
Il Cambiamento di Mercato
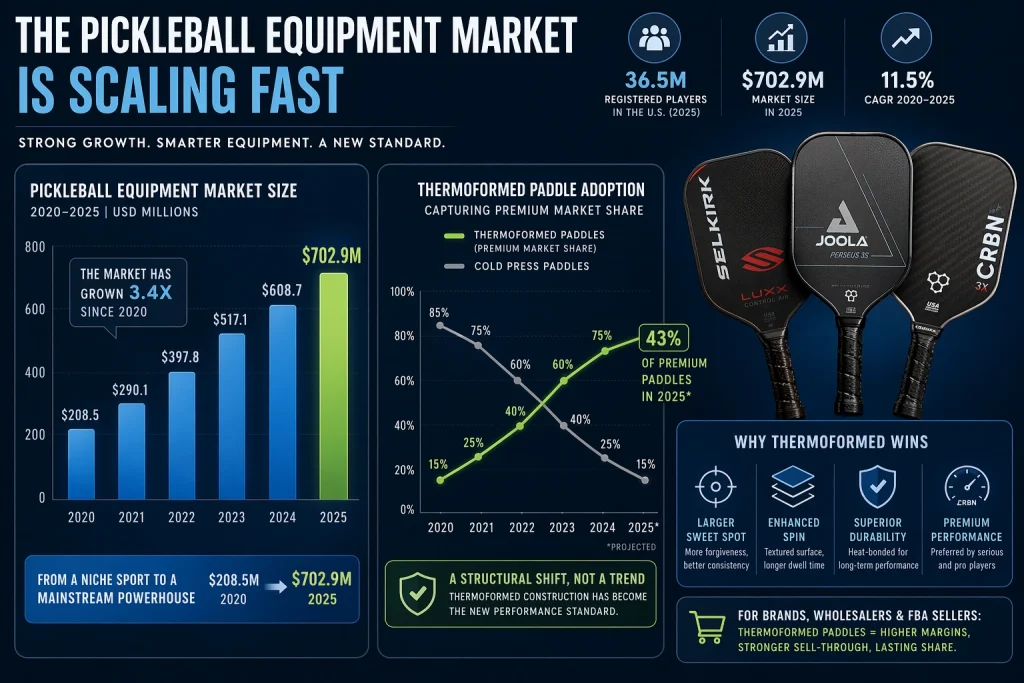
Il mercato degli attrezzi da pickleball non è più una categoria di beni sportivi di nicchia - è un'industria mainstream. Valutato $702.9 milioni nel 2025, il mercato continua a crescere a un ritmo che sta attirando l'attenzione di proprietari di marchi, grossisti e aziende di articoli sportivi supportate da capitale privato. Con 36.5 milioni di giocatori registrati solo negli Stati Uniti, la domanda di attrezzature ad alte prestazioni è andata ben oltre il livello hobbistico nelle mani di atleti seri, esperti d'attrezzature che sanno esattamente cosa stanno comprando.
All'interno di questa storia di crescita, sta accadendo un cambiamento fondamentale a livello di produzione. I paddle da pickleball termoformati hanno catturato il 43% del mercato dei paddle premium dal 2024, sostituendo la costruzione a freddo che ha dominato la categoria per il decennio precedente. Non si tratta di una tendenza ciclica guidata dalla novità di marketing. È una trasformazione strutturale nel modo in cui i paddle sono progettati, e i marchi che l'hanno riconosciuta per primi - Selkirk, JOOLA, CRBN - hanno ampliato il loro vantaggio di quota di mercato come risultato diretto.
Per i compratori B2B che valutano la strategia di prodotto - che tu sia un proprietario di un marchio che costruisce una linea DTC, un grossista che espande il proprio catalogo, o un venditore FBA Amazon alla ricerca di uno SKU ad alto margine - capire la meccanica e l'economia di questo cambiamento è la dovuta diligenza più importante che puoi fare in questo momento. La questione se portare paddle tecnologici avanzati a livello termoformato non è più un dibattito strategico. È pianificazione operativa.
Cosa è Esattamente la Costruzione Termoformata?
Il termine “termoplastico” viene usato in modo vago nell'industria del pickleball, spesso come abbreviazione di marketing per qualsiasi paddle che suoni premium. La definizione di produzione effettiva è specifica e significativa, e la differenza nelle prestazioni tra i veri paddle in termoplastico e i loro omologhi a pressione a freddo non è sottile.
