar) permet plus de manipulation de rotation et des frappes de touche |
| PBCoR | Coefficient de Restitution (déflexion/restitution) | ≤ 0,43 (USAPA, resserré en nov 2025) | Assure un maximum de puissance de sortie sans échouer aux tests de vitesse de sortie |
Ce sont des objectifs d'ingénierie. Une usine OEM premium concevra votre paddle pour atteindre ces références par spécification, et non par approximation.
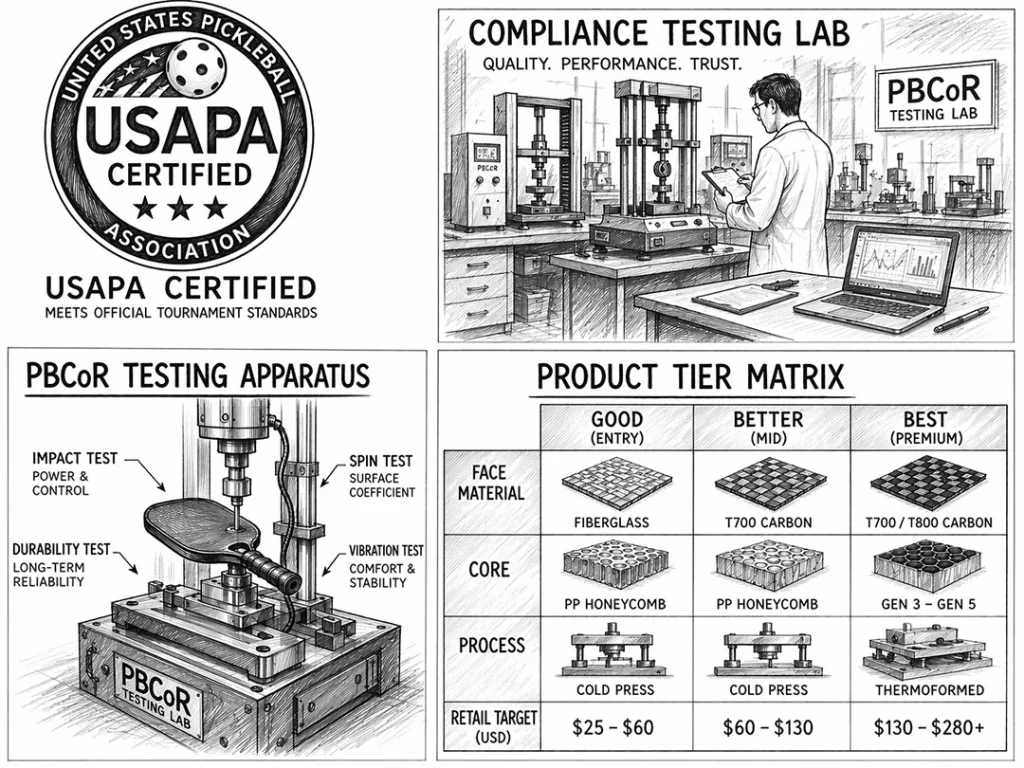
Le Facteur de Conformité : USAPA et PBCoR
Toute marque sérieuse entrant sur le marché des paddles de pickleball thermoformés doit comprendre le contexte réglementaire. Le cycle de certification USAPA 2024–2025 a représenté la disruption la plus significative en matière de conformité que l'industrie ait connue.
En 2024, USA Pickleball a traité 1 713 soumissions de certification. Parmi celles-ci, seules 1 225 ont été approuvées — un taux de rejet significatif principalement dû à l'application du PBCoR. La norme du Coefficient de Restitution, qui régit combien d'effet « trampoline » une surface de paddle peut générer, a été strictement appliquée après une période de contrôle lâche. Le résultat a été une vague de décertifications touchant des marques qui n'avaient pas préalablement testé leurs conceptions par rapport aux nouveaux seuils d'application.
