
Der Marktwandel
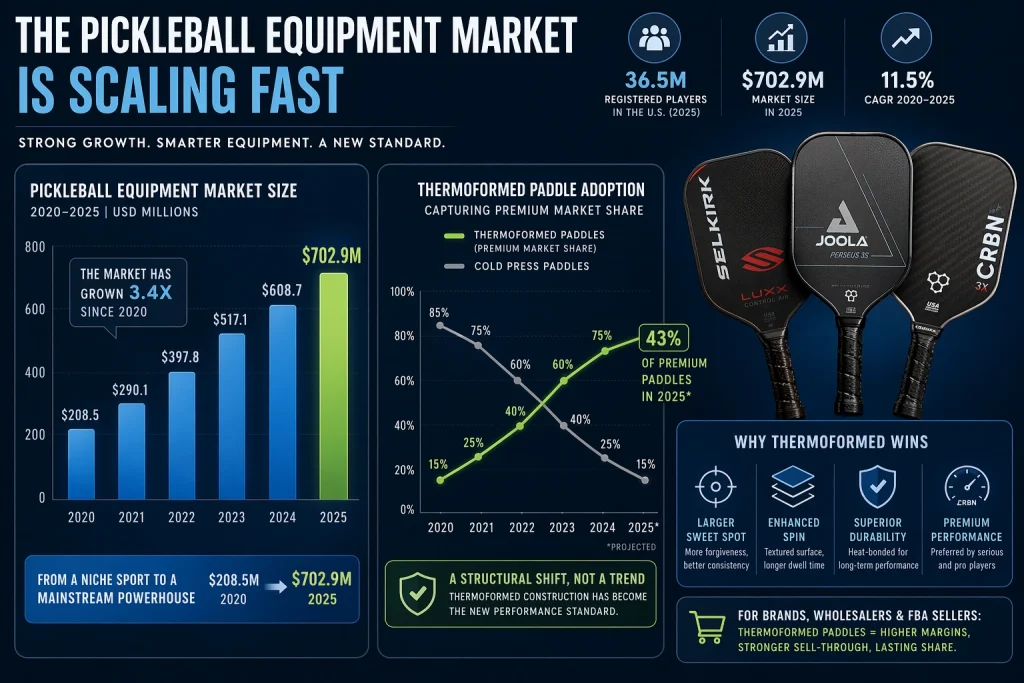
Der Markt für Pickleball-Ausrüstung ist kein Nischenbereich im Sportwarenhandel mehr — er ist eine Mainstream-Industrie. Bewertet mit 702,9 Millionen USD im Jahr 2025, wächst der Markt weiter in einem Tempo, das die Aufmerksamkeit von Markeninhabern, Großhändlern und privaten Sportartikelunternehmen auf sich zieht. Mit 36,5 Millionen registrierten Spielern nur in den Vereinigten Staaten hat die Nachfrage nach Hochleistungs-Ausrüstung das Hobbyisten-Niveau weit überschritten und erreicht ernsthafte, gear-gebildete Athleten, die genau wissen, was sie kaufen.
Innerhalb dieser Wachstumsstory findet auf der Fertigungsebene ein grundlegender Wandel statt. Thermoformbare Pickleball-Schläger haben seit 2024 43% des Premium-Schlägermarktes erobert, womit die Kaltpresskonstruktion verdrängt wurde, die das letzte Jahrzehnt über die Kategorie dominierte. Dies ist kein zyklischer Trend, der durch Marketingneuheiten gelenkt wird. Es handelt sich um einen strukturellen Wandel in der Konstruktion von Schlägern, und die Marken, die dies am frühesten erkannt haben — Selkirk, JOOLA, CRBN — haben ihren Marktanteil direkt dadurch erhöht.
Für B2B-Käufer, die die Produktstrategie bewerten — ob Sie nun Markeninhaber sind, der eine DTC-Linie aufbaut, ein Großhändler, der seinen Katalog erweitert, oder ein Amazon-FBA-Verkäufer, der nach einem hochmargigen SKU sucht — ist das Verständnis der Mechanik und Wirtschaftlichkeit dieses Wandels die wichtigste Due Diligence, die Sie gerade jetzt durchführen können. Die Frage, ob man fortschrittliche Tech-Schläger in einem thermoformbaren Segment führen sollte, ist keine strategische Debatte mehr. Es ist operative Planung.
Was ist thermoformbare Konstruktion genau?
Der Begriff „thermoformbar“ wird in der Pickleball-Branche lose verwendet — oft als Marketingabkürzung für jeden Schläger, der hochwertig klingt. Die tatsächliche Definition der Fertigung ist spezifisch und bedeutungsvoll, und der Leistungsunterschied zwischen echten thermoformbaren Pickleball-Schlägern und ihren Kaltpress-Gegenstücken ist nicht subtil.
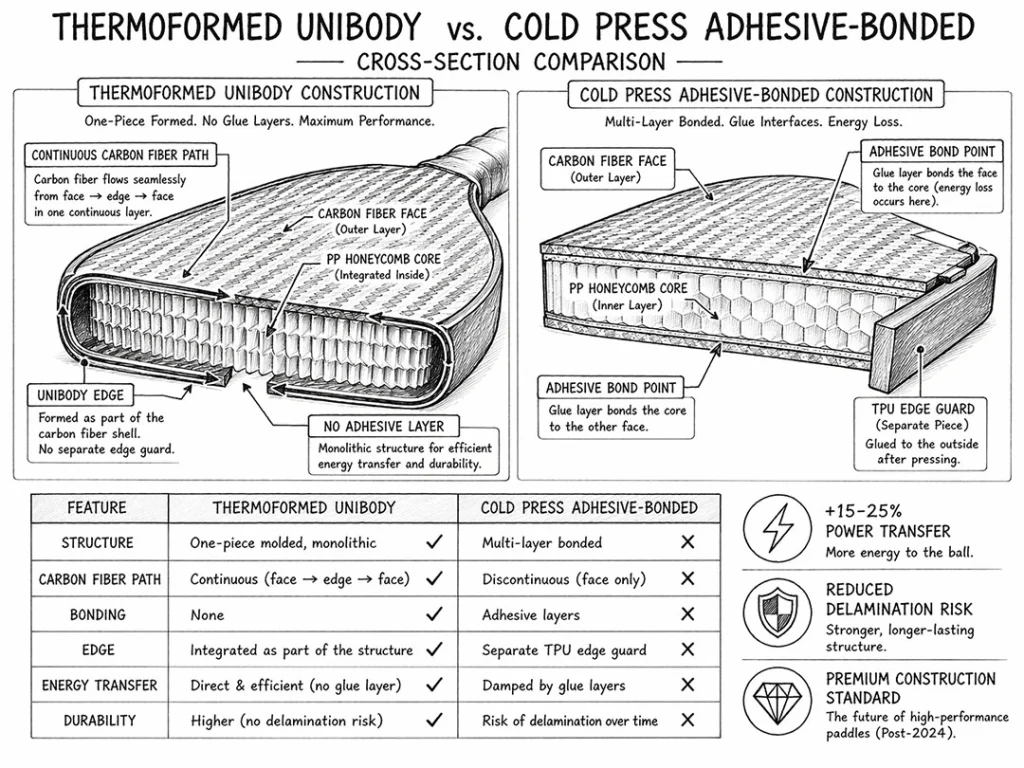
Thermoformbare Konstruktion wendet gleichzeitig Wärme und Druck an, um das Oberflächenmaterial, den Kern und die Kantenstruktur des Schlägers zu einer einzigen, durchgehenden Einheit zu verbinden. Es gibt keine Klebeverbindungen. Die Kohlenstofffaser verläuft ununterbrochen von der Spieloberfläche bis zum Griff — eine strukturelle Kontinuität, die mit Kaltpressmethoden physisch unmöglich zu erreichen ist. Dies ist die ingenieurtechnische Grundlage, die thermoformbare Pickleball-Schläger zur dominierenden Wahl unter fortschrittlichen Tech-Schlägern im Premium-Markt macht.