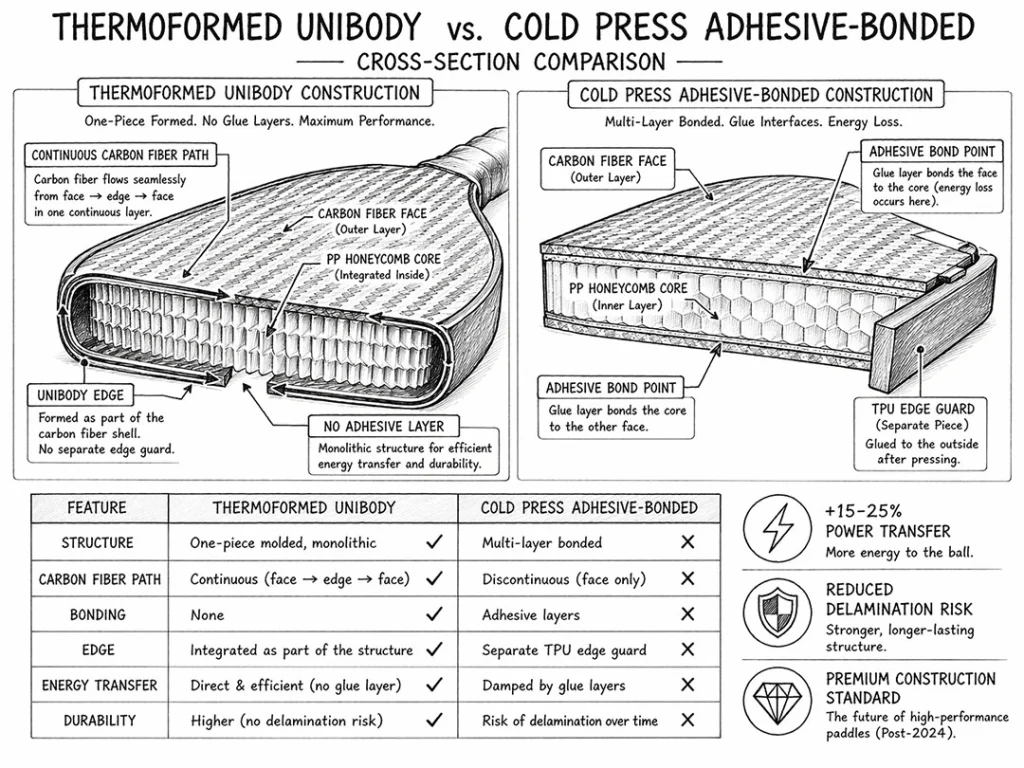
Costruzione termoplastica applica calore e pressione simultaneamente per fondere il materiale della faccia del paddle, il nucleo e la struttura del bordo in un'unità continua unica. Non ci sono punti di legame adesivi. La fibra di carbonio scorre ininterrottamente dalla superficie di gioco attraverso il manico — una continuità strutturale che è fisicamente impossibile da raggiungere con i metodi a pressione a freddo. Questa è la base ingegneristica che rende i paddle in termoplastico la scelta dominante tra i paddle tecnologici avanzati nel mercato premium.
I paddle a pressione a freddo, al contrario, collegano il foglio frontale al nucleo utilizzando adesivi strutturali, applicando poi pressione a temperatura ambiente. La faccia e il nucleo rimangono due componenti separate unite dalla colla. Questo è un metodo affidabile e conveniente — e rappresenta ancora la scelta giusta per i punti di prezzo d'ingresso e di fascia media — ma ha un soffitto strutturale che la chimica adesiva non può superare.
Le implicazioni prestazionali della struttura unibody in termoplastico sono misurabili e significative:
- Espansione del punto dolce: I paddle in termoplastico producono un punto dolce utilizzabile 15–20% più grandi rispetto agli equivalenti a pressione a freddo di dimensioni identiche. Questo è un risultato diretto della distribuzione continua della tensione torsionale della fibra di carbonio su tutta la faccia.
- Eliminazione della delaminazione: La modalità di guasto numero uno dei paddle a pressione a freddo è la delaminazione faccia-nucleo — il legame adesivo si deteriora sotto cicli termici ripetuti e stress da impatto, creando “punti morti” che rendono il paddle inutilizzabile. In una struttura unibody termoplastica, la delaminazione è strutturalmente impossibile perché non c'è un legame da cui fallire.
- Trasmissione di potenza costante: Poiché la faccia e il nucleo si muovono come un'unità, il trasferimento di energia dall'impatto alla palla è più prevedibile su tutta la faccia — non solo al centro geometrico. I giocatori descrivono questa caratteristica come “senza zone morte” ed è la differenza tattile che spinge al passaparola per l'upgrade.
Perché i marchi principali hanno fatto il cambio
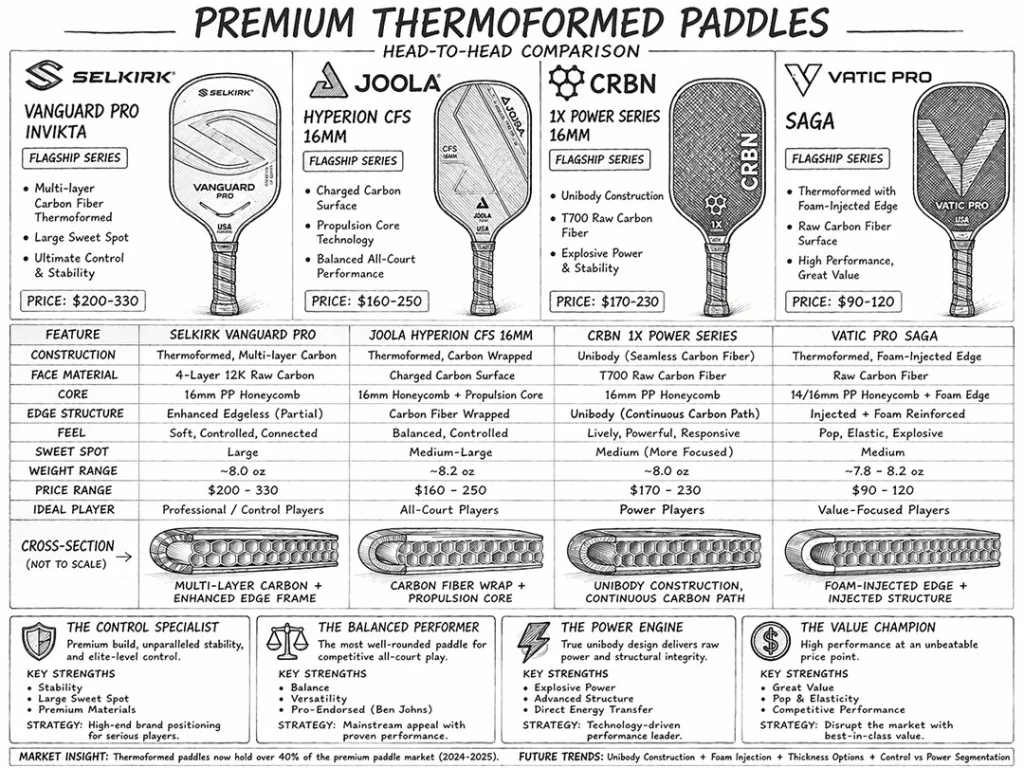
L'adozione di costruzione termoplastica a livello di marchio non è stata guidata da una singola innovazione tecnologica. È stata guidata dal feedback del mercato: i giocatori potevano percepire la differenza e erano disposti a pagare per essa. Ogni marca principale che ha guadagnato quote di mercato significative nel periodo 2023–2025 lo ha fatto grazie a un'ammiraglia termoplastica. Questi non sono paddle premium solo per branding — sono realmente paddle tecnologici avanzati costruiti attorno a processi di produzione che producono guadagni di prestazioni misurabili oggettivamente.
