
La mayoría de las marcas te muestran la pala terminada: gráficos elegantes, protectores de borde de marca, y videos de marketing pulidos de profesionales golpeando ATPs. Adoptamos un enfoque diferente. Queremos mostrarte exactamente qué sucede antes de que una pala gane el derecho a ser empaquetada y enviada. En 2026, la industria enfrentó un llamado de atención cuando el 6% de las palas en los torneos Golden Ticket fallaron en las pruebas en el sitio. No eran copias baratas; muchas eran modelos insignia de marcas reconocidas. La realidad es que la mayoría de los problemas de calidad en la fabricación son completamente invisibles a simple vista. La única defensa verdadera contra el incumplimiento, las altas tasas de devolución y el daño a la marca es un socio de fabricación que prueba de manera rigurosa, científica y transparente.
Cuando los compradores comparan palas de pickleball, suelen comparar hojas de especificaciones: grosor del núcleo, material de la cara, peso y longitud del mango. Pero en el piso de la fábrica, una hoja de especificaciones es solo una hipótesis. El verdadero diferenciador entre una pala mediocre y una premium es cómo se verifican esas especificaciones durante la producción en masa. Una pala que mide perfectamente en una muestra dorada podría fallar en la unidad #5,000 si la fábrica carece de los instrumentos para detectar micro-deviaciones en la rugosidad de la superficie o la deflexión del núcleo.
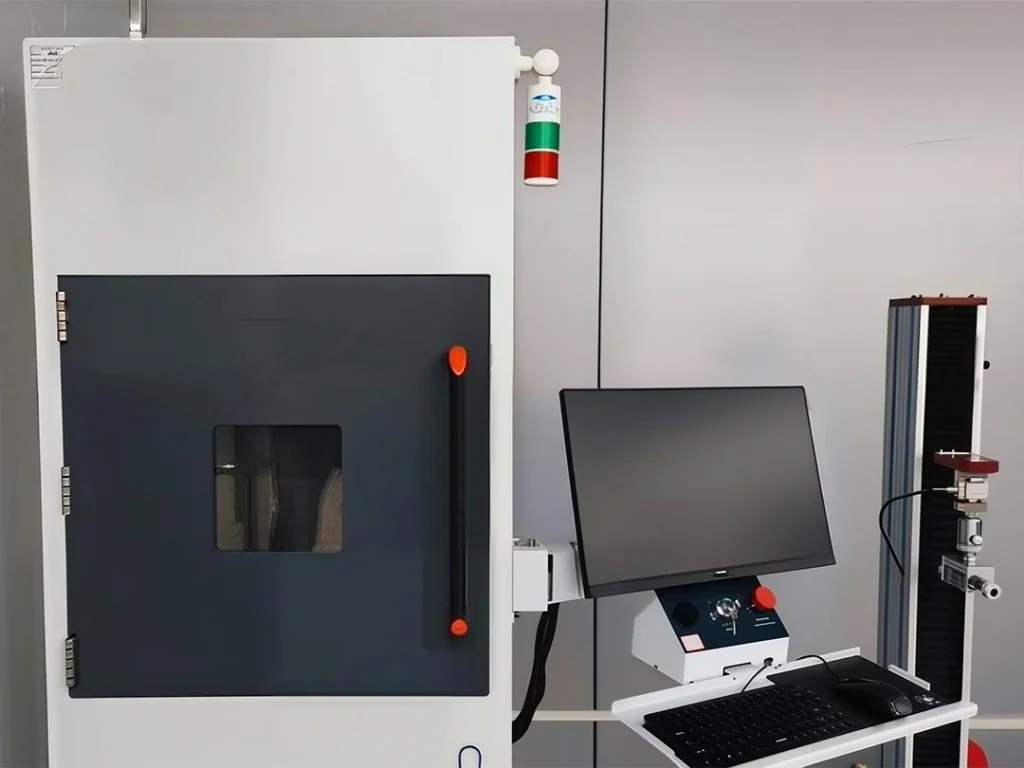
Dentro del laboratorio de QA de NexaPaddle, no confiamos en inspecciones visuales o suposiciones por lotes. Confiamos en datos. Desde la disposición de fibra de carbono crudo hasta el análisis de fricción de superficie post-curado, nuestros protocolos de garantía de calidad están diseñados no solo para cumplir con los requisitos básicos de USAPA, sino para diseñar una zona de margen de seguridad matemáticamente probada que proteja a nuestros socios B2B. Esta es una mirada integral a nuestra metodología de prueba y a los estándares que separan el inventario de alta responsabilidad de palas conformes y de alto rendimiento.
