
El Cambio de Mercado
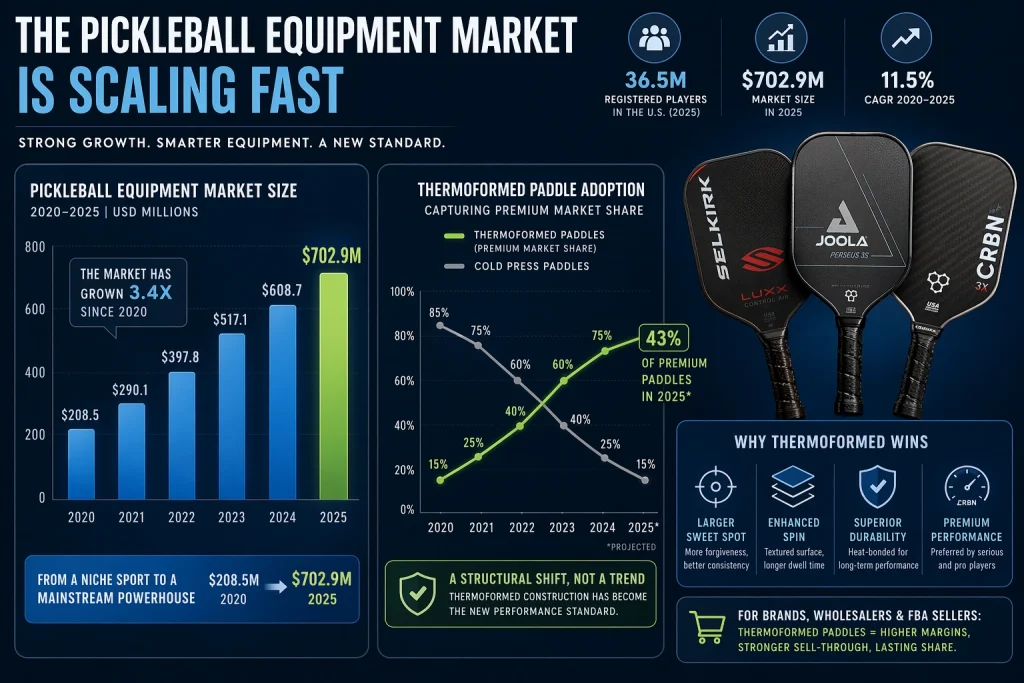
El mercado de equipos de pickleball ya no es una categoría de artículos deportivos de nicho; es una industria corriente. Valorado en 702.9 millones de dólares en 2025, el mercado continúa escalando a un ritmo que está llamando la atención de propietarios de marcas, mayoristas y empresas de artículos deportivos respaldadas por capital privado. Con 36.5 millones de jugadores registrados solo en los Estados Unidos, la demanda de equipos de alto rendimiento ha pasado bien más allá del nivel de aficionado hacia manos de atletas serios y conocedores del equipo que saben exactamente lo que están comprando.
Dentro de esta historia de crecimiento, está ocurriendo un cambio fundamental a nivel de fabricación. Las paletas de pickleball termoformadas han capturado el 43% del mercado de paletas premium desde 2024, desplazando la construcción de prensado en frío que dominó la categoría durante la década anterior. No es una tendencia cíclica impulsada por la novedad del marketing. Es una transformación estructural en cómo se diseñan las paletas, y las marcas que lo reconocieron primero — Selkirk, JOOLA, CRBN — han ampliado su liderazgo en cuota de mercado como resultado directo.
Para los compradores B2B que evalúan la estrategia de productos — ya seas un propietario de marca construyendo una línea DTC, un mayorista expandiendo tu catálogo, o un vendedor de Amazon FBA buscando un SKU de alto margen — entender la mecánica y la economía de este cambio es la debida diligencia más importante que puedes hacer ahora mismo. La pregunta de si llevar paletas de tecnología avanzada en la categoría termoformada ya no es un debate estratégico. Es planificación operativa.
¿Qué es exactamente la construcción termoformada?
El término "termoformado" se usa de manera vaga en la industria del pickleball, a menudo como un atajo de marketing para cualquier paleta que suene premium. La definición real de fabricación es específica y significativa, y la diferencia de rendimiento entre paletas de pickleball termoformadas genuinas y sus contrapartes de prensado en frío no es sutil.