Kaltpress-Schläger hingegen verbinden das Oberflächenblatt mit dem Kern mithilfe von strukturellen Klebstoffen und üben dann bei Raumtemperatur Druck aus. Die Oberfläche und der Kern bleiben zwei separate Komponenten, die nur durch Kleber zusammengehalten werden. Dies ist eine zuverlässige, kosteneffektive Methode — und sie ist nach wie vor die richtige Wahl für Einstiegs- und Mittelklassensegmente — aber sie hat eine strukturelle Grenze, die durch Klebechemie nicht überwunden werden kann.
Die Leistungsauswirkungen der thermoformbaren Unibody-Struktur sind messbar und erheblich:
- Optimaler Bereich Erweiterung: Thermoformierte Pickleball-Schläger eine nutzbare Sweetspot-Produktion 15–20% größer als Kaltpress-Äquivalente identischer Dimensionen. Dies ist ein direktes Ergebnis davon, dass die kontinuierliche Kohlenstofffaser die Torsionskraft gleichmäßiger über die gesamte Fläche verteilt.
- Delaminierung-Eliminierung: Die häufigste Fehlerursache bei Kaltpress-Schlägern ist die Delaminierung zwischen Oberfläche und Kern — die Klebeverbindung bricht unter wiederholtem thermischen Zyklus und Aufprallstress zusammen, was „tote Stellen“ schafft, die den Schläger unbrauchbar machen. In einer Unibody-Thermoformstruktur ist Delaminierung strukturell unmöglich, weil es keine Bindung gibt, die versagen kann.
- Konsistente Leistungsübertragung: Da die Oberfläche und der Kern als eine Einheit arbeiten, ist der Energieübertrag vom Aufprall zum Ball über die gesamte Fläche vorhersehbarer — nicht nur im geometrischen Zentrum. Spieler beschreiben dies als „keine toten Zonen“ und es ist der taktile Unterschied, der das Verhalten für Mund-zu-Mund-empfehlungen antreibt.
Warum große Marken gewechselt haben
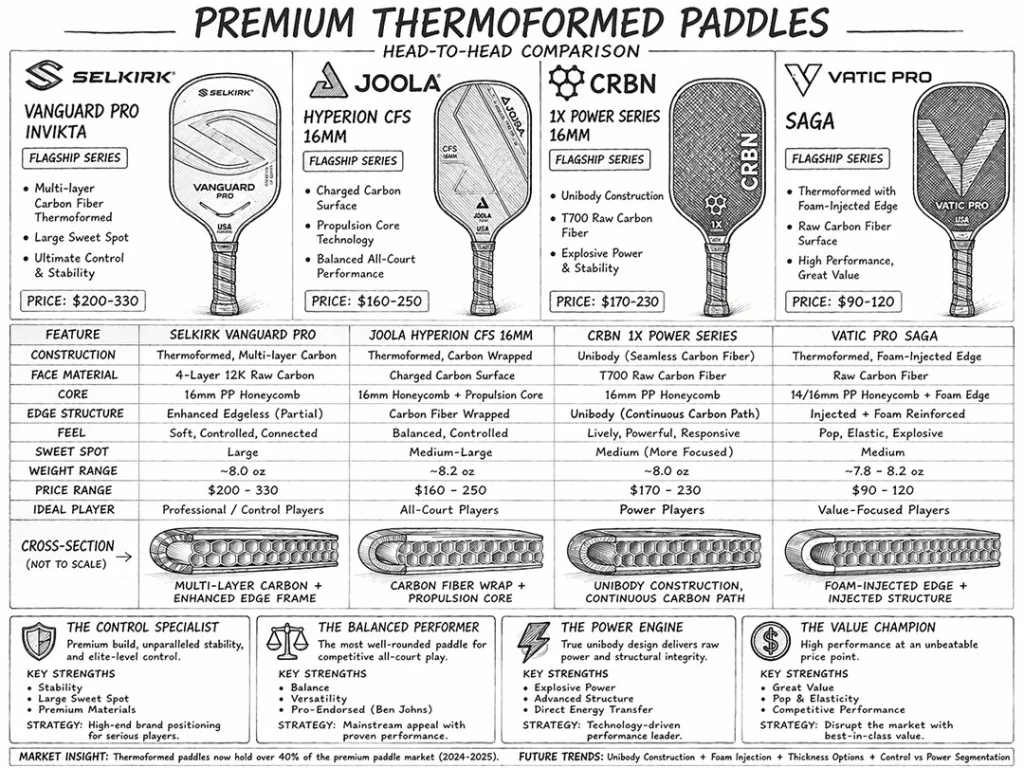
Die Markenadoption der thermoformbaren Konstruktion wurde nicht durch einen einzigen technologischen Durchbruch vorangetrieben. Sie wurde durch Marktrückmeldungen vorangetrieben: Spieler konnten den Unterschied fühlen und waren bereit, dafür zu zahlen. Jede große Marke, die in der Zeitspanne 2023–2025 signifikanten Marktanteil gewonnen hat, hat dies auf Grundlage eines thermoformbaren Flaggschiffs getan. Dies sind nicht nur Premium-Schläger im Branding — sie sind wirklich fortschrittliche Tech-Schläger, die um Fertigungsprozesse gebaut wurden, die objektiv messbare Leistungsgewinne erzeugen.