Por qué las pruebas de palas son más importantes que nunca
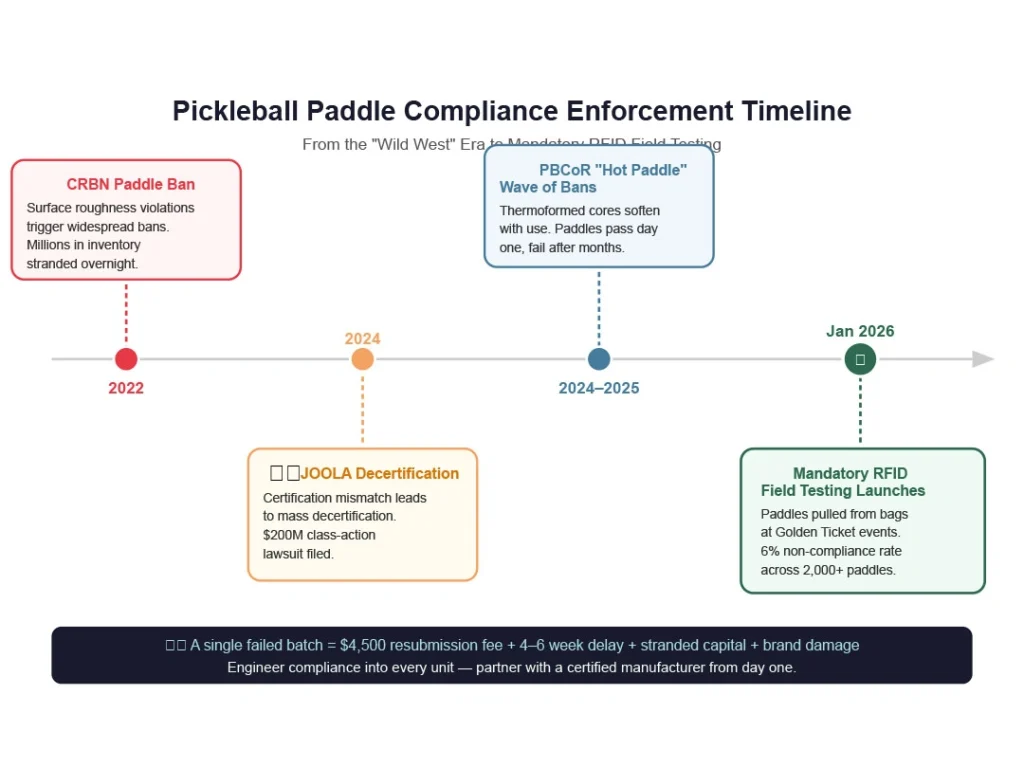
La era del "salvaje oeste" en la fabricación de pickleball ha terminado. A partir de enero de 2026, USA Pickleball, en conjunto con Pickleball Instruments, lanzó pruebas de campo RFID obligatorias en todos los eventos Golden Ticket. Esto cambió fundamentalmente el perfil de riesgo para los propietarios de marcas. Ya no es suficiente pasar una certificación de laboratorio única. Las palas ahora son retiradas directamente de las mochilas de los jugadores y sometidas a chequeos de cumplimiento en el sitio. Los datos iniciales fueron desalentadores: una tasa de incumplimiento del 6% en más de 2,000 palas probadas durante el lanzamiento del programa.
El cronograma de aplicación se ha acelerado. La industria sintió primero los temblores en 2022 con la prohibición generalizada de las palas CRBN debido a violaciones de rugosidad de superficie, una interrupción que dejó varados millones de dólares en inventario. Esto fue seguido por el incidente de JOOLA en 2024, donde una discrepancia de certificación resultó en una decertificación masiva y una demanda colectiva de $200 millones. Entre 2024 y 2025, otra ola de prohibiciones se centró específicamente en violaciones de PBCoR (Coeficiente de Restitución Paleta-Bola).