L'événement réglementaire le plus conséquent de l'histoire des paddles thermoformés a eu lieu en mai 2024, lorsque l'USAPA a retiré l'ensemble de la gamme de paddles JOOLA Gen 3 de sa liste d'équipement approuvé. Des tests post-commercialisation ont révélé que les unités vendues contenaient significativement plus de mousse que les échantillons de certification qui avaient été soumis pour approbation — une différence de fabrication qui a poussé leurs valeurs PBCoR réelles au-dessus du seuil autorisé. Les répercussions ont été sévères : un recours collectif a été réglé avec des remboursements de 300 $ par achat, et JOOLA a déposé une contre-plainte de 200 millions de dollars contre le processus de test. Cet incident a déclenché une escalade immédiate de la rigueur de l'application du PBCoR à travers l'ensemble du catalogue de paddles certifiés, et a changé de manière permanente la manière dont l'USAPA traite la relation entre les échantillons de certification et la production de détail. Pour les fabricants thermoformés légitimes qui maintiennent la cohérence entre échantillon et production, l'événement d'application JOOLA est indiscutablement positif : il a éliminé une catégorie de produits non conformes du champ concurrentiel et établi que la réduction des coûts concernant la spécification de la mousse a des conséquences existentielles.
USAPA a depuis étendu l'application au-delà du laboratoire de certification jusqu'au tribunal lui-même. Lors des grands événements Golden Ticket de 2026, des tests sur site ont été réalisés sur environ 2 000 paddles — et le taux d'échec était de 6%. Un joueur compétitif sur dix-sept est arrivé à un événement sanctionné avec un paddle non conforme. Ce chiffre illustre précisément pourquoi le pré-test au niveau de l'usine, avant qu'un produit ne soit expédié, n'est pas optionnel pour les propriétaires de marques qui souhaitent servir le segment des joueurs de tournoi. Les amendes pour utilisation consciente d'un paddle non conforme reflètent la gravité avec laquelle USAPA traite désormais cette question : première infraction, 1 000 $ ; infractions répétées, jusqu'à 50 000 $.
Pour les paddles thermoformés spécifiquement, le défi de conformité est plus aigu que pour les modèles à froid. L'efficacité structurelle de la construction de paddle de pickleball thermoformé monobloc — précisément la caractéristique qui rend ces paddles plus performants — signifie également qu'ils approchent naturellement la limite de PBCoR de plus près. Un paddle qui teste à 0,43 dans l'usine peut tester à 0,445 sous l'équipement calibré de l'USAPA, ce qui entraîne un rejet.
C'est, paradoxalement, une bonne nouvelle pour les fabricants de thermoformés de qualité. La vague d'application de la PBCoR élimine systématiquement le segment des « thermoformés faux » — des usines qui appliquent une chaleur minimale à une construction à froid et commercialisent le résultat comme thermoformé. Ces paddles de processus contrefaits échouent sur deux fronts : ils manquent de la performance structurelle d'une véritable construction thermoformée, et ils sont plus susceptibles d'échouer ou d'être à la limite de la conformité PBCoR de manière à créer un risque de certification. Lorsque les régulateurs imposent une rigueur de conformité, la construction thermoformée authentique gagne par définition.
Le piège pour les propriétaires de marque est de se fournir auprès d'usines qui ne peuvent pas effectuer de pré-test. Soumettre un paddle à l'USAPA sans validation PBCoR en usine est un pari coûteux — la certification coûte entre 500 et 1 200 $ par design et prend 4 à 6 semaines. Un rejet est une perte à la fois.
Le cas commercial pour les propriétaires de marque
C'est la section qui transforme la connaissance de fabrication en prise de décision financière.
La structure des coûts
L'approvisionnement OEM de véritables paddles de pickleball thermoformés présente les économies suivantes aux taux du marché actuel :
| Niveau | Surface | Noyau | Coût OEM estimé | Prix de vente cible | Marge brute estimée |
|---|---|---|---|---|---|
| Milieu Premium | Carbone T700 | Gen 3 Honeycomb | $32–$42/unité | 129 $–169 $ | 55–65 % |
| Premium | T700/T800 Carbone | Gen 4 EPP Foam | $42–$52/unité | $169–$249 | 58–68% |
| Phare | T800+Ti / Kevlar | Gen 5 Gatling | $55–$75/unité | $249–$319 | 60–72 % |
Les estimations des coûts OEM sont FOB et varient en fonction du volume, du niveau de personnalisation et des conditions des matières premières.
Ces profils de marge sont significativement plus favorables que les équivalents à froid au même niveau de vente au détail, car la crédibilité de performance de la construction thermoformée soutient le prix de vente au détail premium. Une marque vendant un paddle de pickleball thermoformé authentique à 149 $ suscite plus de confiance des consommateurs qu'une autre vendant un paddle en carbone à froid au même prix, ce qui réduit directement le taux de retour et améliore la marge effective. C'est la logique commerciale qui fait des paddles de technologie avancée une opportunité de marge structurelle, et pas seulement une catégorie de produit.