| Marke | Flaggschiff-Thermoformmodell | Schlüsseltechnologie |
|---|---|---|
| Selkirk | Vanguard-Serie | PureFoam BoomCore + thermoformbare Unibody |
| JOOLA | Perseus Pro IV | Carbon-Forged thermoformbarer Prozess |
| CRBN | TruFoam Genesis | Thermoformbar + solider Schaumkern |
| Vatic Pro | V-SOL-Serie | T700 thermoformbar zum disruptiven Preis von 80–130$ |
| Six Zero | Ruby | Kevlar/Aramid + thermoformbare Konstruktion |
| Engage Pickleball | Alpha (2025) | Thermoformbar, kontrolliert/spin-fokussiert |
Das Muster über jede Marke in dieser Tabelle ist konsistent: Sie verwenden thermoformbare Technologien nicht als visuelle Unterscheidung oder als Marketinglabel. Sie nutzen sie, weil der strukturelle Leistungs-vorteil sich direkt in überprüfbaren Ergebnissen auf dem Platz übersetzt — größerer Sweetspot, konsistentere Leistungsübertragung und längere Lebensdauer des Schlägers.
Der gemeinsame Nenner ist kommerziell, nicht ästhetisch. Spieler auf dem 4.0+ DUPR-Niveau kaufen basierend auf Empfehlungen von Gleichaltrigen und messbaren Leistungsdaten. Wenn ein thermoformbarer Paddle nachweislich einen Kaltpress-Paddle bei veröffentlichten Werten für Drehgewicht, Schwunggewicht und Sweet-Spot-Messungen übertrifft, ist der hohe Preis gerechtfertigt. Und wenn das Flaggschiff eines Unternehmens, der thermoformbare Pickleball-Paddle, der Maßstab ist, den die Wettbewerber erreichen wollen, verbessert sich die Großhandelspreisposition und das Einzelhandelsmargenprofil dieser Marke über die gesamte Produktpalette.
Das Vatic Pro Gehäuse ist besonders lehrreich für B2B-Käufer. Durch die Beschaffung von echten T700 thermoformbarer Konstruktion und die Markteinführung des Produkts zum Preis von 80–130 USD — ein Bruchteil der Preisbereiche von 200–280 USD der etablierten Marken — hat Vatic Pro demonstriert, dass eine leistungsstarke thermoformbare Leistung keine teure Markenheritage erfordert. Die Technologie ist zugänglich. Die Margenmöglichkeiten sind real. Und thermoformbare Pickleball-Paddles in dieser Preisklasse haben den Wettbewerbsmarkt erweitert, anstatt ihn zu kannibalisieren.
Die Reife des thermoformbaren Marktes zeigt sich weiter in den auftauchenden IP-Streitigkeiten über die Konstruktion selbst. Ende 2025 reichte CRBN eine Klage wegen Patentverletzung gegen Vatic Pro über die Methoden der thermoformbaren Konstruktion ein — ein klares Signal dafür, dass die Technologie von der Innovationsphase in einen etablierten Branchenstandard übergegangen ist. Wenn etablierte Unternehmen mit Rechtsstreitigkeiten beginnen, um das thermoformbare IP zu schützen, fragt der Markt nicht mehr, ob die Technologie von Bedeutung ist. Er fragt, wer die beste Umsetzung davon besitzt.
Der Technologiestack hinter modernen thermoformbaren Paddles
Der Leistungsunterschied zwischen einem generischen thermoformbaren Paddle und einem wirklich fortschrittlichen beruht auf vier Technologiebereichen: Oberflächenmaterial, Kernarchitektur, Baugeometrie und leistungsoptimierte Leistungsmetriken. Dieses Verständnis trennt die B2B-Käufer, die echte fortschrittliche Technologien kaufen, von denen, die in Marketingaussagen ohne technische Substanz investieren.
Oberflächenmaterialien
Toray T700 Carbonfaser ist zur Branchenbasislinie für Wettbewerbsgrade geworden. Pickleball-Schläger aus KohlefaserJeder aktuelle Flaggschiff-Pickleball-Paddle auf dem Markt — Selkirk Vanguard, JOOLA Perseus, Vatic Pro V-SOL — verwendet T700 oder ein T700-Äquivalent als Grundlage. Die rohe gewobene Oberfläche erzeugt über 2,300 U/min Spin ohne jegliche Oberflächenbehandlung, eine Zahl, die Paddle mit Sprühgrit nicht konstant nach den ersten 60–90 Tagen Nutzung erreichen können.
Die Materialleiter bewegt sich von dort nach oben. T800-Kohlenstoff, gewebt mit Titanfaden liefert höhere Steifigkeits-zu-Gewichts-Verhältnisse und verbesserte Spin-Textur — die Wahl für Marken, die sich über der Einzelhandelsstufe von 180 USD positionieren. An der Spitze der Reihe, Kevlar- und Aramid-Hybridoberflächen (verwendet auf Paddles wie dem Six Zero Ruby) führen ein deutlich anderes Gefühl ein — weicher, mehr 'plüschig' — das physisch unmöglich nur mit rohem Kohlenstoff zu reproduzieren ist.
Der entscheidende Vorteil jeder authentischen rohen Verbundoberfläche gegenüber Sprühgrit-Alternativen ist die Langlebigkeit der Textur. Sprühgrit ist eine Kostenreduzierungsmaßnahme, die vorhersehbar und schnell abbaut. Eine Marke, die Sprühgrit-Paddles in der Premium-Kategorie ausliefert, wird innerhalb weniger Monate Rückgaben und negative Bewertungen erzeugen. Die rohe Kohlenstofftextur behält ihre spin-generierenden Eigenschaften während der funktionalen Lebensdauer des Paddles.