El problema de PBCoR es particularmente insidioso porque involucra "palas calientes"—palas termoformadas que ganan potencia ilegal a medida que el material del núcleo se desgasta con el uso repetido. Una pala puede pasar la certificación el primer día, pero después de tres meses de drenaje intenso, el núcleo se ablanda, el efecto trampolín se magnifica y la pala se vuelve no conforme. Riley Burgess, VP de Cumplimiento de Equipos en USA Pickleball, lo resumió claramente: “La falla más común es que tu pala se ha desgastado... Simplemente hay una vida útil para una pala.” Si tu fabricante no está realizando pruebas de envejecimiento aceleradas antes de la producción, estás arriesgando seriamente la reputación de tu marca.
Para los compradores B2B—ya seas un propietario de marca de OEM, un distribuidor mayorista, o un vendedor de Amazon FBA—las apuestas financieras nunca han sido tan altas. Un solo lote de certificación fallido no solo significa una tarifa de reenvío de $4,500. Significa un retraso de 4 a 6 semanas en tu estrategia de llegada al mercado, capital varado y daño duradero al valor de la marca. Asociarse con una fábrica que incorpora el cumplimiento en cada unidad es la única forma de escalar de manera segura. Puedes explorar nuestros modelos de fabricación comprobados y conformes en nuestra línea de palas de pickleball aprobadas por USAPA.
Las 5 pruebas que cada pala debe pasar
Antes de que una pala pueda usarse en competiciones sancionadas, debe pasar un conjunto de pruebas definidas en el Manual de Estándares de Equipamiento de USA Pickleball. Estos parámetros están diseñados para mantener el equilibrio competitivo del deporte, previniendo giros excesivos o velocidades de bola peligrosas. En NexaPaddle, seguimos meticulosamente cinco parámetros críticos. Conocer los límites no es suficiente; el control de calidad real requiere una ingeniería de un margen de seguridad.
| Parámetro | Límite de la USAPA | Lo que mide | Objetivo interno de NexaPaddle |
|---|---|---|---|
| Rugosidad de Superficie (Rt) | ≤ 40 µm | Altura máxima pico a valle | ≤ 35 µm |
| Rugosidad de Superficie (Rz) | ≤ 30 µm | Altura promedio pico a valle | ≤ 25 µm |
| PBCoR | ≤ 0.43 (endurecido nov 2025) | Devolución de energía de la bola / efecto trampolín | ≤ 0.44 techo previo al envejecimiento† |
| Dimensiones totales (L+W) | ≤ 24 pulgadas (609.6 mm) | Previene palas sobredimensionadas | ≤ 609 mm |
| Deflexión del núcleo | Rango especificado por USAPA | Rigidez de la cara bajo carga | Dentro de las especificaciones con margen |
| COF | Rango aprobado por USAPA | Fricción de superficie / agarre de bola | Dentro de las especificaciones |
† El techo previo al envejecimiento de 0.44 puede parecer exceder el límite de USAPA de 0.43, pero esto es intencional. NexaPaddle tiene como objetivo ≤ 0.44 como la lectura máxima aceptable en una pala nueva fuera del molde. La simulación de envejecimiento acelerado debe confirmar luego que la pala permanecerá por debajo de 0.43 después de seis meses de uso normal—el "margen de envejecimiento". Una pala que lee 0.42 fresca pero sube a 0.45 después de 90 días de perforación es una pala no conforme a la espera de ocurrir.
Establecemos nuestros objetivos internos por debajo de los límites máximos de USAPA porque la variación en la fabricación es un hecho inevitable de la producción. Si tu objetivo de Rt es exactamente 40 µm, una desviación del 2% en la aplicación de spray de partículas hará que un lote entre en territorio ilegal. Al fijar nuestro máximo interno en 35 µm, creamos un margen de cumplimiento de 5 µm, asegurando que incluso nuestra peor variación aceptable aún esté dentro de los límites legales de USAPA.
La misma lógica se aplica a las mediciones dimensionales. Un objetivo agresivo de L+W de 609.6 mm no deja margen para la expansión térmica o la variación en el grosor del adhesivo. Apuntamos a 609 mm. Esta metodología proactiva y basada en datos es la razón por la cual las marcas líderes confían en nosotros para su palas de pickleball personalizadas OEM. No construimos hasta el límite; construimos hasta el margen.