| Marca | Modello termoplastico di punta | Tecnologia chiave |
|---|---|---|
| Selkirk | Serie Vanguard | PureFoam BoomCore + unibody termoplastico |
| JOOLA | Perseus Pro IV | Processo termoplastico in fibra di carbonio |
| CRBN | TruFoam Genesis | Termoplastico + nucleo in schiuma solida |
| Vatic Pro | Serie V-SOL | T700 termoplastico a un prezzo disruptive di $80–$130 |
| Six Zero | Ruby | Kevlar/Aramid + costruzione termoplastica |
| Engage Pickleball | Alpha (2025) | Controllo termoplastico/focalizzato sullo spin |
Il modello comune in ogni marchio in questa tabella è coerente: non stanno usando il termoplastico come un differenziatore visivo o un badge di marketing. Lo stanno usando perché il vantaggio prestazionale strutturale si traduce direttamente in risultati verificabili sul campo — punto dolce maggiore, maggiore coerenza nella potenza, e vita funzionale più lunga del paddle.
Il filo comune è commerciale, non estetico. I giocatori a livello 4.0+ DUPR acquistano sulla base delle raccomandazioni dei pari e dei dati di prestazione misurabili. Quando un paddle termoplastico supera dimostrabilmente un paddle a pressione a freddo nelle misurazioni di peso di torsione pubblicate, peso di oscillazione e dimensioni del punto dolce, il prezzo premium è giustificato. E quando il paddle termoplastico di punta di un marchio è il benchmark a cui i concorrenti aspirano, il potere di prezzo all'ingrosso di quel marchio e il profilo del margine al dettaglio migliorano lungo l'intera linea di prodotto.
Il caso del Vatic Pro è particolarmente istruttivo per gli acquirenti B2B. Sfruttando la vera costruzione termoplastica T700 e portando il prodotto sul mercato a $80–$130 — una frazione dei punti di prezzo dei marchi legacy di $200–$280 — Vatic Pro ha dimostrato che le prestazioni termoplastiche premium non richiedono una heritage di brand premium. La tecnologia è accessibile. L'opportunità di margine è reale. E i paddle in termoplastico a questo livello di prezzo hanno espanso il mercato competitivo piuttosto che cannibalizzarlo.
La maturità del mercato termoplastico è ulteriormente dimostrata dall'emergere di controversie sui diritti di proprietà intellettuale sulla costruzione stessa. Alla fine del 2025, CRBN ha intentato una causa per violazione di brevetto contro Vatic Pro sui metodi di costruzione termoplastica — un chiaro segnale che la tecnologia ha superato la fase d'innovazione ed è diventata uno standard industriale consolidato. Quando i giocatori insediati iniziano a litigare per proteggere la proprietà intellettuale termoplastica, il mercato non sta più chiedendo se la tecnologia conti. Sta chiedendo chi possiede la migliore implementazione.
Il stack tecnologico dietro i moderni paddle in termoplastico
Il divario di prestazioni tra un paddle termoplastico generico e uno realmente avanzato scende a quattro strati tecnologici: materiale della faccia, architettura del nucleo, geometria di costruzione e metriche di prestazione ottimizzate per la conformità. Comprendere questo stack è ciò che separa gli acquirenti B2B che si procurano veri paddle tecnologici avanzati da quelli che si lasciano ingannare da affermazioni di marketing senza sostanza ingegneristica.
Materiali della superficie
, una superficie che massimizza il Coefficiente di Frizione (COF) per un potenziale di rotazione a livello di torneo. Questa finitura in fibra di carbonio grezza fornisce la trama e l'aderenza alla palla che i giocatori seri richiedono. Per i marchi che cercano di enfatizzare la durata, offriamo paddle rinforzati in Kevlar che aumentano drammaticamente la resistenza alla compressione del nucleo e la durata complessiva. Questa scelta di materiale ti consente di creare un livello di prodotto distintivo per le tue esigenze di produzione di pickleball private label. è diventato il baseline dell'industria per il livello di competizione paddles da pickleball in fibra di carbonio. Ogni paddle termoplastico di punta attualmente sul mercato — Selkirk Vanguard, JOOLA Perseus, Vatic Pro V-SOL — utilizza T700 o un equivalente T700 come fondamento. La superficie tessuta grezza genera fino a 2.300 RPM di spin senza alcun trattamento superficiale, una cifra che i paddle a grana spray non possono eguagliare costantemente dopo i primi 60–90 giorni di utilizzo.
La scala dei materiali si muove in alto da lì. La fibra di carbonio T800 tessuta con filo di titanio offre rapporti di rigidità-peso superiori e una texture di spin migliorata — la scelta per i marchi che si posizionano sopra il livello di vendita al dettaglio di $180. Facce ibride in Kevlar e Aramid (utilizzate su racchette come la Six Zero Ruby) introducono un profilo di sensazione distintivo — più morbido, con un contatto più “plush” — che è fisicamente impossibile replicare con solo carbonio grezzo.