Kern-Evolution
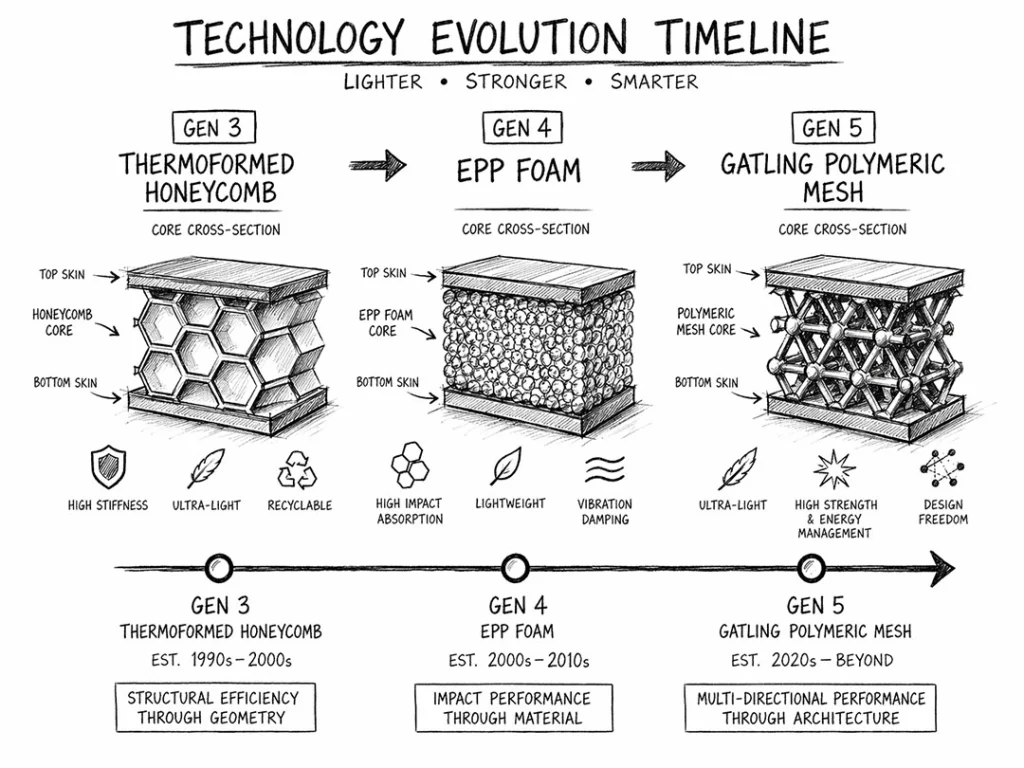
Die Kernarchitektur innerhalb eines thermoformbaren Paddles hat seit 2022 schnelle generationalen Fortschritte durchlaufen:
- Gen 3 thermoformbare Wabenstruktur: Immer noch hochgradig tragfähig und weit verbreitet im Premium-Segment. Entwickelte PP-Wabenstruktur mit engerer Zellgeometrie als Standard-Kaltpresskerne, optimiert für den thermischen Bindungsprozess.
- Gen 4 EPP/MPP-Schaum: Erweiterte Polypropylen- und Mehrzweck-Polypropylen-Schaumkerne — verwendet in Selkirks BoomCore und CRBNs TruFoam — beseitigen vollständig den ‘Kernbruch’-Fehlermodus, der frühe thermoformbare Modelle unter hochfrequenten Wettkampfbedingungen beeinträchtigte. Schaum reduziert auch erheblich die Vibrationsübertragung, was für geräuschempfindliche Gemeinschaften und Spieler, die mit Armermüdung zurechtkommen, von Bedeutung ist. Für Marken, die Schaumkernkonstruktionen beziehen, ist die Zusammenarbeit mit einem Spezialisten in Pickleball-Schläger mit Schaumkern der richtige Ausgangspunkt.
- Gen 5 Gatling-Polymernetz: Die Spitze der Kerntechnologie. Die entwickelte Geometrie des polymeren Netzes ist darauf ausgelegt, die Energie-Rückgabe am äußeren Rand des erlaubten PBCoR-Grenzwertes der USAPA zu maximieren — maximalen legalen Leistungsoutput bei gleichzeitiger Einhaltung der Zertifizierung zu liefern.
Randloses Design
Einer der am wenigsten diskutierten, aber wirtschaftlich relevantesten Vorteile der thermoformbaren Konstruktion ist, was sie am Rand ermöglicht: edelrandloses Design. Weil die Unibody-Struktur ausreichend strukturelle Integrität ohne einen separaten Randschutz bietet, können thermoformbare Paddles ohne das traditionelle Gummi- oder Polymerrandband hergestellt werden, das ungefähr 8–10 % der Schlagfläche des Paddels einnimmt.
Das Ergebnis ist eine maximale nutzbare Schlagfläche innerhalb der von der USAPA reglementierten Paddle-Dimensionen. Für Spieler bedeutet dies, dass mehr von der Schlagfläche im Sweet Spot 'aktiv' ist. Für Marken signalisiert die randlose Konstruktion eine Premium-Positionierung sowohl visuell als auch funktional. Partner, die sich auf randlosen Pickleballschläger spezialisiert haben, können Ihnen helfen, die Anforderungen an die Formtechnik für diesen Konstruktionsansatz zu verstehen.
Leistungsmetriken
Ernsthafte B2B-Käufer sollten thermoformbare Paddle-Designs anhand objektiver physikalischer Benchmarks bewerten, nicht anhand von Marketingansprüchen. Die folgende Tabelle definiert die Kennzahlen, die für eine Premium-Positionierung wichtig sind:
| Metrisch | Definition | Premium-Benchmark | Warum es wichtig ist |
|---|---|---|---|
| Drehgewicht | Widerstand gegen Verdrehen bei versetzten Treffern | 6.5+ | Ein höheres Drehgewicht erweitert den funktionalen Sweet Spot; reduziert das Handgelenkdrehmoment bei Fehlschlägen |
| Schwunggewicht | Die Verteilung der Paddle-Masse, die während des Schwungs wahrgenommen wird | 110–120 | Balanciert die Handgeschwindigkeit an der Küchenlinie gegen den Durchtriebs. |
| Dwell Time | Millisekunden, in denen der Ball mit der Schlagfläche in Kontakt bleibt | Kernabhängig | Längeres Verweilen (von Schaum/Kevlar) ermöglicht mehr Spin-Manipulation und Touch-Schläge. |
| PBCoR | Restitutionskoeffizient (Abweichung/Rückgabe) | ≤ 0.43 (USAPA, verschärft Nov 2025) | Gewährleistet maximale Leistungsabgabe, ohne die Tests zur Ausgangsgeschwindigkeit zu bestehen. |
Dies sind engineering-Ziele. Eine Premium-OEM-Fabrik wird Ihr Paddle so gestalten, dass es diese Benchmarks nach Spezifikation trifft, nicht nach Schätzung.