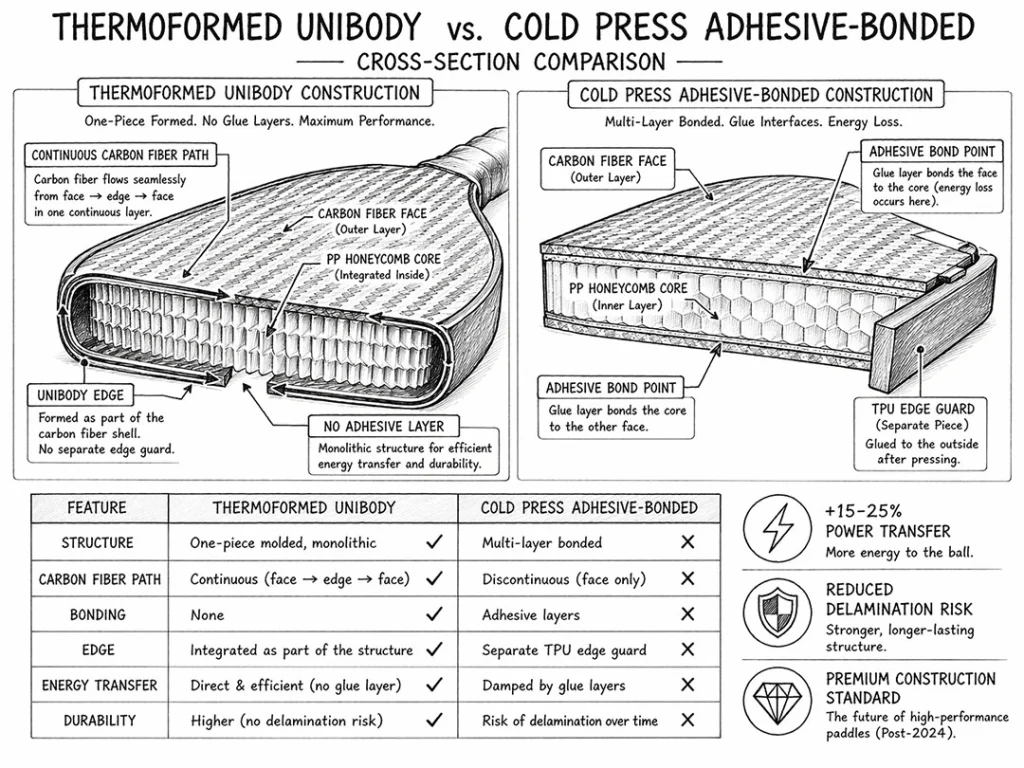
La construcción termoformada aplica calor y presión simultáneamente para fusionar el material de la cara de la paleta, el núcleo y la estructura del borde en una única unidad continua. No hay puntos de unión adhesiva. La fibra de carbono corre de manera continua desde la superficie de juego a través del mango, una continuidad estructural que es físicamente imposible de lograr con métodos de prensado en frío. Esta es la base de la ingeniería que hace que las paletas de pickleball termoformadas sean la opción dominante entre las paletas de tecnología avanzada en el mercado premium.
Las paletas de prensado en frío, en contraste, unen la hoja de la cara al núcleo usando adhesivos estructurales, luego aplican presión a temperatura ambiente. La cara y el núcleo permanecen como dos componentes separados mantenidos juntos por pegamento. Este es un método confiable y rentable — y sigue siendo la elección correcta para puntos de precio de entrada y de gama media — pero tiene un techo estructural que la química del adhesivo no puede superar.
Las implicaciones de rendimiento de la estructura unibody termoformada son medibles y significativas:
- Expansión del punto dulce: Palas de pickleball termoformadas producir un punto dulce utilizable 15–20% más grande que las equivalentes de prensado en frío de dimensiones idénticas. Esto es un resultado directo de la fibra de carbono continua distribuyendo el estrés torsional de manera más uniforme a través de toda la cara.
- Eliminación de la delaminación: El modo de falla número uno de las paletas de prensado en frío es la delaminación cara-núcleo; el vínculo adhesivo se descompone bajo repetidos ciclos térmicos y estrés por impacto, creando "puntos muertos" que hacen que la paleta sea inutilizable. En una estructura unibody termoformada, la delaminación es estructuralmente imposible porque no hay enlace que fallar.
- Transmisión de potencia consistente: Debido a que la cara y el núcleo se mueven como una única unidad, la transferencia de energía del impacto a la pelota es más predecible a través de toda la cara, no solo en el centro geométrico. Los jugadores describen esto como "sin zonas muertas", y es la diferencia táctil que impulsa el comportamiento de actualización de boca a boca.
Por qué las grandes marcas hicieron el cambio
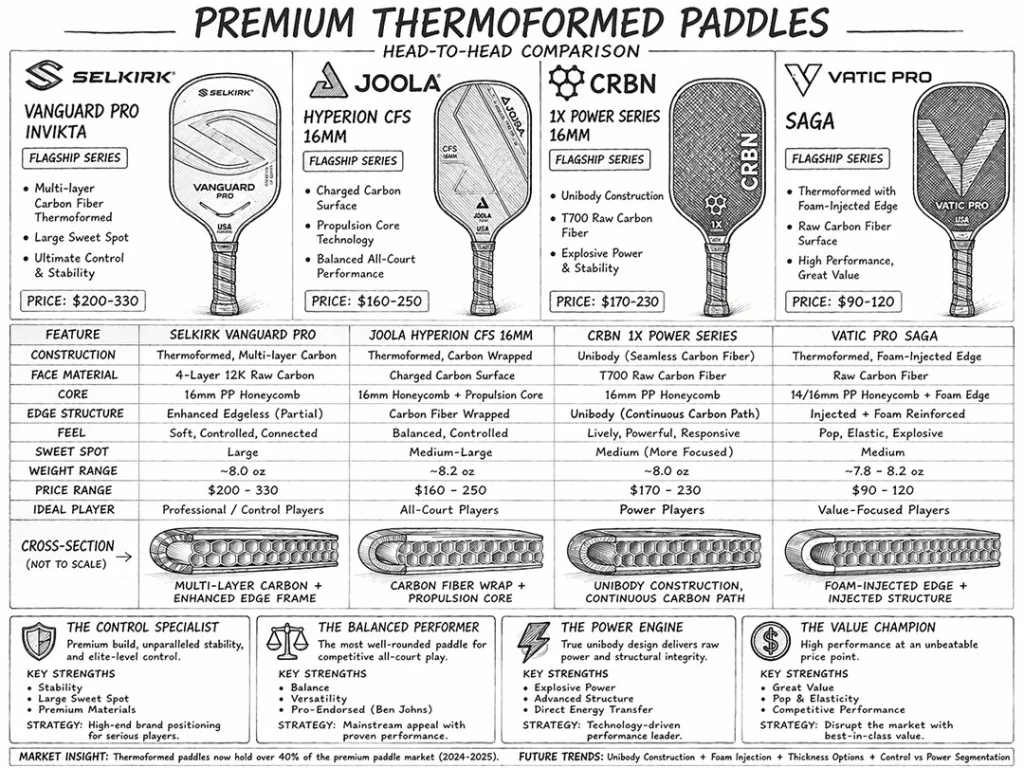
La adopción de la construcción termoformada a nivel de marca no fue impulsada por un único avance tecnológico. Fue impulsada por la retroalimentación del mercado: los jugadores podían sentir la diferencia y estaban dispuestos a pagar por ella. Cada marca importante que ha ganado una cuota de mercado significativa en el período 2023–2025 lo ha hecho sobre la base de un modelo insignia termoformado. Estas no son paletas premium solo en branding; son verdaderamente paletas de tecnología avanzada construidas en torno a procesos de fabricación que producen aumentos de rendimiento medibles de manera objetiva.