L'avantage du MOQ
Historiquement, la production de paddles thermoformés nécessitait des commandes minimales de 300 à 500 unités pour justifier les économies de mise en place de moules et de cycles de chauffage. Cela a créé une barrière en capital substantielle pour les marques émergentes. Le marché a évolué : des lignes de fabrication optimisées pour les paddles thermoformés peuvent désormais accueillir MOQ aussi bas que 100 pièces par design.
C'est commercialement significatif. Une première production de 100 pièces permet à un propriétaire de marque de :
- Tester la réception du marché avec un engagement d'inventaire limité
- Générer des avis vérifiés avant d'augmenter la production
- Itérer sur le choix du matériau de la face ou du noyau entre les séries
- Gérer le flux de trésorerie sans un verrouillage d'inventaire de 15 000 à 25 000 $ en phase de lancement
L'étude de cas Vatic Pro
Vatic Pro est la preuve la plus claire que le marché thermoformé est accessible aux challengers. En s'approvisionnant en construction thermoformée authentique T700 et en lançant à 80–130 $ — un prix qui est de 40 à 50 % inférieur à celui de l'équivalent Selkirk — Vatic Pro a capturé un segment significatif de joueurs compétitifs qui comprenaient que la technologie, et non la marque héritée, était le moteur de performance.
L'exemple Vatic Pro démontre quelque chose de structurellement important : le marché des paddles premium ne nécessite pas de budget marketing pour égaler une marque établie. Il nécessite une stratégie d'approvisionnement et un produit capable de résister à un examen technique. Les joueurs qui achètent à ce niveau font leurs recherches, lisent les données de poids de torsion, regardent les vidéos de comparaison. Si la physique est correcte, la marque peut concurrencer.
La matrice de produits Bon-Mieux-Mieux
Pour capacité complète de paddles de pickleball OEM personnalisés., l'architecture de produit la plus résiliente déploie une stratégie de matériaux et de fabrication à trois niveaux :
| Niveau | Surface | Noyau | Processus | Cible de vente au détail |
|---|---|---|---|---|
| Bon (Entrée) | Fibre de Verre | PP en nid d'abeille | Pression à froid | $25–$60 |
| Mieux (Milieu) | Carbone T700 | PP en nid d'abeille | Pression à froid | $60–$130 |
| Meilleur (Premium) | T700/T800 Carbone | Gen 3–Gen 5 | Thermoformé | $130–$280+ |
Le niveau d'entrée capture le volume et les nouveaux joueurs. Le niveau intermédiaire génère des revenus Amazon FBA. Le niveau premium thermoformé ancre la crédibilité de la marque, génère la plus haute marge par unité et crée la preuve sociale qui valide l'ensemble de la hiérarchie de la marque.
Chronologie : 60–90 jours de la conception à la livraison
Un projet de paddle personnalisé thermoformé standard s'étend de 60 à 90 jours: ingénierie et prototype dans les 15 à 20 premiers jours, production en gros dans 30 à 40 jours, et contrôle de qualité et logistique complétant le reste. Les marques menant des précommandes ou des campagnes Kickstarter peuvent commercialiser en toute confiance pendant que l'inventaire est en transit, à condition qu'elles aient sécurisé un design conforme et pré-testé avant le lancement.
Questions Fréquemment Posées
Quelle est la différence entre les paddles de pickleball thermoformés et ceux en presse froide ?
La différence fondamentale réside dans la méthode de liaison et l'intégrité structurelle qui en résulte. paddles à pression froide utilise des adhésifs structuraux pour lier la face à la noyau en polymère. La face et le noyau restent deux composants séparés. Cette méthode est fiable et économique, mais la liaison adhésive est le point faible structurel : avec le temps, le cyclage thermique et le stress d'impact répété peuvent dégrader la liaison, créant des zones mortes et, finalement, une délaminage complète.
Paddles thermoformés fusionnent la face, le noyau et le bord en une seule structure monobloc grâce à une chaleur et une pression simultanées. Il n'y a aucun point de liaison adhésive. La fibre de carbone traverse continuellement le manche, ce qui répartit le stress de torsion plus uniformément sur toute la surface — produisant un point de frappe 15–20% plus grand qu'un paddle en presse froide de dimensions identiques. Le supplément de prix pour la construction thermoformée est réel (32 $–52 $ OEM contre 15 $–28 $ OEM pour la presse froide en carbone), mais il en va de même pour l'écart de performance et la marge qu'il soutient au détail.
Pourquoi les paddles thermoformés sont-ils plus chers que ceux en presse froide ?