Der Compliance-Faktor: USAPA und PBCoR
Jede seriöse Marke, die in den Markt für thermoformte Pickleball-Schläger eintritt, muss den regulatorischen Kontext verstehen. Der Zertifizierungszyklus 2024–2025 der USAPA stellte die bedeutendste Compliance-Störung dar, die die Branche je erlebt hat.
Im Jahr 2024 bearbeitete USA Pickleball 1.713 Zertifizierungsanträge. Von diesen wurden nur 1.225 genehmigt. — eine bedeutende Ablehnungsquote, die hauptsächlich durch die Durchsetzung des PBCoR bedingt war. Der Standard des Koeffizienten der Restitution, der regelt, wie viel "Trampolinen-Effekt" eine Schlägerfläche erzeugen kann, wurde nach einer Phase lockerer Aufsicht streng durchgesetzt. Das Ergebnis war eine Welle von Aberkennungen, die Marken betraf, die ihre Designs nicht ausreichend im Voraus gegen die neuen Durchsetzungsstandards getestet hatten.
Das wichtigste regulatorische Ereignis in der Geschichte der thermoformten Schläger fand im Mai 2024 statt, als die USAPA die gesamte JOOLA Gen 3 Schlägerlinie von ihrer genehmigten Ausrüstungsliste entfernte. Tests nach dem Verkauf ergaben, dass Einzelhandelsgeräte erheblich mehr Schaumstoff enthielten als die zur Genehmigung eingereichten Zertifizierungsproben – eine Produktionsabweichung, die ihre tatsächlichen PBCoR-Werte über die zulässige Grenze hinausdrängte. Die Folgen waren schwerwiegend: Eine Klage wurde mit Rückerstattungen von 300 $ pro Kauf beigelegt, und JOOLA reichte eine Klage über 200 Millionen $ gegen den Testprozess ein. Der Vorfall führte zu einer sofortigen Verschärfung der Durchsetzung des PBCoR über das gesamte zertifizierte Schlägerkatalog, und veränderte dauerhaft, wie die USAPA das Verhältnis zwischen Zertifizierungsproben und Einzelhandelsproduktion behandelt. Für legitime thermoformte Hersteller, die Konsistenz zwischen Proben und Produktion aufrechterhalten, ist das JOOLA-Durchsetzungsereignis eindeutig positiv: Es hat eine Kategorie von nicht konformen Produkten aus dem Wettbewerb entfernt und festgestellt, dass Abstriche bei den Schaumstoffspezifikationen existenzielle Konsequenzen haben.
Die USAPA hat die Durchsetzung inzwischen über das Zertifizierungslabor hinaus bis zum Gericht selbst ausgeweitet. Bei den großen Golden Ticket Veranstaltungen 2026 wurden vor Ort Tests an etwa 2.000 Schlägern durchgeführt – und die Fehlerquote betrug 6 %. Einer von siebzehn Wettspielern erschien zu einer genehmigten Veranstaltung mit einem nicht konformen Schläger. Diese Zahl verdeutlicht genau, warum die Vorabprüfung auf Werksebene, bevor ein Produkt jemals verschickt wird, für Markeninhaber, die den Turnierspielersegment bedienen wollen, nicht optional ist. Die Strafen für die bewusste Verwendung eines nicht konformen Schlägers spiegeln die Ernsthaftigkeit wider, mit der die USAPA dieses Thema mittlerweile behandelt: Erstverstoß 1.000 $; wiederholte Verstöße bis zu 50.000 $.
Für thermoformte Schläger ist die Compliance-Herausforderung ausgeprägter als bei kalten Pressmodellen. Die strukturelle Effizienz der einteiligen Konstruktion thermoformter Pickleball-Schläger – genau das Merkmal, das dazu führt, dass diese Schläger besser abschneiden – bedeutet auch, dass sie sich naturgemäß näher an die PBCoR-Grenze annähern. Ein Schläger, der im Werk mit 0,43 getestet wird, kann unter der kalibrierten Ausrüstung der USAPA mit 0,445 getestet werden, was zu einer Ablehnung führt.
Das ist paradoxerweise gute Nachrichten für Qualitätshersteller von thermoformten Schlägern. Die Durchsetzungswelle des PBCoR filtert systematisch das Segment der "falschen thermoformten" Produkte heraus – Fabriken, die minimalen Druck auf eine Kaltpresskonstruktion anwenden und das Ergebnis als thermoformt vermarkten. Diese Paddel aus gefälschten Prozessen scheitern in zwei Punkten: Sie besitzen nicht die strukturelle Leistung echter thermoformter Konstruktion und sind wahrscheinlicher nicht konform oder nähern sich der PBCoR-Compliance in einer Weise, die ein Zertifizierungsrisiko schafft. Wenn Regulierungsbehörden die Einhaltung der Standards durchsetzen, gewinnt die echte thermoformte Konstruktion definitionsgemäß.
Die Falle für Markeninhaber besteht darin, von Fabriken zu beziehen, die nicht vorab testen können. Einen Schläger ohne interne PBCoR-Validierung bei der USAPA einzureichen, ist ein teures Glücksspiel – die Zertifizierung kostet 500–1.200 $ pro Design und dauert 4–6 Wochen. Eine Ablehnung verschwendet beides.
Der Geschäftsnutzen für Markeninhaber
Dies ist der Abschnitt, der Herstellungswissen in finanzielle Entscheidungsfindung umwandelt.
Die Kostenstruktur
Die Beschaffung von echten thermoformten Pickleball-Schlägern als OEM trägt die folgenden wirtschaftlichen Aspekte zu den aktuellen Marktpreisen:
| Stufe | Gesicht | Kern | Geschätzte OEM-Kosten | Zielhandel | Geschätzte Bruttomarge |
|---|---|---|---|---|---|
| Mittleres Premium | T700 Carbon | Gen 3 Honigwabe | $32–$42/Einheit | $129–$169 | 55–65% |
| Premium | T700/T800 Carbon | Gen 4 EPP-Schaum | $42–$52/Einheit | $169–$249 | 58–68% |
| Flaggschiff | T800+Ti / Kevlar | Gen 5 Gatling | $55–$75/Einheit | $249–$319 | 60–72% |
OEM-Kostenschätzungen sind FOB und variieren je nach Volumen, Anpassungsgrad und Rohmaterialbedingungen.