| Marca | Modelo Insignia Termoformado | Tecnología Clave |
|---|---|---|
| Selkirk | serie Vanguard | PureFoam BoomCore + unibody termoformado |
| JOOLA | Perseus Pro IV | Proceso termoformado de carbono forjado |
| CRBN | TruFoam Genesis | Termoformado + núcleo de espuma sólida |
| Vatic Pro | serie V-SOL | T700 termoformado a un precio disruptivo de $80–$130 |
| Six Zero | Ruby | Kevlar/Aramid + construcción termoformada |
| Engage Pickleball | Alpha (2025) | Termoformado centrado en el control/spin |
El patrón entre cada marca en esta tabla es consistente: no están usando el termoformado como un diferenciador visual o una insignia de marketing. Lo están usando porque la ventaja de rendimiento estructural se traduce directamente en resultados verificables en la cancha: mayor punto dulce, entrega de potencia más consistente y mayor vida útil funcional de la paleta.
El hilo conductor es comercial, no estético. Los jugadores del nivel 4.0+ DUPR compran basándose en recomendaciones de pares y datos de rendimiento cuantificables. Cuando una pala termoformada demuestra superar de manera evidente a una pala prensada en frío en peso de torsión, peso de golpe y medidas del punto dulce publicadas, el precio premium está justificado. Y cuando la pala de pickleball termoformada insignia de una marca es el estándar al que los competidores aspiran a igualar, el poder de precios al por mayor de esa marca y el perfil de margen minorista mejora en toda la línea de productos.
El estuche Vatic Pro es particularmente instructivo para los compradores B2B. Al obtener una construcción termoformada genuina de T700 y llevar el producto al mercado a $80–$130 — una fracción de los puntos de precio de marcas heredadas de $200–$280 — Vatic Pro demostró que el rendimiento termoformado premium no requiere una herencia de marca premium. La tecnología es accesible. La oportunidad de margen es real. Y las palas de pickleball termoformadas en este nivel de precio han ampliado el mercado competitivo en lugar de canibalizarlo.
La madurez del mercado termoformado se evidencia aún más con la aparición de disputas de propiedad intelectual sobre la propia construcción. A finales de 2025, CRBN presentó una demanda por infracción de patentes contra Vatic Pro por los métodos de construcción termoformada — una señal clara de que la tecnología ha cruzado de la fase de innovación a ser un estándar establecido en la industria. Cuando los actores incumbentes comienzan a litigar para proteger la propiedad intelectual termoformada, el mercado ya no está preguntando si la tecnología importa. Está preguntando quién posee la mejor implementación de la misma.
La pila de tecnología detrás de las palas termoformadas modernas
La brecha de rendimiento entre una pala termoformada genérica y una genuinamente avanzada se reduce a cuatro capas de tecnología: material de la cara, arquitectura del núcleo, geometría de construcción y métricas de rendimiento optimizadas para cumplimiento. Comprender esta pila es lo que separa a los compradores B2B que obtienen verdaderas palas de tecnología avanzada de aquellos que compran en base a afirmaciones de marketing sin sustancia ingenieril.
Materiales de la cara
fibra de carbono T700 de Toray se ha convertido en la referencia de la industria para competición paddles de pickleball de fibra de carbono. Cada pala de pickleball termoformada insignia actualmente en el mercado — Selkirk Vanguard, JOOLA Perseus, Vatic Pro V-SOL — utiliza T700 o un equivalente de T700 como su base. La superficie tejida cruda genera más de 2,300 RPM de giro sin ningún tratamiento de superficie, una cifra que las palas con grano pulverizado no pueden igualar consistentemente después de los primeros 60–90 días de uso.