Trois facteurs de coût distinguent la thermoformation de la presse froide au niveau de la fabrication. Premièrement, équipement spécialisé: les fours de thermoformation avec des contrôles de température et de pression précis représentent un investissement en capital significatif que chaque usine ne possède pas. Deuxièmement, temps de cycle plus long: le cycle de chauffage et de refroidissement requis pour fusionner la structure monobloc prend beaucoup plus de temps par unité que la liaison en presse froide, ce qui réduit le débit. Troisièmement, coût des matériaux plus élevé: le processus de thermoformation nécessite des matériaux de surface avec des systèmes de résine spécifiques et des spécifications de pré-preg qui sont plus chers que les feuilles de surface compatibles avec les adhésifs utilisées en presse froide.
La justification commerciale est simple : l'écart de performance entre la thermoformation et la presse froide est clairement perceptible pour les joueurs compétitifs (4.0+ DUPR), et ils sont prêts à payer pour cela. Le supplément de prix de détail pour la thermoformation — typiquement de 50 à 100 $ au-dessus des équivalents en presse froide — dépasse largement la différence de coût de fabrication, ce qui explique pourquoi les paddles thermoformés génèrent les marges brutes les plus élevées dans la catégorie des paddles.
Les paddles thermoformés sont-ils approuvés par l'USAPA ?
Oui — lorsqu'ils sont correctement fabriqués et pré-testés. La construction thermoformée n'est pas intrinsèquement plus ou moins conforme que la presse froide ; la conformité est déterminée par la performance de PBCoR (Coefficient de Restitution) du design spécifique, la rugosité de surface, et les paramètres dimensionnels.
L'avertissement important est que les paddles thermoformés, en raison de leur efficacité structurelle, se rapprochent naturellement de la limite de PBCoR de l'USAPA de 0,43 plus étroitement que les conceptions en presse froide. (Note : l'USAPA a resserré ce seuil de 0,44 à 0,43 en novembre 2025 — les conceptions précédemment approuvées à 0,44 peuvent ne plus être éligibles.) Lors du cycle de certification 2024, 1 713 soumissions ont été traitées avec seulement 1 225 approuvées, avec l'application de PBCoR provoquant une part significative des rejets. Pour les propriétaires de marque, l'implication pratique est claire : ne jamais soumettre un paddle thermoformé à l'USAPA sans validation PBCoR en usine préalable. Le pré-test est la différence entre une approbation de certification et un retard de 4 à 6 semaines plus des frais de soumission inutiles.
Quel est le minimum de commande pour des paddles thermoformés personnalisés ?
La norme historique de l'industrie pour la production de paddles thermoformés personnalisés était 300–500 pièces par design — un MOQ driven par les coûts de mise en place pour les moules de thermoformation et les cycles de chauffage. Cela a créé une barrière de capital qui a rendu les paddles thermoformés inaccessibles pour les propriétaires de marque qui souhaitaient tester le marché avant de s'engager dans un grand inventaire.
Les lignes de production thermoformées optimisées ont changé cette dynamique. Il est désormais possible de se procurer des paddles thermoformés entièrement personnalisés — avec votre logo, votre palette de couleurs, votre matériau de surface et votre spécification de noyau — à MOQ aussi bas que 100 pièces, avec un délai de 60 à 90 jours. Cela est spécifiquement conçu pour les scénarios de test de marché : lancer avec 100 unités, recueillir des avis vérifiés et des retours d'expérience de joueurs DUPR, puis ajuster la seconde production sur la base de données réelles.
Les paddles thermoformés peuvent-ils vraiment rivaliser avec les meilleures marques comme Selkirk et JOOLA ?
La physique ne fait pas de distinction entre les marques historiques et les challengers. Selkirk utilise de la fibre de carbone Toray T700. JOOLA utilise un composite en carbone équivalent T700. Vatic Pro aussi, et vous pouvez le faire également. La chaîne d'approvisionnement de matériaux n'est pas propriétaire — c'est un marché de matériaux composites commerciaux. Un paddle thermoformé construit avec une véritable face en T700, un noyau en mousse EPP Gen 4, et une construction monobloc correctement conçue mesurera le même poids de torsion, poids de balancement, et PBCoR que les modèles phares auxquels il se compare.