Dentro del Laboratorio de QA de NexaPaddle — Estación por Estación
Las pruebas no son un pensamiento posterior atornillado al final de la línea de ensamblaje; están integradas en nuestro proceso de fabricación. Este recorrido te guía a través de los protocolos de verificación en múltiples etapas que cada producción debe superar antes de que la liberemos a nuestros socios B2B.
Estación 1: Verificación de Diseño (Pre-Producción)
Antes de cortar una sola hoja de fibra de carbono, nuestro equipo de ingeniería realiza validaciones digitales: simulación CAD, predicción del centro de gravedad, mapeo del punto dulce y modelado de integridad estructural. Este prototipo digital debe cumplir con todas las especificaciones antes de realizar cualquier inversión en herramientas. La distribución del peso se calcula con una precisión de ±3 g. Nada pasa a la planta de producción física hasta que la simulación confirma que la geometría y la densidad del material darán lugar a una pala compliant y de alto rendimiento.
Estación 2: Formación y Control de Calidad de Materiales
La base de una pala premium radica en su núcleo y layup. El corte automatizado de fibra de carbono asegura una dirección de fibra precisa; la orientación de la fibra dicta directamente la rigidez, estabilidad torsional y transferencia de potencia. Durante la fase de prensado en caliente, la presión, la temperatura y el tiempo de ciclo se registran por lote para una trazabilidad completa. Para las palas termoformadas, cada lote se somete a simulación de envejecimiento acelerado: pruebas de estrés mecánico para proyectar la trayectoria de PBCoR a 6 meses. Debemos saber cómo se desempeñará la pala el próximo año, no solo hoy, antes de enviarla para certificación.
Estación 3: Control de Calidad de Superficie y Recubrimiento
Aquí es donde se ingenia y verifica el giro. Usamos el medidor de rugosidad de superficie Starrett SR-100, el instrumento especificado por USAPA. En lugar de una verificación de un solo punto, medimos en 5 puntos distintos por cara de la pala (centro más los cuatro cuadrantes) para garantizar una distribución uniforme de la rugosidad. Críticamente, esta prueba se realiza después de cada capa de recubrimiento: capa base, capa intermedia y capa superior, no solo en el QC final cuando es demasiado tarde para corregir. Los parámetros de spray de partículas, incluyendo la distancia de la boquilla, presión, viscosidad y tiempo de permanencia se registran para asegurar la repetibilidad de un lote a otro. El COF se verifica continuamente a lo largo del ciclo de vida del recubrimiento.

Estación 4: Control de Calidad de Ensamblaje
El ensamblaje es donde la deformación dimensional estropea las palas que de otro modo serían buenas. Las piezas se verifican contra las especificaciones del pedido personalizado antes de que comience el ensamblaje. La instalación del guardia de borde se mide con precisión; el grosor de un guardia de borde se suma directamente al cálculo total de L+W, y ese margen es importante cuando tu objetivo interno es 609 mm frente al límite legal de 609.6 mm. Los datos de medición se registran por unidad, mucho más allá del muestreo estándar de lotes. La calidad de impresión UV y la alineación gráfica se inspeccionan bajo una iluminación de alta fidelidad.
Estación 5: Inspección Final
La última línea de defensa. Cada unidad completada tiene su peso medido en una balanza de precisión dentro de una estricta tolerancia de ±2 g. El punto de equilibrio y el centro de gravedad se verifican usando dispositivos especializados. Se prueban la dureza y la elasticidad para confirmar una reducción uniforme de puntos muertos a través de la cara. Se confirma la precisión del embalaje para una presentación lista para la venta al por menor. La liberación del almacén se autoriza solo después de que las cinco estaciones firman secuencialmente. Ninguna pala se envía sin un registro de datos completo y rastreable.