La escalera de materiales avanza desde ahí. El carbono T800 tejido con hilo de titanio ofrece mayores relaciones de rigidez a peso y textura de giro mejorada — la elección para marcas que se posicionan por encima del nivel minorista de $180. En la parte superior del rango, caras híbridas de Kevlar y Aramid (usadas en palas como la Six Zero Ruby) introducen un perfil de sensación distintivamente diferente — más suave, con un tacto más “acolchado” — que es físicamente imposible de replicar solo con carbono crudo.
La ventaja crítica de cualquier superficie compuesta cruda auténtica sobre las alternativas de grano pulverizado es la durabilidad de la textura. El grano pulverizado es una medida de reducción de costos que se degrada de manera predecible y rápida. Una marca que envía palas de grano pulverizado en la categoría premium generará devoluciones y reseñas negativas en cuestión de meses. La textura de carbono crudo mantiene sus propiedades generadoras de giro durante la vida útil funcional de la pala.
Evolución del núcleo
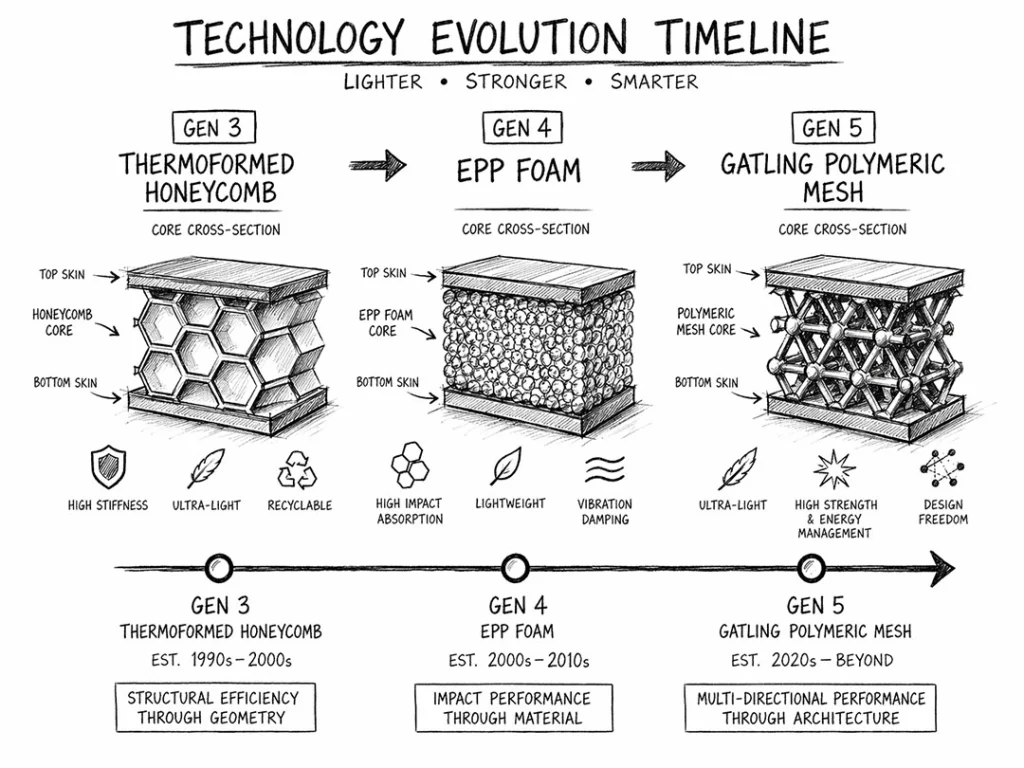
La arquitectura del núcleo dentro de una pala termoformada ha pasado por un rápido avance generacional desde 2022:
- Gen 3 Panal Termoformado: Todavía altamente viable y ampliamente utilizado en el segmento premium. Panal de PP ingeniería con geometría de celda más ajustada que los núcleos estándar de prensado en frío, optimizado para el proceso de unión térmica.
- Gen 4 Espuma EPP/MPP: Núcleos de espuma de polipropileno expandido y polipropileno multiusos — utilizados en BoomCore de Selkirk y TruFoam de CRBN — eliminan completamente el modo de fallo de “aplastamiento del núcleo” que afectaba a los primeros modelos termoformados bajo un uso competitivo de alta frecuencia. La espuma también reduce significativamente la transmisión de vibraciones, lo que es importante para comunidades sensibles a ruidos y jugadores que manejan fatiga en el brazo. Para marcas que obtienen construcción de núcleo de espuma, trabajar con un especialista en palas de pickleball de núcleo de espuma es el punto de partida adecuado.
- Gen 5 Malla Polimérica Gatling: La frontera de la tecnología del núcleo. La geometría de malla polimérica ingenierizada está diseñada para maximizar el retorno de energía en el límite exterior del sobrepaso permitido de PBCoR de USAPA — entregando la máxima potencia legal mientras se mantiene el cumplimiento de certificación.
Diseño Sin Bordes
Una de las ventajas menos discutidas pero más relevantes comercialmente de la construcción termoformada es lo que permite en el perímetro: diseño edgeless. Debido a que la estructura de una sola pieza proporciona suficiente integridad estructural sin un guardia de borde separado, las palas termoformadas pueden fabricarse sin la tradicional banda de borde de goma o polimérica que consume aproximadamente el 8–10% del espacio útil de la cara de la pala.