Il vantaggio critico di qualsiasi superficie composita autentica rispetto alle alternative con grana spray è la durata della texture. La grana spray è una misura di riduzione dei costi che si degrada prevedibilmente e rapidamente. Un marchio che spedisce racchette con grana spray nella fascia premium genererà resi e recensioni negative in pochi mesi. La texture in carbonio grezzo mantiene le sue proprietà di generazione di rotazione per tutta la vita funzionale della racchetta.
Evoluzione del nucleo
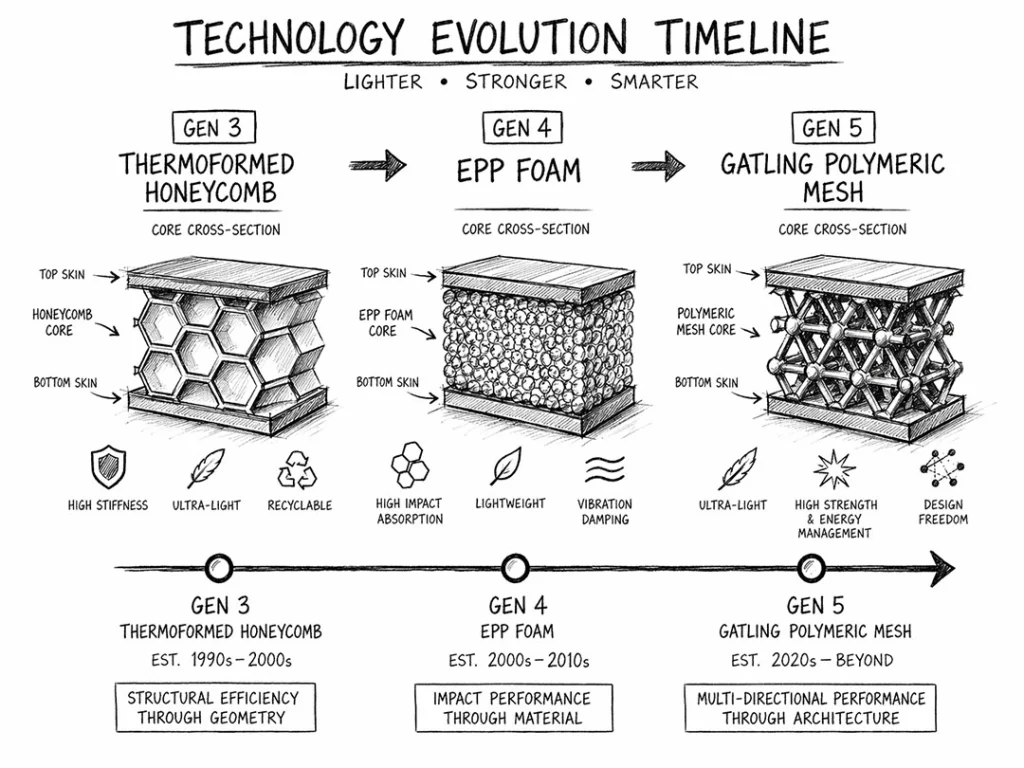
L'architettura del nucleo all'interno di una racchetta termoformata ha subito un rapido avanzamento generazionale dal 2022:
- Gen 3 Nido d'ape termoformato: Ancora altamente valido e ampiamente utilizzato nel segmento premium. Nido d'ape in PP ingegnerizzato con geometria delle celle più compatta rispetto ai nuclei a freddo standard, ottimizzato per il processo di legame termico.
- Gen 4 Schiuma EPP/MPP: Nuclei in schiuma di polipropilene espanso e polipropilene multiscopo — utilizzati nel BoomCore di Selkirk e nel TruFoam di CRBN — eliminano completamente il modo di fallimento “core crush” che ha colpito i primi modelli termoformati sotto un uso competitivo ad alta frequenza. La schiuma riduce anche significativamente la trasmissione delle vibrazioni, che è importante per le comunità sensibili al rumore e per i giocatori che gestiscono l'affaticamento del braccio. Per i marchi che si approvvigionano della costruzione con nucleo in schiuma, lavorare con uno specialista in paddle da pickleball con nucleo in schiuma è il giusto punto di partenza.
- Gen 5 Maglia Polimerica Gatling: L'avanguardia della tecnologia del nucleo. La geometria della maglia polimerica ingegnerizzata è progettata per massimizzare il ritorno di energia al bordo esterno dell'involucro PBCoR consentito dalla USAPA — offrendo il massimo output di potenza legale mantenendo la conformità alla certificazione.
Design senza bordi
Uno dei vantaggi meno discussi ma più commercialmente rilevanti della costruzione termoformata è ciò che consente al perimetro: design senza bordo. Poiché la struttura unibody fornisce sufficiente integrità strutturale senza una protezione separata, le racchette termoformate possono essere prodotte senza la tradizionale fascia di gomma o polimero che consuma circa l'8–10% della superficie della racchetta.
Il risultato è la massima area utile della faccia entro le dimensioni delle racchette regolamentate dalla USAPA. Per i giocatori, questo significa che più della faccia è “attiva” nel punto dolce. Per i marchi, la costruzione senza bordi segnala un posizionamento premium visivamente e funzionalmente. Partner di approvvigionamento specializzati in racchette da pickleball senza bordi possono aiutarti a comprendere i requisiti di ingegneria dello stampo per questo approccio costruttivo.