Diese Margenprofile sind deutlich günstiger als kalte Pressäquivalente auf derselben Einzelhandelsstufe, da die Leistungsfähigkeit der thermoformten Konstruktion den Premium-Verkaufspreis unterstützt. Eine Marke, die einen echten thermoformten Pickleball-Schläger für $149 verkauft, genießt mehr Verbrauchervertrauen als eine, die einen Kaltpress-Kohlenstoffschläger zum gleichen Preis verkauft, was die Rückgabequote direkt senkt und die effektive Marge verbessert. Dies ist die kommerzielle Logik, die fortschrittliche Technologiemodelle zu einer strukturellen Margenchance macht, nicht nur zu einer Produktkategorie.
Der MOQ-Vorteil
Historisch gesehen erforderte die Produktion von thermoformten Schlägern 300–500 Einheit Mindestbestellungen um die Mold-Setup- und Heizzykluswirtschaftlichkeit zu rechtfertigen. Dies stellte eine erhebliche Kapitalbarriere für aufstrebende Marken dar. Der Markt hat sich entwickelt: Zweckoptimierte Fertigungslinien für thermoformte Schläger können nun MOQs von nur 100 Stück pro Design.
Das ist kommerziell bedeutend. Ein erster Run von 100 Stück ermöglicht es einem Markeninhaber:
- Marktreaktionen mit geringem Lagerengagement zu testen
- Verifizierte Bewertungen zu generieren, bevor die Produktion ausgeweitet wird
- Das Material oder die Kernwahl zwischen den Produktionen zu iterieren
- Den Cashflow ohne eine Investitionsverknüpfung von 15.000–25.000 $ im Startbereich zu verwalten
Die Vatic Pro Fallstudie
Vatic Pro ist der klarste Beweis dafür, dass der thermoformte Markt für Herausforderer zugänglich ist. Durch die Beschaffung echter T700 thermoformter Konstruktion und den Launch zu Preisen zwischen $80–$130 – Preisen, die 40–50 % unter Selkirks entsprechender Stufe liegen – hat Vatic Pro ein bedeutendes Segment von Wettspielern gewonnen, die verstanden haben, dass nicht die Erbe-Marke, sondern die Technologie der Leistungsfaktor war.
Das Beispiel Vatic Pro zeigt etwas strukturell Wichtiges: der Premium-Schlägermarkt erfordert kein Marketingbudget, das mit einer Traditionsmarke übereinstimmt. Er benötigt eine Beschaffungsstrategie und ein Produkt, das technische Prüfungen standhalten kann. Die Spieler, die in dieser Preisklasse kaufen, informieren sich, lesen die Twist-Gewichts-Daten, sehen die Vergleichsvideos. Wenn die Physik stimmt, kann die Marke konkurrieren.
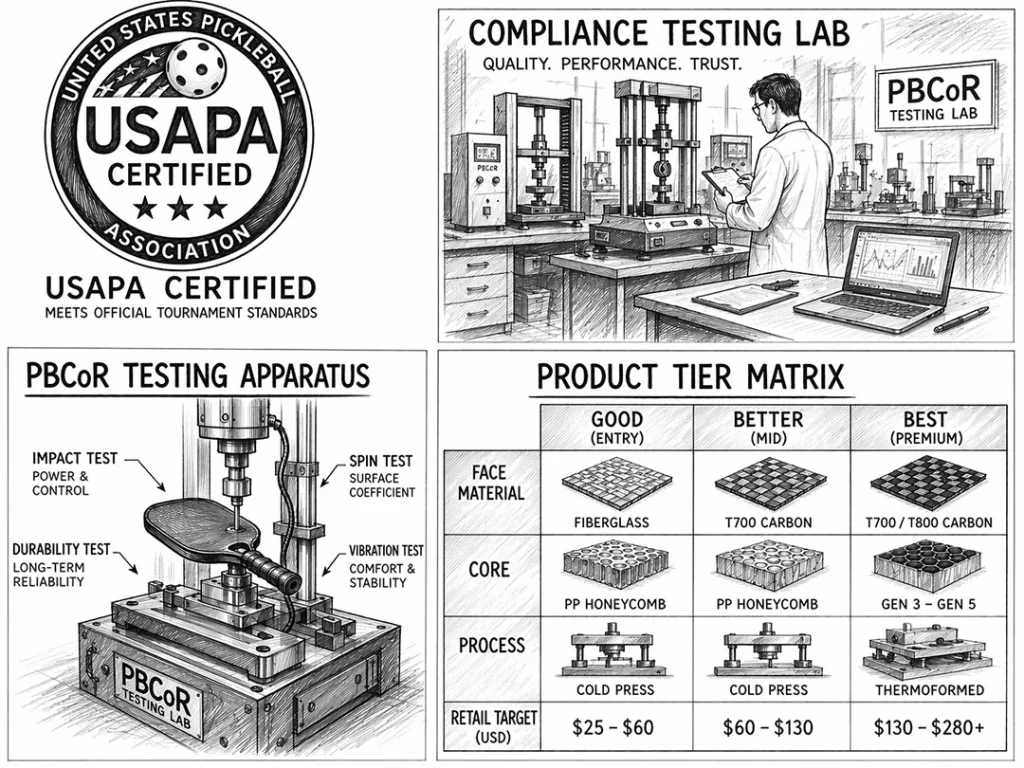
Die Good-Better-Best Produktmatrix
Für benutzerdefinierte OEM-Pickleball-Paddles, die resiliente Produktarchitektur setzt eine dreistufige Material- und Fertigungsstrategie um:
| Stufe | Gesicht | Kern | Prozess | Ziel - Einzelhandel |
|---|---|---|---|---|
| Gut (Einsteiger) | Glasfaser | PP-Wabenstruktur | Kaltpressung | $25–$60 |
| Besser (Mittelklasse) | T700 Carbon | PP-Wabenstruktur | Kaltpressung | $60–$130 |
| Am besten (Premium) | T700/T800 Carbon | Gen 3–Gen 5 | Thermoformiert | $130–$280+ |
Die Einstiegsstufe erfasst Volumen und neue Spieler. Die mittlere Stufe generiert Amazon FBA-Einnahmen. Die thermoformte Premium-Stufe verankert die Marken-Kredibilität, generiert die höchste Marge pro Einheit und schafft den sozialen Beweis, der die gesamte Markenhierarchie validiert.