El resultado es un área máxima utilizable de la cara dentro de las dimensiones de la pala reguladas por USAPA. Para los jugadores, esto significa que más de la cara es “activa” en el punto dulce. Para las marcas, la construcción sin bordes señala una posicionamiento premium visual y funcional. Los socios de aprovisionamiento que se especializan en palas de pickleball sin bordes pueden ayudarte a comprender los requisitos de ingeniería de moldes para este enfoque de construcción.
Métricas de Rendimiento
Los compradores B2B serios deben evaluar los diseños de palas termoformadas contra puntos de referencia físicos objetivos, no afirmaciones de marketing. La tabla a continuación define las métricas que importan para la categorización del nivel premium:
| Métrica | Definición | Referencia Premium | Por qué es Importante |
|---|---|---|---|
| Peso de Torsión | Resistencia a la torsión en golpes descentrados | 6.5+ | Un peso de torsión más alto expande el punto dulce funcional; reduce el torque en la muñeca en fallos. |
| Peso de oscilación | Distribución de masa de la pala sentida durante el golpe | 110–120 | Equilibra la velocidad de la mano en la línea de cocina contra la penetración en el golpe |
| Tiempo de Permanencia | Milisegundos que la pelota permanece en contacto con la cara | Dependiente del núcleo | Un tiempo de permanencia más largo (de espuma/Kevlar) permite una mayor manipulación del giro y tiros de toque. |
| PBCoR | Coeficiente de Restitución (deflexión/restitución) | ≤ 0.43 (USAPA, ajustado en noviembre de 2025) | Asegura una salida de potencia máxima sin fallar en pruebas de velocidad de salida. |
Estos son objetivos de ingeniería. Una fábrica OEM premium diseñará tu pala para cumplir con estos puntos de referencia mediante especificaciones, no aproximaciones.
El Factor de Cumplimiento: USAPA y PBCoR
Any serious brand entering the thermoformed pickleball paddle market must understand the regulatory context. The 2024–2025 USAPA certification cycle represented the most significant compliance disruption the industry has experienced.
In 2024, USA Pickleball processed 1,713 certification submissions. Of those, only 1,225 were approved — a meaningful rejection rate driven primarily by PBCoR enforcement. The Coefficient of Restitution standard, which governs how much “trampoline effect” a paddle face can generate, was strictly enforced after a period of looser oversight. The result was a wave of decertifications affecting brands that had not adequately pre-tested their designs against the new enforcement thresholds.
The single most consequential regulatory event in thermoformed paddle history occurred in May 2024, when USAPA removed the entire JOOLA Gen 3 paddle lineup from its approved equipment list. Post-market testing revealed that retail units contained significantly more foam than the certification samples that had been submitted for approval — a manufacturing discrepancy that pushed their actual PBCoR values above the permitted threshold. The fallout was severe: a class action lawsuit was settled with $300 refunds per purchase, and JOOLA filed a $200M countersuit against the testing process. The incident triggered an immediate escalation in PBCoR enforcement rigor across the entire certified paddle catalog, and it permanently changed how USAPA treats the relationship between certification samples and retail production. For legitimate thermoformed manufacturers who maintain sample-to-production consistency, the JOOLA enforcement event is unambiguously positive: it removed a category of non-compliant products from the competitive field and established that corner-cutting on foam specification has existential consequences.
USAPA has since extended enforcement beyond the certification lab to the court itself. At major 2026 Golden Ticket events, on-site paddle testing was conducted on approximately 2,000 paddles — and the failure rate was 6%. One in seventeen competitive players arrived at a sanctioned event with a non-compliant paddle. That number illustrates precisely why pre-testing at the factory level, before a product ever ships, is not optional for brand owners who intend to serve the tournament-player segment. The fines for knowingly using a non-compliant paddle reflect the seriousness with which USAPA now treats this issue: first offense, $1,000; repeat violations, up to $50,000.
For thermoformed paddles specifically, the compliance challenge is more acute than for cold press models. The structural efficiency of unibody thermoformed pickleball paddle construction — precisely the feature that makes these paddles perform better — also means they naturally approach the PBCoR limit more closely. A paddle that tests at 0.43 in the factory may test at 0.445 under USAPA’s calibrated equipment, resulting in rejection.
This is, paradoxically, good news for quality thermoformed manufacturers. The PBCoR enforcement wave is systematically weeding out the “fake thermoformed” segment — factories that apply minimal heat to a cold press construction and market the result as thermoformed. These counterfeit-process paddles fail on two fronts: they lack the structural performance of genuine thermoformed construction, and they are more likely to fail or border PBCoR compliance in ways that create certification risk. When regulators force compliance rigor, genuine thermoformed construction wins by definition.
The trap for brand owners is sourcing from factories that cannot pre-test. Submitting a paddle to USAPA without in-factory PBCoR validation is an expensive gamble — certification costs $500–$1,200 per design and takes 4–6 weeks. A rejection wastes both.
The Business Case for Brand Owners
This is the section that turns manufacturing knowledge into financial decision-making.