Metriche di prestazione
I seri acquirenti B2B dovrebbero valutare i progetti delle racchette termoformate rispetto a benchmark fisici obiettivi, non a dichiarazioni di marketing. La tabella seguente definisce le metriche che contano per il posizionamento nella fascia premium:
| Metrico | Definizione | Benchmark Premium | Perché è importante |
|---|---|---|---|
| Peso della torsione | Resistenza alla torsione sugli impatti fuori centro | 6.5+ | Un peso di torsione più elevato espande il punto dolce funzionale; riduce la coppia al polso in caso di colpi errati. |
| Peso di oscillazione | Distribuzione della massa della racchetta percepita durante il colpo | 110–120 | Bilancia la velocità della mano sulla linea della cucina rispetto alla penetrazione della spinta. |
| Tempo di contatto | Millisecondi in cui la palla resta a contatto con la faccia | Dipendente dal nucleo | Un contatto più lungo (dalla schiuma/Kevlar) consente una maggiore manipolazione della rotazione e colpi di tocco. |
| PBCoR | Coefficiente di Restituzione (deflessione/restituzione) | ≤ 0.43 (USAPA, restrizione di novembre 2025) | Garantisce il massimo output di potenza senza fallire nei test di velocità di uscita. |
Questi sono obiettivi ingegneristici. Un'azienda OEM premium progetterà la tua racchetta per raggiungere questi benchmark per specifica, non per approssimazione.
Il Fattore di Conformità: USAPA e PBCoR
Qualsiasi marchio serio che entra nel mercato delle racchette da pickleball termoformate deve comprendere il contesto normativo. Il ciclo di certificazione USAPA 2024–2025 ha rappresentato la più significativa interruzione della conformità che l'industria ha mai subito.
Nel 2024, USA Pickleball ha elaborato 1.713 domande di certificazione. Di queste, solo 1.225 sono state approvate — un tasso di rifiuto significativo guidato principalmente dall'applicazione del PBCoR. Lo standard del Coefficiente di Restituzione, che governa quanto effetto “trampolino” una faccia di racchetta può generare, è stato rigorosamente applicato dopo un periodo di supervisione più lasca. Il risultato è stata un'ondata di decertificazioni che ha colpito marchi che non avevano adeguatamente pre-testato i loro progetti contro le nuove soglie di enforcement.
L'evento normativo più significativo nella storia delle racchette termoformate si è verificato a maggio 2024, quando USAPA ha rimosso l'intera gamma di racchette JOOLA Gen 3 dalla sua lista di attrezzature approvate. I test post-vendita hanno rivelato che le unità al dettaglio contenevano significativamente più schiuma rispetto ai campioni di certificazione che erano stati inviati per approvazione — una discrepanza di produzione che ha spinto i loro valori PBCoR reali oltre la soglia consentita. Le conseguenze sono state gravi: una causa collettiva è stata risolta con rimborsi di $300 per acquisto, e JOOLA ha presentato una causa di $200 milioni contro il processo di testing. L'incidente ha innescato un'immediata escalation della rigorosa applicazione del PBCoR in tutto il catalogo di racchette certificate, e ha cambiato permanentemente il modo in cui la USAPA tratta la relazione tra i campioni di certificazione e la produzione retail. Per i produttori termoformati legittimi che mantengono la coerenza campione-produzione, l'evento di applicazione JOOLA è innegabilmente positivo: ha rimosso una categoria di prodotti non conformi dal campo competitivo e ha stabilito che il taglio dei costi nella specifica della schiuma ha conseguenze esistenziali.
Da allora, USAPA ha esteso l'applicazione oltre il laboratorio di certificazione fino al tribunale stesso. In importanti eventi Golden Ticket del 2026, sono stati effettuati test delle racchette in loco su circa 2.000 racchette — e il tasso di fallimento è stato del 6%. Uno su diciassette giocatori competitivi si è presentato a un evento sanzionato con una racchetta non conforme. Quel numero illustra precisamente perché il pre-test in fabbrica, prima che un prodotto venga mai spedito, non è facoltativo per i proprietari dei marchi che intendono servire il segmento dei giocatori di tornei. Le multe per l'uso consapevole di una racchetta non conforme riflettono la serietà con cui la USAPA ora tratta questa questione: prima violazione, $1.000; violazioni ripetute, fino a $50.000.
Per le racchette termoformate specificamente, la sfida di conformità è più acuta rispetto ai modelli a freddo. L'efficienza strutturale della costruzione delle racchette da pickleball termoformate unibody — precisamente la caratteristica che rende queste racchette più performanti — significa anche che si avvicinano naturalmente di più al limite PBCoR. Una racchetta che test nella fabbrica a 0.43 potrebbe testare a 0.445 con l'attrezzatura calibrata della USAPA, risultando in un rifiuto.
Ciò è, paradossalmente, una buona notizia per i produttori di racchette termoformate di qualità. L'ondata di enforcement del PBCoR sta sistematicamente estromettendo il segmento delle “falsi termoformati” — fabbriche che applicano calore minimo a una costruzione a freddo e commercializzano il risultato come termoformato. Queste racchette in processo contraffatto falliscono su due fronti: mancano delle prestazioni strutturali della costruzione termoformata genuina e sono più propense a fallire o a rimanere al limite di conformità PBCoR in modi che creano rischi di certificazione. Quando i regolatori costringono alla rigorosa conformità, la costruzione genuina termoformata vince per definizione.
La trappola per i proprietari di marchi è l'approvvigionamento da fabbriche che non possono pre-testare. Inviare una racchetta alla USAPA senza validazione PBCoR in fabbrica è una scommessa costosa — la certificazione costa tra $500 e $1.200 per design e richiede 4–6 settimane. Un rifiuto comporta sprechi in entrambi i sensi.
Il Caso Commerciale per i Proprietari di Marchi
Questa è la sezione che trasforma la conoscenza della produzione in decisioni finanziarie.