Cómo se Compara la QA de NexaPaddle — Qué Preguntar a Cualquier Fabricante
Para propietarios de marcas y compradores de OEM que evalúan socios de fábrica, la transparencia es tu moneda más valiosa. Cuando comparas palas de pickleball a nivel de fabricación, necesitas comparar las capacidades de QA detrás de las especificaciones, no solo el texto de marketing.
| Capacidad de QA | Qué Preguntar | NexaPaddle | Estándar de la Industria |
|---|---|---|---|
| Pruebas de rugosidad de superficie | ¿Qué instrumento? ¿Cuántos puntos de prueba? | Starrett SR-100, 5 puntos por pala, por capa de recubrimiento | Inspección visual o de un solo punto en el QC final |
| Gestión de PBCoR | ¿Pruebas el envejecimiento de PBCoR? | Simulación de envejecimiento acelerado antes de la presentación | Envía muestras, espera lo mejor |
| Trazabilidad de lote | ¿Datos por unidad o por lote? | Registro de mediciones por unidad en cada estación | Muestreo AQL a nivel de lote |
| Pruebas previas a la certificación | ¿Realiza pruebas previas antes de la presentación a USAPA? | Prueba de pre-certificación completa de 5 parámetros con margen de cumplimiento | Presenta directamente a USAPA |
| Objetivos de tolerancia interna | ¿Por debajo de los límites de USAPA? ¿En qué medida? | Rt ≤35µm (frente a 40), Rz ≤25µm (frente a 30) | En o cerca del límite de USAPA |
Para calibrar cómo se ve una “inversión seria en QA” a nivel de marca: Selkirk ha documentado públicamente un laboratorio de I+D de un millón de dólares equipado con escáneres CT y cañones de durabilidad. NexaPaddle opera a nivel de fabricación y OEM, donde esa misma disciplina de ingeniería se aplica a cada producción, no solo para exhibir I+D. El estándar al que nos sometemos es el mismo: datos verificados por instrumentos, no intuición.
Las palas de pickleball mejor valoradas en el mercado no son solo el resultado de un branding inteligente o atletas patrocinados, son el resultado de los estándares de prueba detrás de ellas. Una fábrica que confía en la inspección visual para la rugosidad de la superficie o que omite las pruebas de envejecimiento de PBCoR es una fábrica que eventualmente te costará un retiro de producto.
Haz estas preguntas exactas a cualquier fabricante que estés evaluando actualmente. Si no pueden nombrar su profilómetro, o si no mantienen objetivos internos por debajo de los límites de USAPA, están exponiendo tu marca a un riesgo innecesario. Incorporamos esa protección directamente en nuestro paddles de pickleball de fibra de carbono tratando el control de calidad como una disciplina de ingeniería, no como una sugerencia.
El Verdadero Costo de Omitir la QA
Tratar la garantía de calidad como un gasto opcional es un error costoso en la industria moderna del pickleball. La certificación de USAPA actualmente cuesta un mínimo de $4,500 por modelo y requiere 8 muestras físicas de palas.
Si tu fabricante presenta una pala que falla, porque su variación de rugosidad superficial se disparó a 42 µm en la muestra seis, por ejemplo, los costos se incrementan rápidamente. Un ciclo de rechazo genera aproximadamente $9,400 en daños totales al considerar la tarifa de reenvío, las muestras de reemplazo y los costos de retraso en la ventana de lanzamiento. Para marcas que apuntan a eventos de nivel profesional, la certificación dual (USAPA más el estándar UPA-A) cuesta aproximadamente $6,000 por modelo como base. Un envío fallido no es una inconveniencia menor.
Más allá de los costos directos de certificación, los fracasos en pruebas de campo de torneos llevan un daño a la marca que supera el ciclo de vida de la pala misma. En el mercado B2C, las tasas de devolución de clientes para palas mal controladas de calidad suelen ser del 15 al 20%, mientras que las palas adecuadamente probadas se mantienen entre el 8 y el 12%.
Para los vendedores de Amazon FBA, esa brecha es existencial. Las plataformas de comercio electrónico penalizan las altas tasas de devolución a través de la supresión algorítmica. Una alta velocidad de retorno sepulta tu listado y anula tu gasto en PPC. El control de calidad es la salvaguarda definitiva para tu margen, que es por eso que nuestro enfoque a paddles de pickleball termoformados de NexaPaddle prioriza la estabilidad estructural a largo plazo sobre la velocidad de producción.
Preguntas Frecuentes
¿Qué equipo de prueba utiliza NexaPaddle en su laboratorio de QA?