The Cost Structure
Genuine thermoformed pickleball paddle OEM sourcing carries the following economics at current market rates:
| Nivel | Cara | Núcleo | Costo OEM estimado | Objetivo de venta al por menor | Margen Bruto Estimado |
|---|---|---|---|---|---|
| Mid Premium | Carbono T700 | Gen 3 Honeycomb | $32–$42/unit | $129–$169 | 55–65% |
| Premium | T700/T800 Carbono | Gen 4 espuma EPP | $42–$52/unit | $169–$249 | 58–68% |
| Buque insignia | T800+Ti / Kevlar | Gen 5 Gatling | $55–$75/unidad | $249–$319 | 60–72% |
OEM cost estimates are FOB and vary based on volume, customization level, and raw material conditions.
These margin profiles are significantly more favorable than cold press equivalents at the same retail tier, because the performance credibility of thermoformed construction supports the premium retail price. A brand selling a genuine thermoformed pickleball paddle at $149 commands more consumer confidence than one selling a cold press carbon paddle at the same price, which directly reduces the return rate and improves effective margin. This is the commercial logic that makes advanced tech paddles a structural margin opportunity, not just a product category.
The MOQ Advantage
Historically, thermoformed paddle production required 300–500 unit minimum orders to justify the mold setup and heating cycle economics. This created a substantial capital barrier for emerging brands. The market has evolved: purpose-optimized manufacturing lines for thermoformed paddles can now accommodate MOQ tan bajos como 100 piezas per design.
This is commercially significant. A 100-piece initial run allows a brand owner to:
- Test market reception with limited inventory commitment
- Generate verified reviews before scaling production
- Iterate on face material or core selection between runs
- Manage cash flow without a $15,000–$25,000 launch-phase inventory lock
The Vatic Pro Case Study
Vatic Pro is the clearest proof that the thermoformed market is accessible to challengers. By sourcing genuine T700 thermoformed construction and launching at $80–$130 — pricing that sits 40–50% below Selkirk’s equivalent tier — Vatic Pro captured a meaningful segment of competitive players who understood that the technology, not the heritage brand, was the performance driver.
The Vatic Pro example demonstrates something structurally important: the premium paddle market does not require a marketing budget to match a legacy brand. It requires a sourcing strategy and a product that can stand up to technical scrutiny. The players who buy at this tier do their research, read the twist weight data, watch the comparison videos. If the physics are right, the brand can compete.
The Good-Better-Best Product Matrix
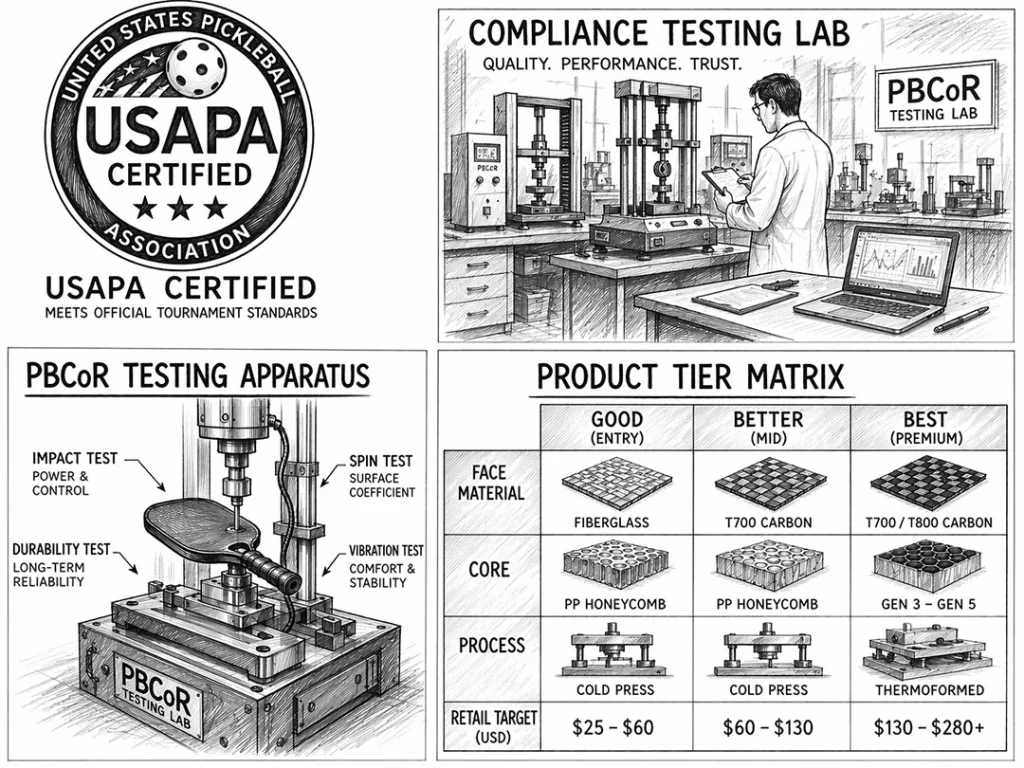
Para palas de pickleball personalizadas OEM, the most resilient product architecture deploys a three-tier material and manufacturing strategy:
| Nivel | Cara | Núcleo | Proceso | Objetivo Minorista |
|---|---|---|---|---|
| Bueno (Entrada) | Fibra de vidrio | PP Hexagonal | Prensa Fría | $25–$60 |
| Mejor (Medio) | Carbono T700 | PP Hexagonal | Prensa Fría | $60–$130 |
| Mejor (Premium) | T700/T800 Carbono | Gen 3–Gen 5 | Termoformado | $130–$280+ |
The entry tier captures volume and new players. The mid tier drives Amazon FBA revenue. The thermoformed premium tier anchors brand credibility, generates the highest per-unit margin, and creates the social proof that validates the entire brand hierarchy.