Zeitplan: 60–90 Tage von Konzept bis Lieferung
Ein standardisiertes Projekt für einen thermoformten maßgefertigten Schläger erstreckt sich über 60 bis 90 Tage.: Ingenieurwesen und Prototypen in den ersten 15–20 Tagen, Serienproduktion in 30–40 Tagen, QC und Logistik vervollständigen den Rest. Marken, die Vorbestellungen oder Kickstarter-Kampagnen durchführen, können selbstbewusst vermarkten, während die Bestände im Transit sind, vorausgesetzt, sie haben ein vorab getestetes, konformitätsbereites Design vor dem Launch sichergestellt.
Häufig gestellte Fragen
Was ist der Unterschied zwischen thermoformierten und Kaltpress-Pickleball-Schlägern?
Der grundlegende Unterschied liegt in der Bonding-Methode und der resultierenden strukturellen Integrität. Kaltpressschläger verwenden strukturelle Klebstoffe, um das Deckblatt mit dem Polymerkern zu verbinden. Das Deckblatt und der Kern bleiben zwei separate Komponenten. Diese Methode ist zuverlässig und kosteneffektiv, aber der Kleber ist der strukturelle Schwachpunkt - über die Zeit können thermische Zyklen und wiederholter Impactstress die Verbindung schwächen und tote Stellen sowie schließlich vollständige Delaminierung verursachen.
Thermoformierte Schläger verschmelzen das Deckblatt, den Kern und die Kante zu einer einzigen Monokörperstruktur durch gleichzeitige Hitze und Druck. Es gibt keine Klebeverbindungen. Die Carbonfaser verläuft kontinuierlich durch den Griff, was die torsionalen Spannungen gleichmäßiger über die gesamte Fläche verteilt - was eine größere Trefferfläche erzeugt 15–20% größer als ein Kaltpress-Schläger mit identischen Abmessungen. Der Preisaufschlag für thermoformierte Konstruktionen ist real ($32–$52 OEM gegenüber $15–$28 OEM für Kaltpress-Carbon), ebenso wie die Leistungsdiskrepanz und die Marge, die sie im Einzelhandel unterstützt.
Warum sind thermoformierte Schläger teurer als Kaltpress?
Drei Kostentreiber unterscheiden thermoformierte von Kaltpress auf der Fertigungsebene. Erstens, spezialisierte Ausrüstung: Thermoformöfen mit präzisen Temperatur- und Druckkontrollen stellen eine erhebliche Kapitalinvestition dar, die nicht jede Fabrik hat. Zweitens, längere Zykluszeit: Der Heiz- und Kühlzyklus, der erforderlich ist, um die Monokörperstruktur zu verschmelzen, dauert pro Einheit erheblich länger als das Kaltpress-Bonden, was den Durchsatz verringert. Drittens, höhere Materialkosten: Der Thermoformprozess erfordert Deckmaterialien mit spezifischen Harzsystemen und Fertigstellungen, die teurer sind als die kleberkompatiblen Deckblätter, die im Kaltpress verwendet werden.
Die kommerzielle Rechtfertigung ist einfach: Die Leistungsdifferenz zwischen thermoformierten und Kaltpress ist für wettbewerbsfähige Spieler (4.0+ DUPR) offenbar wahrnehmbar, und sie sind bereit, dafür zu zahlen. Der Einzelhandelspreisaufschlag für thermoformierte Produkte - typischerweise $50–$100 über Kaltpress-Äquivalenten - übersteigt bei weitem die Herstellungskosten, was erklärt, warum thermoformierte Schläger die höchsten Bruttomargen in der Schlägerkategorie erzeugen.
Sind thermoformierte Schläger von der USAPA genehmigt?
Ja - wenn sie ordnungsgemäß hergestellt und vorab getestet werden. Die thermoformierte Konstruktion ist nicht von Natur aus mehr oder weniger konform als Kaltpress; die Konformität hängt von der spezifischen Konstruktion und deren PBCoR (Restitutionskoeffizient)-Leistung, Oberflächenrauhigkeit und Dimensionierungsparametern ab.
Die wichtige Einschränkung ist, dass thermoformierte Schläger aufgrund ihrer strukturellen Effizienz näher an der USAPA PBCoR-Grenze von 0,43 liegen als Kaltpress-Designs. (Hinweis: Die USAPA hat diesen Grenzwert im November 2025 von 0,44 auf 0,43 gesenkt - Designs, die zuvor mit 0,44 genehmigt wurden, erfüllen möglicherweise nicht mehr die Anforderungen.) Im Zertifizierungszyklus 2024 wurden 1.713 Einreichungen bearbeitet und nur 1.225 genehmigt, wobei die Durchsetzung von PBCoR einen erheblichen Teil der Ablehnungen ausmachte. Für Markeninhaber ist die praktische Implikation klar: Reichen Sie niemals einen thermoformierten Schläger bei der USAPA ein, ohne vorher die PBCoR-Validierung im Werk durchzuführen. Vorabtests sind der Unterschied zwischen einer Zertifizierungsfreigabe und einer 4–6-wöchigen Verzögerung sowie verschwendeten Einreichungsgebühren.
Was ist die Mindestbestellmenge für maßgeschneiderte thermoformierte Schläger?
Der historische Industrystandard für die Produktion von maßgeschneiderten thermoformierten Schlägern betrug 300–500 Stück pro Design — eine MOQ, die durch die Einrichtungskosten für Thermoformwerkzeuge und Heizzyklen getrieben wurde. Dies schuf eine Kapitalbarriere, die thermoformierte Schläger für Markeninhaber, die den Markt testen wollten, unzugänglich machte, bevor sie sich zu größeren Beständen verpflichteten.
Optimierte thermoformierte Produktionslinien haben diese Dynamik verändert. Es ist jetzt möglich, vollständig maßgeschneiderte thermoformierte Schläger zu beziehen - mit Ihrem Logo, Farbgebung, Deckmaterial und Kernspezifikation - bei MOQs von nur 100 Stück, mit einer Lieferzeit von 60–90 Tagen. Dies ist speziell für Markttestszenarien ausgelegt: Starten Sie mit 100 Einheiten, sammeln Sie verifizierte Bewertungen und DUPR-Spieler-Feedback, und skalieren Sie die zweite Produktionsreihe basierend auf realen Daten.
Können thermoformierte Schläger wirklich mit Topmarken wie Selkirk und JOOLA konkurrieren?