La Struttura dei Costi
L'approvvigionamento genuino di racchette da pickleball termoformate comporta le seguenti economie ai tassi di mercato attuali:
| Fascia | Superficie | Compensato solido (senza nido d'ape) | Costo OEM stimato | Prezzo al dettaglio target | Margine lordo stimato |
|---|---|---|---|---|---|
| Premium medio | Carbonio T700 | Gen 3 a nido d'ape | $32–$42/unità | $129–$169 | 55–65% |
| Premium | Carbonio T700/T800 | Gen 4 EPP Foam | $42–$52/unità | €169–€249 | 58–68% |
| Di punta | T800+Ti / Kevlar | Gen 5 Gatling | $55–$75/unità | $249–$319 | 60–72% |
Le stime dei costi OEM sono FOB e variano in base al volume, al livello di personalizzazione e alle condizioni delle materie prime.
Questi profili di margine sono significativamente più favorevoli rispetto agli equivalenti a freddo nello stesso livello di vendita al dettaglio, poiché la credibilità delle prestazioni della costruzione termosaldata supporta il prezzo al dettaglio premium. Un marchio che vende una pala da pickleball termosaldata genuina a $149 genera più fiducia nel consumatore rispetto a uno che vende una pala in carbonio a freddo allo stesso prezzo, il che riduce direttamente il tasso di reso e migliora il margine effettivo. Questa è la logica commerciale che rende le pale tecnologiche avanzate un'opportunità di margine strutturale, non solo una categoria di prodotto.
Il Vantaggio MOQ
Storicamente, la produzione di pale termosaldate richiedeva ordini minimi di 300–500 unità per giustificare l'impostazione dello stampo e l'economia del ciclo di riscaldamento. Questo ha creato una barriera di capitale sostanziale per i marchi emergenti. Il mercato si è evoluto: le linee di produzione ottimizzate per scopi per pale termosaldate possono ora accomodare MOQ così bassi come 100 pezzi per design.
Questo è commercialmente significativo. Un primo lotto di 100 pezzi consente a un proprietario di marchio di:
- Testare la ricezione del mercato con un impegno limitato di inventario
- Generare recensioni verificate prima di aumentare la produzione
- Iterare sulla selezione dei materiali della faccia o del nucleo tra i lotti
- Gestire il flusso di cassa senza un blocco di inventario nella fase di lancio di $15.000–$25.000
Il Caso Studio Vatic Pro
Vatic Pro è la prova più chiara che il mercato termosaldato è accessibile ai challenger. Sviluppando una costruzione termosaldata T700 genuina e lanciando a $80–$130 — prezzi che sono il 40–50% al di sotto del livello equivalente di Selkirk — Vatic Pro ha catturato un segmento significativo di giocatori competitivi che comprendevano che la tecnologia, non il marchio storico, era il motore delle prestazioni.
L'esempio di Vatic Pro dimostra qualcosa di strutturalmente importante: il mercato delle pale premium non richiede un budget di marketing per eguagliare un marchio storico. Richiede una strategia di approvvigionamento e un prodotto che possa resistere a un'analisi tecnica. I giocatori che acquistano a questo livello fanno le loro ricerche, leggono i dati sul peso a momento di torsione, guardano i video di confronto. Se la fisica è giusta, il marchio può competere.
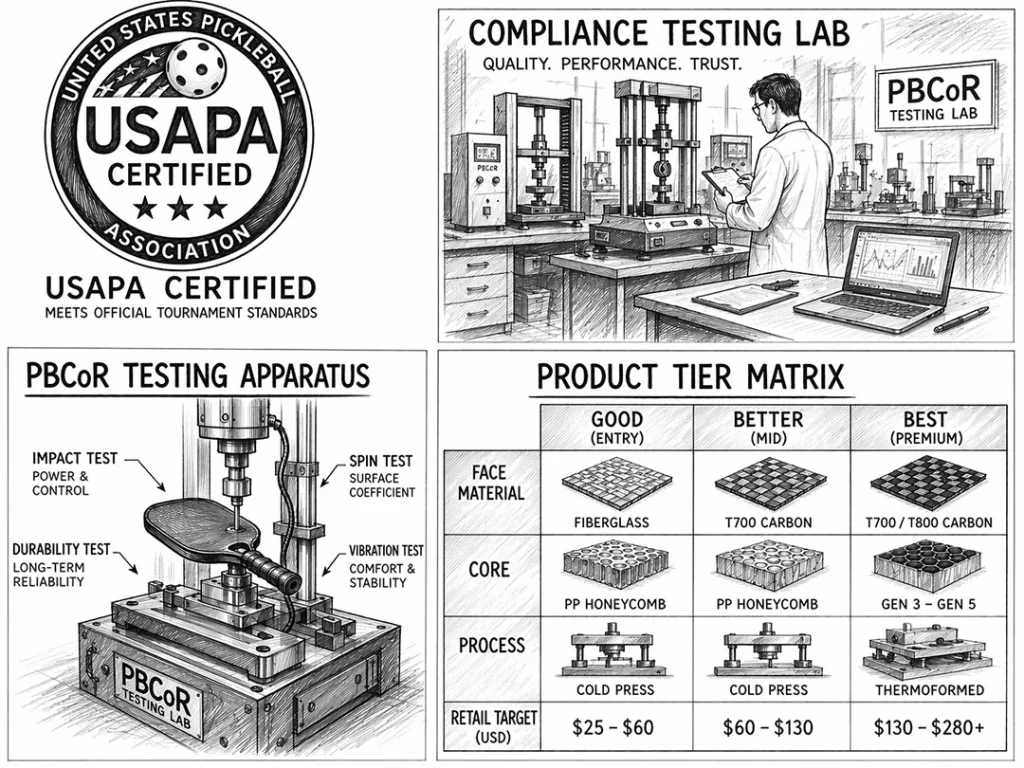
La Matrice di Prodotto Buono-Migliore-Migliore
Per capacità di paddle da pickleball OEM personalizzati, l'architettura del prodotto più resiliente adotta una strategia di materiali e produzione a tre livelli:
| Fascia | Superficie | Compensato solido (senza nido d'ape) | Processo | Obiettivo di vendita al dettaglio |
|---|---|---|---|---|
| Buono (Ingresso) | Fibra di Vetro | Nido d'ape in PP | Pressato a Freddo | $25–$60 |
| Migliore (Medio) | Carbonio T700 | Nido d'ape in PP | Pressato a Freddo | $60–$130 |
| Migliore (Premium) | Carbonio T700/T800 | Gen 3–Gen 5 | Termoformati | $130–$280+ |
Il livello d'ingresso cattura volume e nuovi giocatori. Il livello medio genera entrate da Amazon FBA. Il livello premium termosaldato ancorap la credibilità del marchio, genera il margine per unità più elevato e crea la prova sociale che convalida l'intera gerarchia del marchio.