Timeline: 60–90 Days from Concept to Delivery
A standard thermoformed custom paddle project spans 60 a 90 días: ingeniería y prototipo en los primeros 15–20 días, producción en masa en 30–40 días, control de calidad y logística completando el resto. Las marcas que realizan pedidos anticipados o campañas de Kickstarter pueden comercializar con confianza mientras el inventario está en tránsito, siempre que hayan asegurado un diseño probado y listo para cumplir con las normativas antes del lanzamiento.
Preguntas Frecuentes
¿Cuál es la diferencia entre las palas de pickleball termoformadas y las de prensado en frío?
La diferencia fundamental es el método de unión y la integridad estructural resultante. Palas prensadas en frío utilizan adhesivos estructurales para unir la hoja frontal al núcleo de polímero. La cara y el núcleo permanecen como dos componentes separados. Este método es confiable y rentable, pero el punto de fallo del adhesivo es estructuralmente débil: con el tiempo, el ciclo térmico y el estrés de impacto repetido pueden hacer que la unión se degrade, creando puntos muertos y, eventualmente, una deslaminación completa.
Palas termoformadas fusionan la cara, el núcleo y el borde en una única estructura unitaria a través de calor y presión simultáneos. No hay puntos de unión adhesiva. La fibra de carbono recorre continuamente el mango, lo que distribuye el estrés torsional de manera más uniforme en toda la cara, produciendo un punto dulce 15–20% más grande que una pala de prensado en frío de dimensiones idénticas. El sobrecoste de la construcción termoformada es real ($32–$52 OEM frente a $15–$28 OEM para carbono prensado en frío), pero también lo es la diferencia de rendimiento y el margen que apoya en el comercio minorista.
¿Por qué son más caras las palas termoformadas que las de prensado en frío?
Tres factores de coste separan las palas termoformadas de las de prensado en frío a nivel de fabricación. Primero, equipamiento especializado: los hornos de termoformado con controles de temperatura y presión precisos representan una inversión de capital significativa que no todas las fábricas tienen. Segundo, tiempo de ciclo más largo: el ciclo de calentamiento y enfriamiento necesario para fusionar la estructura unitaria toma sustancialmente más tiempo por unidad que la unión de prensado en frío, lo que reduce el rendimiento. Tercero, coste de material más alto: el proceso de termoformado requiere materiales para la cara con sistemas de resina específicos y especificaciones de preimpregnación que son más caros que las hojas de cara compatibles con adhesivos utilizadas en el prensado en frío.
La justificación comercial es sencilla: la diferencia de rendimiento entre las palas termoformadas y las de prensado en frío es claramente perceptible para los jugadores competitivos (4.0+ DUPR), y están dispuestos a pagar por ello. El precio minorista adicional para las palas termoformadas —típicamente de $50 a $100 por encima de las equivalentes de prensado en frío— supera con creces la diferencia de coste de fabricación, que es la razón por la que las palas termoformadas generan los márgenes brutos más altos en la categoría de palas.
¿Están aprobadas las palas termoformadas por USAPA?
Sí — cuando se fabrican y prueban adecuadamente. La construcción termoformada no es inherentemente más o menos conforme que el prensado en frío; la conformidad se determina por el rendimiento PBCoR (Coeficiente de Restitución) del diseño específico, la rugosidad de la superficie y los parámetros dimensionales.
La importante advertencia es que las palas termoformadas, debido a su eficiencia estructural, se acercan naturalmente al límite de PBCoR de 0.43 de USAPA más que los diseños de prensado en frío. (Nota: USAPA ajustó este límite de 0.44 a 0.43 en noviembre de 2025; los diseños previamente aprobados a 0.44 pueden ya no calificar.) En el ciclo de certificación de 2024, se procesaron 1,713 presentaciones con solo 1,225 aprobadas, con la aplicación de PBCoR impulsando una parte significativa de las rechazos. Para los propietarios de marcas, la implicación práctica es clara: nunca presentar una pala termoformada a USAPA sin una validación de PBCoR en fábrica primero. La pre-prueba es la diferencia entre una aprobación de certificación y un retraso de 4 a 6 semanas más tarifas de presentación desperdiciadas.
¿Cuál es la cantidad mínima de pedido para palas termoformadas personalizadas?
El estándar histórico de la industria para la producción de palas termoformadas personalizadas era de 300–500 piezas por diseño — un MOQ impulsado por los costes de configuración para moldes de termoformado y ciclos de calentamiento. Esto creó una barrera de capital que hacía inaccesibles las palas termoformadas para los propietarios de marcas que querían probar el mercado antes de comprometerse a un gran inventario.
Las líneas de producción termoformadas optimizadas han cambiado esta dinámica. Ahora es posible obtener palas termoformadas completamente personalizadas —con tu logo, combinación de colores, material de superficie y especificaciones del núcleo— a MOQ tan bajos como 100 piezas, con un tiempo de entrega de 60 a 90 días. Esto está específicamente diseñado para escenarios de prueba de mercado: lanzar con 100 unidades, reunir reseñas verificadas y comentarios de jugadores DUPR, y luego escalar la segunda producción con base en datos reales.