Nuestro laboratorio utiliza el perfilómetro Starrett SR-100 (el instrumento de rugosidad de superficie especificado por USAPA), un dispositivo de prueba calificado PBCoR, balanzas digitales de precisión con una precisión de ±2g, calibres digitales, un dispositivo de medición de COF, medidores de fuerza de deflexión estandarizados, probadores de elasticidad y probadores de peso oscilante. Cada instrumento se calibra según lo programado.
¿Cómo asegura NexaPaddle que las palas aprueben la certificación de USAPA en el primer intento?
Preprobamos todos los cinco parámetros de cumplimiento de USAPA internamente antes de enviar una sola muestra para certificación. Nuestros objetivos internos están por debajo de los límites de USAPA: 35µm frente al límite de 40µm Rt, por ejemplo, lo que nos proporciona un margen de cumplimiento incorporado que absorbe la variación de fabricación. Para las palas termoformadas, añadimos una simulación de envejecimiento acelerada para proyectar la trayectoria de PBCoR durante seis meses antes de la presentación.
¿Qué es PBCoR y por qué es importante para las pruebas de palas?
PBCoR significa Coeficiente de Restitución Paleta-Bola; mide cuánta energía devuelve la pala a la bola al impactar, cuantificando el "efecto trampolín". El límite actual de USAPA es ≤ 0.43, endurecido en noviembre de 2025. Las palas de fibra de carbono termoformadas son particularmente vulnerables porque su material interno tiende a ablandarse con el uso, haciendo que el PBCoR aumente con el tiempo. Preprobar contra la curva de envejecimiento es la única forma confiable de evitar una falla de cumplimiento después de que una pala ya esté en el mercado.
¿Cuánto tiempo tarda la certificación de palas de USAPA?
El tiempo estándar de certificación es de 4 a 6 semanas, con una tarifa de $4,500 por modelo y se requieren 8 muestras de palas. Un rechazo reinicia el reloj, lo que significa que un solo envío fallido puede costarle a su marca más de 3 meses de retraso en el mercado. El proceso de preprueba de NexaPaddle está diseñado para mejorar las tasas de aprobación en el primer envío al detectar problemas de cumplimiento antes de que lleguen a USAPA.
¿Puedo visitar el laboratorio de QA de NexaPaddle o ver informes de pruebas?
Sí. Los compradores de OEM reciben documentación completa de pruebas como estándar, no a petición, como estándar. Se permiten visitas a la fábrica para compradores calificados en evaluación palas personalizadas, y se incluyen informes de preprueba en todos los paquetes de OEM.
La conclusión
Cuando comparas palas de pickleball—ya sea como un jugador competitivo desglosando especificaciones o como un propietario de marca evaluando una cadena de suministro—estás comparando, en última instancia, la disciplina de fabricación detrás de ellas. Las materias primas son mercancías; la ejecución de esos materiales bajo un riguroso control de calidad es lo que separa una buena pala de una excelente.
Las palas mejor valoradas no obtienen ese estatus solo a través de campañas de marketing o patrocinios de celebridades; lo adquieren al sobrevivir al proceso de aseguramiento de calidad más riguroso disponible. Una pala es tan buena como la peor unidad del lote. Al diseñar márgenes de cumplimiento, registrar datos específicos de la unidad y utilizar instrumentación estándar de USAPA como el Starrett SR-100, eliminamos la incertidumbre de la fabricación.
El laboratorio de aseguramiento de calidad de NexaPaddle está abierto, completamente documentado y construido para entregar palas que pasen la certificación en la primera presentación. Si estás listo para construir una marca basada en estándares de fabricación sin compromisos, explora nuestro palas personalizadas o contacta a nuestro equipo de ingeniería hoy.
Referencias
USA Pickleball — Pruebas de palas mejoradas en eventos Golden Ticket (enero de 2026).
USA Pickleball NPRM 24-002 — Actualización de requisitos de prueba de PBCoR (noviembre de 2025).
Manual de estándares de equipo de USA Pickleball (edición 2025–2026).
Selkirk LABS — “Dentro del laboratorio de Selkirk: Cómo los ingenieros optimizan las superficies de las palas utilizando un perfilómetro” (2025).
Documentación interna de fabricación y control de calidad de NexaPaddle (2025).
Helios Pickleball — “Entendiendo las palas aprobadas por USAPA.”