Die Physik unterscheidet nicht zwischen Traditionsmarken und Herausforderern. Selkirk bezieht Toray T700 Carbonfaser. JOOLA verwendet T700 äquivalente Kohlenstoffverbundstoffe. Das macht auch Vatic Pro so, und das können Sie auch. Die Materialversorgungskette ist nicht proprietär — es handelt sich um einen kommerziellen Markt für Verbundwerkstoffe. Ein thermoformbarer Schläger, der mit echtem T700-Gesicht, einem Gen 4 EPP-Schaumkern und einer richtig konstruierten Unibody-Bauweise gefertigt ist, weist das gleiche Torsionsgewicht, Schwunggewicht und PBCoR wie die führenden Modelle auf, mit denen er verglichen wird.
Das Beispiel Vatic Pro ist hier eindeutig. Durch den Aufbau nach denselben Materialvorgaben und Fertigungsprozessen wie etablierte Spieler — und durch aggressive Preisgestaltung — hat Vatic Pro eine loyale, wettbewerbsfähige Anhängerschaft gebildet, ohne die Markenhistorie eines Selkirk oder JOOLA. Der Unterschied zwischen einem 80$ thermoformbaren Vatic Pro und einem 250$ Selkirk Vanguard ist nicht die Physik. Es sind Branding, Marketinginvestitionen und Turniersponsoring. Für eine Herausforderermarke ist diese Lücke überbrückbar. Die Materiallücke jedoch nicht — weshalb Sie von Beginn an mit der richtigen Konstruktion starten müssen.
Fazit: Der Wandel in der Fertigung ist unumkehrbar.
Die technologischen Unterschiede zwischen etablierten Premium-Marken und Herausforderermarken im Pickleball sind effektiv geschrumpft. Thermoformen ist kein Alleinstellungsmerkmal mehr, das nur $250-Flaggschiffmodelle vorbehalten ist – es ist die neue Basislinie für jeden Schläger, der über der Einzelhandelspreisspanne von $130 positioniert ist. Die Marken, die dies frühzeitig erkannt haben, konnten ihren Marktanteil ausbauen. Die Marken, die es nicht getan haben, verlieren ihn.
Für B2B-Käufer ist die relevante Frage nicht mehr ob thermoformbare Pickleball-Schläger anzubieten. Der Markt hat das bereits beantwortet. Die Frage ist wie effizient Sie sie beschaffen können – zur richtigen Mindestbestellmenge, mit echten, vorab getesteten Materialien, von einer Fabrik, die die PBCoR-Compliance versteht und einen USAPA-zertifizierbaren Schläger in einem 60–90-Tage-Zyklus liefern kann.
Der QY Research Pickleball Marktbericht (Februar 2026) prognostiziert eine weiterhin steigende Nachfrage im Premium-Schlägersegment bis 2028. Die Marken, die sich jetzt – bevor die Kategorie vollständig gesättigt ist – im thermoformbaren Bau etablieren, werden über die Katalogtiefe, das Prüfungsvolumen und die Vertriebsbeziehungen verfügen, die sich zu einem dauerhaften Wettbewerbsvorteil summieren.
Wenn Sie die Herstellung von thermoformbaren Schlägern für Ihre Marke bewerten, arbeitet das Team von NexaPaddle direkt mit Markeninhabern, Amazon FBA-Verkäufern und Großhändlern durch einen strukturierten Beratungsprozess: Materialauswahl, Formkonfiguration, Pre-USAPA-Tests, MOQ-Struktur und Zeitplanung. Die Herstellungsinfrastruktur ist bereit. Die Frage ist, ob Ihr Produktfahrplan es auch ist.
Referenzen
Coherent Market Insights. (2025). Marktanalysebericht zur Größe, zum Anteil und zu den Trends der Pickleball-Ausrüstung. Der Markt für Pickleball-Ausrüstung wurde im Jahr 2025 auf etwa 702,9 Millionen US-Dollar geschätzt.
Vereinigung der Pickleball-Profis (APP). (2025). Bericht über die US-amerikanische Pickleball-Spielerpopulation. Über 36,5 Millionen registrierte Spieler in den Vereinigten Staaten.
USA Pickleball. (2024–2025). Jahresbericht zur Zertifizierung von Ausrüstungen. 1.713 Zertifizierungseinreichungen im Jahr 2024 verarbeitet; 1.225 genehmigt; 476 neue Hersteller zertifiziert. usapickleball.org.
NexaPaddle Produktions- und Marktforschungsdaten. (2024–2025). Marktanteil der Premium-Schläger nach Bauart. Interne Analyse, die zeigt, dass die thermoformbare Bauweise seit 2024 etwa 43% des Premium-Schlägermarktes erobert hat.
NexaPaddle strukturelle Analyse. (2024–2025). Studie zur Expansion des Thermoform- gegenüber Kaltpress-Sweet Spots. Interne Tests zum Vergleich der nutzbaren Sweet-Spot-Fläche in unibody thermoformbaren Konstruktionen versus mit Kleber verbundenen Kaltpress-Äquivalenten bei identischen Schlägerabmessungen. 15–20% Expansion, die auf die kontinuierliche Torsionssteifigkeit von Kohlenstofffasern und die gleichmäßige Stressverteilung über die Schlagfläche zurückzuführen ist.
QY Research. (Februar 2026). Globaler Pickleball Marktbericht: Segmentanalyse und Prognose 2026–2028. Wachstumsprognosen im Premium-Schlägersegment.
Durchsetzung der USA Pickleball Ausrüstungsstandards, Mai 2024; JOOLA-Klageausgleich, April 2025. USAPA entfernte die JOOLA Gen 3 Schläger aus der Liste der genehmigten Ausrüstungen, nachdem bei Marktanalysen festgestellt wurde, dass Einzelhandelsgeräte die zertifizierte PBCoR-Spezifikation überschritten. Ein Vergleich des Klageausgleichs wurde erzielt, der $300 Rückerstattungen pro Kauf beinhaltete; JOOLA reichte anschließend eine Gegenklage über $200 Millionen ein.
USA Pickleball Golden Ticket Vor-Ort-Testprogramm, Januar 2026. Vor-Ort-Tests der Schläger wurden bei großen Golden Ticket-Veranstaltungen durchgeführt, wobei etwa 2.000 Schläger getestet wurden; 6% (etwa 1 von 17) bestanden den Compliance-Test nicht.