¿Pueden las palas termoformadas competir realmente con marcas top como Selkirk y JOOLA?
La física no distingue entre marcas tradicionales y retadoras. Selkirk obtiene fibra de carbono Toray T700. JOOLA utiliza un compuesto de carbono equivalente T700. Vatic Pro también lo hace, y tú también puedes. La cadena de suministro de materiales no es propietaria; es un mercado comercial de materiales compuestos. Un paleta termoformada construida con una cara T700 genuina, núcleo de espuma EPP de cuarta generación y una construcción unibody debidamente diseñada medirá el mismo peso de torsión, peso de oscilación y PBCoR que los modelos insignia con los que se compara.
El ejemplo de Vatic Pro es definitivo aquí. Al construir con la misma especificación de materiales y proceso de fabricación que los jugadores establecidos — y fijar precios de manera agresiva — Vatic Pro construyó una leal base de seguidores competitivos sin la historia de marca de Selkirk o JOOLA. La diferencia entre una Vatic Pro termoformada de $80 y una Selkirk Vanguard de $250 no es física. Es branding, inversión en marketing y patrocinio en torneos. Para una marca retadora, esa brecha es superable. La brecha de materiales no lo es, que es precisamente por qué necesitas empezar con la construcción adecuada.
Conclusión: El cambio en la fabricación es irreversible
La brecha tecnológica entre las marcas premium tradicionales y las marcas retadoras en pickleball se ha desvanecido efectivamente. El termoformado ya no es un diferenciador exclusivo para modelos insignia de $250 — es la nueva línea base para cualquier pala posicionada por encima del nivel de $130 en venta al por menor. Las marcas que lo comprendieron temprano lo han utilizado para aumentar su cuota de mercado. Las marcas que no lo han hecho la están perdiendo.
Para los compradores B2B, la pregunta relevante ya no es si ofrecer palas de pickleball termoformadas. El mercado ya ha respondido a eso. La pregunta es qué tan eficientemente puedes abastecerlas — en el MOQ correcto, con materiales genuinamente probados, de una fábrica que entienda el cumplimiento de PBCoR y pueda entregar una pala certificable por USAPA en un ciclo de 60–90 días.
El Informe del Mercado de Pickleball de QY Research (febrero de 2026) proyecta una aceleración continua en el segmento de palas premium hasta 2028. Las marcas que se establezcan en la construcción termoformada ahora — antes de que la categoría alcance la saturación total — tendrán la profundidad de catálogo, el volumen de reseñas y las relaciones de distribución que se traducen en ventajas competitivas duraderas.
Si estás evaluando la fabricación de palas termoformadas para tu marca, el equipo de NexaPaddle trabaja directamente con dueños de marcas, vendedores de Amazon FBA y mayoristas a través de un proceso de consulta estructurado: selección de materiales, configuración de moldes, pruebas previas a USAPA, estructura de MOQ y planificación de tiempos. La infraestructura de fabricación está lista. La pregunta es si tu hoja de ruta del producto lo está.
Referencias
Coherent Market Insights. (2025). Informe de Análisis de Tamaño, Participación y Tendencias del Mercado de Equipos de Pickleball. El mercado de equipos de pickleball valorado en aproximadamente $702.9 millones en 2025.
Asociación de Profesionales de Pickleball (APP). (2025). Informe de Población de Jugadores de Pickleball de EE. UU. Más de 36.5 millones de jugadores registrados en los Estados Unidos.
USA Pickleball. (2024–2025). Informe Anual de Certificación de Equipos. 1,713 envíos de certificación procesados en 2024; 1,225 aprobados; 476 nuevos fabricantes certificados. usapickleball.org.
Datos de producción y análisis de mercado de NexaPaddle. (2024–2025). Participación en el mercado de palas premium por método de construcción. Análisis interno indicando que la construcción termoformada capturó aproximadamente el 43% del segmento de palas premium desde 2024.
Análisis estructural de NexaPaddle. (2024–2025). Estudio de expansión del punto dulce: termoformado vs. prensado en frío. Pruebas internas comparando el área útil del punto dulce en construcción termoformada unibody frente a equivalentes pegados en frío a dimensiones de pala idénticas. Expansión del 15–20% atribuible a la rigidez torsional continua del carbono y distribución uniforme de tensión en la cara.
QY Research. (febrero de 2026). Informe Global del Mercado de Pickleball: Análisis de Segmentos y Pronósticos 2026–2028. Proyecciones de crecimiento del segmento de palas premium.
Aplicación de normas de equipo de USA Pickleball, mayo de 2024; acuerdo de acción colectiva de JOOLA, abril de 2025. USAPA retiró las palas JOOLA Gen 3 de la lista de equipos aprobados después de que las pruebas post-mercado revelaran que las unidades en venta superaban la especificación PBCoR certificada. Se alcanzó un acuerdo de acción colectiva que proporciona reembolsos de $300 por compra; JOOLA posteriormente presentó una contrademanda de $200M.
Programa de pruebas en sitio de Golden Ticket de USA Pickleball, enero de 2026. Pruebas de palas en sitio realizadas en los principales eventos de Golden Ticket donde se probaron aproximadamente 2,000 palas; el 6% (aproximadamente 1 de cada 17) fallaron la prueba de cumplimiento.