Tempistica: 60–90 giorni dal concetto alla consegna
Un progetto standard di pala personalizzata termosaldata dura 60 a 90 giorni: ingegneria e prototipo nei primi 15–20 giorni, produzione in serie in 30–40 giorni, QC e logistica completano il resto. I marchi che gestiscono preordini o campagne Kickstarter possono commercializzare con fiducia mentre l'inventario è in transito, a condizione che abbiano garantito un design pre-testato e conforme prima del lancio.
Domande Frequenti
Qual è la differenza tra paddle da pickleball termoformati e a freddo?
La differenza fondamentale è il metodo di incollaggio e l'integrità strutturale risultante. Paddle a freddo utilizzano adesivi strutturali per unire il foglio frontale al nucleo polimerico. Il foglio frontale e il nucleo rimangono due componenti separati. Questo metodo è affidabile e conveniente, ma il punto debole strutturale è la giunzione adesiva: nel tempo, il ciclo termico e lo stress d'impatto ripetuto possono causare il degrado della giunzione, creando punti morti e, infine, delaminazione completa.
Paddle termoformati uniscono la faccia, il nucleo e il bordo in una singola struttura monoblocco attraverso calore e pressione simultanei. Non ci sono punti di giunzione adesiva. La fibra di carbonio si estende continuamente attraverso il manico, il che distribuisce lo stress torsionale in modo più uniforme su tutta la faccia, producendo un punto dolce 15–20% più grandi rispetto a un paddle a freddo di dimensioni identiche. Il premio di prezzo per la costruzione termoformata è reale ($32–$52 OEM contro $15–$28 OEM per il carbonio a freddo), ma così è il divario delle prestazioni e il margine che supporta al dettaglio.
Perché i paddle termoformati sono più costosi rispetto a quelli a freddo?
Tre fattori di costo separano la costruzione termoformata da quella a freddo a livello di produzione. Primo, attrezzature specializzate: forni per termoformatura con controlli precisi di temperatura e pressione rappresentano un investimento di capitale significativo che non tutti i produttori possiedono. Secondo, tempo di ciclo più lungo: il ciclo di riscaldamento e raffreddamento necessario per fondere la struttura monoblocco richiede sostanzialmente più tempo per unità rispetto alla giunzione a freddo, il che riduce la capacità produttiva. Terzo, costo dei materiali più elevato: il processo di termoformatura richiede materiali frontali con sistemi di resina specifici e specifiche di pre-preg che sono più costosi rispetto ai fogli frontali compatibili con gli adesivi utilizzati nella costruzione a freddo.
La giustificazione commerciale è chiara: il divario di prestazioni tra paddle termoformati e a freddo è chiaramente percepibile da parte dei giocatori competitivi (4.0+ DUPR), e sono disposti a pagare per esso. Il premio di prezzo al dettaglio per i paddle termoformati - tipicamente $50–$100 sopra gli equivalenti a freddo - supera di gran lunga il delta dei costi di produzione, motivo per cui i paddle termoformati generano i margini lordi più elevati nella categoria dei paddle.
I paddle termoformati sono approvati dalla USAPA?
Sì - quando prodotti correttamente e pre-testati. La costruzione termoformata non è intrinsecamente più o meno conforme rispetto a quella a freddo; la conformità è determinata dalle prestazioni PBCoR (Coefficiente di Restituzione) specifiche del design, dalla rugosità superficiale e dai parametri dimensionali.
La caveat importante è che i paddle termoformati, a causa della loro efficienza strutturale, si avvicinano naturalmente al limite PBCoR della USAPA di 0.43 più da vicino rispetto ai design a freddo. (Nota: La USAPA ha inasprito questa soglia da 0.44 a 0.43 nel novembre 2025 - i design precedentemente approvati a 0.44 potrebbero non qualificarsi più.) Nel ciclo di certificazione 2024, 1.713 sottomissioni sono state elaborate con solo 1.225 approvate, con l'applicazione del PBCoR che ha guidato una porzione significativa dei rifiuti. Per i proprietari di marchi, l'implicazione pratica è chiara: non inviare mai un paddle termoformato alla USAPA senza una validazione PBCoR in fabbrica prima. Il pre-test è la differenza tra un'approvazione di certificazione e un ritardo di 4-6 settimane più spese di sottomissione sprecate.
Qual è la quantità minima d'ordine per paddle termoformati personalizzati?
Il standard storico del settore per la produzione di paddle personalizzati termoformati era 300–500 pezzi per design — un MOQ determinato dai costi di setup per gli stampi di termoformatura e i cicli di riscaldamento. Questo ha creato una barriera di capitale che ha reso i paddle termoformati inaccessibili per i proprietari di marchi che volevano testare il mercato prima di impegnarsi in un grande inventario.