L'exemple de Vatic Pro est définitif ici. En construisant selon les mêmes spécifications de matériaux et le même processus de fabrication que les acteurs établis — et en proposant des prix compétitifs — Vatic Pro a construit une base de joueurs compétitifs loyaux sans l'histoire de marque d'un Selkirk ou d'un JOOLA. La différence entre un Vatic Pro thermoformé à 80 $ et un Selkirk Vanguard à 250 $ n'est pas physique. C'est du branding, de l'investissement marketing, et du sponsoring de tournée. Pour une marque challenger, cet écart est comblable. L'écart de matériaux ne l'est pas — c'est exactement pourquoi vous devez commencer par la bonne construction.
Conclusion : Le changement de fabrication est irréversible
L'écart technologique entre les marques premium légendaires et les marques challengers dans le pickleball s'est effectivement réduit. La thermoformage n'est plus un différenciateur exclusif des modèles phares à 250 $ — c'est la nouvelle norme pour toute pagaie positionnée au-dessus de la tranche de prix de 130 $. Les marques qui ont compris cela tôt ont réussi à gagner des parts de marché. Celles qui ne l'ont pas fait sont en train de les perdre.
Pour les acheteurs B2B, la question pertinente n'est plus de savoir s'il faut proposer des pagaies de pickleball thermoformées. Le marché a déjà répondu à cela. La question est de savoir à quel point vous pouvez les sourcer efficacement — au bon MOQ, avec des matériaux pré-testés authentiques, d'une usine qui comprend la conformité PBCoR et qui peut livrer une pagaie certifiable par l'USAPA dans un cycle de 60 à 90 jours.
Le rapport sur le marché du pickleball de QY Research (février 2026) prévoit une accélération continue du segment des pagaies premium jusqu'en 2028. Les marques qui s'établissent dans la construction thermoformée maintenant — avant que la catégorie n'atteigne une saturation complète — disposeront d'une profondeur de catalogue, d'un volume d'avis et de relations de distribution qui se traduisent par un avantage concurrentiel durable.
Si vous évaluez la fabrication de pagaies thermoformées pour votre marque, l'équipe de NexaPaddle travaille directement avec les propriétaires de marque, les vendeurs Amazon FBA et les grossistes à travers un processus de consultation structuré : sélection des matériaux, configuration des moules, tests pré-USAPA, structure de MOQ et planification des délais. L'infrastructure de fabrication est prête. La question est de savoir si votre feuille de route produit l'est.
Références
Coherent Market Insights. (2025). Rapport d'analyse de la taille, de la part et des tendances du marché de l'équipement de pickleball. Le marché de l'équipement de pickleball est évalué à environ 702,9 millions de dollars en 2025.
Association des Professionnels du Pickleball (APP). (2025). Rapport sur la population de joueurs de pickleball aux États-Unis. Plus de 36,5 millions de joueurs enregistrés aux États-Unis.
USA Pickleball. (2024–2025). Rapport annuel sur la certification de l'équipement. 1 713 soumissions de certification traitées en 2024 ; 1 225 approuvées ; 476 nouveaux fabricants certifiés. usapickleball.org.
Données d'analyse de production et de marché de NexaPaddle. (2024–2025). Part de marché des pagaies premium par méthode de construction. Analyse interne indiquant que la construction thermoformée a capturé environ 43 % du segment de marché des pagaies premium depuis 2024.
Analyse structurelle de NexaPaddle. (2024–2025). Étude d'expansion du point idéal thermoformé contre presse à froid. Tests internes comparant la zone de point doux utilisable dans la construction thermoformée unibody par rapport aux équivalents à pression adhésive à dimensions de pagaie identiques. Expansion de 15 à 20 % attribuable à la rigidité en torsion continue du carbone et à une répartition uniforme des contraintes sur la face.
QY Research. (février 2026). Rapport sur le marché mondial du pickleball : analyse de segment et prévisions 2026–2028. Projections de croissance du segment des pagaies premium.
Application des normes d'équipement de USA Pickleball, mai 2024 ; règlement de class action JOOLA, avril 2025. L'USAPA a retiré les pagaies Gen 3 de JOOLA de la liste des équipements approuvés après que les tests sur le marché aient révélé que les unités de détail dépassaient la spécification certifiée PBCoR. Un règlement de class action a été atteint offrant des remboursements de 300 $ par achat ; JOOLA a ensuite déposé une contre-plainte de 200 millions de dollars.
Programme de tests sur site du Golden Ticket de USA Pickleball, janvier 2026. Des tests de pagaies effectués sur site lors de grands événements Golden Ticket ont testé environ 2 000 pagaies ; 6 % (environ 1 sur 17) ont échoué aux tests de conformité.