Le linee di produzione termoformata ottimizzate hanno cambiato questa dinamica. Ora è possibile ottenere paddle termoformati completamente personalizzati - con il tuo logo, colori, materiale frontale e specifica del nucleo - a MOQ così bassi come 100 pezzi, con un tempo di consegna di 60–90 giorni. Questo è specificamente progettato per scenari di test di mercato: lancia in 100 unità, raccogli recensioni verificate e feedback dei giocatori DUPR, quindi scala il secondo lotto di produzione in base a dati reali.
I paddle termoformati possono davvero competere con marchi top come Selkirk e JOOLA?
La fisica non distingue tra marchi storici e sfidanti. Selkirk utilizza fibra di carbonio Toray T700. JOOLA utilizza un composito di carbonio equivalente T700. Anche Vatic Pro lo fa, e anche tu puoi. La catena di approvvigionamento dei materiali non è proprietaria - è un mercato di materiali compositi commerciali. Un paddle termoformato costruito con una vera faccia T700, nucleo in schiuma EPP di quarta generazione e una costruzione monoblocco correttamente ingegnerizzata avrà le stesse misure di peso di torsione, peso di swing e PBCoR dei modelli di punta con cui viene confrontato.
L'esempio di Vatic Pro è decisivo qui. Costruendo secondo la stessa specifica di materiale e processo di produzione dei player affermati - e facendo prezzi aggressivi - Vatic Pro ha costruito un seguito fedele di giocatori competitivi senza la storia del marchio di un Selkirk o JOOLA. La differenza tra un paddle termoformato Vatic Pro da $80 e un Selkirk Vanguard da $250 non è la fisica. È branding, investimento in marketing e sponsorizzazione di tour. Per un marchio sfidante, quel divario è colmabile. Il divario materiale non lo è - ecco perché devi partire dalla costruzione giusta.
Conclusione: Il cambiamento nella produzione è irreversibile
Il divario tecnologico tra marchi premium storici e marchi challenger nel pickleball si è effettivamente ridotto. Il termoformaggio non è più un differenziatore esclusivo dei modelli di punta da $250 — è il nuovo standard per qualsiasi racchetta posizionata sopra il livello di $130 al dettaglio. I marchi che hanno compreso questo per primi lo hanno usato per costruire quote di mercato. I marchi che non lo hanno fatto stanno perdendo.
Per i compratori B2B, la domanda rilevante non è più se offrire racchette da pickleball termoformate. Il mercato ha già risposto a questo. La domanda è quanto efficientemente puoi approvvigionarle — al giusto MOQ, con materiali genuini pre-testati, da una fabbrica che comprende la conformità PBCoR e può fornire una racchetta certificabile USAPA in un ciclo di 60–90 giorni.
Il QY Research Pickleball Market Report (febbraio 2026) prevede un’accelerazione continua nel segmento delle racchette premium fino al 2028. I marchi che si stabiliscono nella costruzione termoformata ora — prima che la categoria raggiunga la piena saturazione — avranno la profondità del catalogo, il volume delle recensioni e le relazioni di distribuzione che si combinano in un vantaggio competitivo durevole.
Se stai valutando la produzione di racchette termoformate per il tuo marchio, il team di NexaPaddle lavora direttamente con i proprietari di marchi, i venditori Amazon FBA e i grossisti attraverso un processo di consultazione strutturato: selezione dei materiali, configurazione dello stampo, test pre-USAPA, struttura MOQ e pianificazione dei tempi. L'infrastruttura di produzione è pronta. La domanda è se il tuo roadmap di prodotto lo sia.
Riferimenti
Coherent Market Insights. (2025). Rapporto di analisi del mercato dell'attrezzatura da pickleball per dimensione, quota e tendenze. Il mercato dell'attrezzatura da pickleball valutato a circa $702.9 milioni nel 2025.
Association of Pickleball Professionals (APP). (2025). Rapporto sulla popolazione dei giocatori di pickleball negli Stati Uniti. 36,5 milioni di giocatori registrati negli Stati Uniti.
USA Pickleball. (2024–2025). Rapporto annuale di certificazione dell'attrezzatura. 1.713 richieste di certificazione elaborate nel 2024; 1.225 approvate; 476 nuovi produttori certificati. usapickleball.org.
Dati di produzione e analisi di mercato di NexaPaddle. (2024–2025). Quota di mercato delle racchette premium per metodo di costruzione. Analisi interna che indica che la costruzione termoformata ha catturato circa il 43% del segmento di mercato delle racchette premium dal 2024.
Analisi strutturale di NexaPaddle. (2024–2025). Studio sull'espansione del punto dolce: termoformato vs. pressato a freddo. Test interni che confrontano l'area del sweet spot utilizzabile nella costruzione termoformata monoblocco rispetto agli equivalenti incollati a freddo con dimensioni della racchetta identiche. Espansione del 15–20% attribuibile alla rigidità torsionale continua della fibra di carbonio e a una distribuzione uniforme dello stress su tutta la superficie.
QY Research. (Febbraio 2026). Rapporto sul mercato globale del pickleball: analisi dei segmenti e previsioni 2026–2028. Previsioni di crescita per il segmento delle racchette premium.
Applicazione delle norme dell'attrezzatura da pickleball USA, maggio 2024; accordo di class action JOOLA, aprile 2025. USAPA ha rimosso le racchette JOOLA Gen 3 dall'elenco dell'attrezzatura approvata dopo che i test post-vendita hanno rivelato che le unità di vendita al dettaglio superavano le specifiche PBCoR certificate. È stato raggiunto un accordo di class action che prevede rimborsi di $300 per acquisto; JOOLA ha successivamente presentato una controquerela da $200 milioni.
Programma di test on-site Golden Ticket di USA Pickleball, gennaio 2026. I test delle racchette in loco condotti in importanti eventi Golden Ticket hanno testato circa 2.000 racchette; il 6% (circa 1 su 17) non ha superato i test di conformità.











