
Most brands show you the finished paddle—sleek graphics, branded edge guards, and polished marketing videos of pros hitting ATPs. We take a different approach. We want to show you exactly what happens before a paddle earns the right to be packaged and shipped. In 2026, the industry faced a wake-up call when 6% of paddles at Golden Ticket tournaments failed on-site field testing. These weren’t cheap knock-offs; many were flagship models from recognized brands. The reality is that most manufacturing quality issues are entirely invisible to the naked eye. The only true defense against non-compliance, high return rates, and brand damage is a manufacturing partner that tests rigorously, scientifically, and transparently.
When buyers compare pickleball paddles, they typically compare spec sheets—core thickness, face material, weight, and handle length. But on the factory floor, a spec sheet is just a hypothesis. The real differentiator between a mediocre paddle and a premium one is how those specifications are verified during mass production. A paddle that measures perfectly in a golden sample might fail at unit #5,000 if the factory lacks the instrumentation to catch micro-deviations in surface roughness or core deflection.
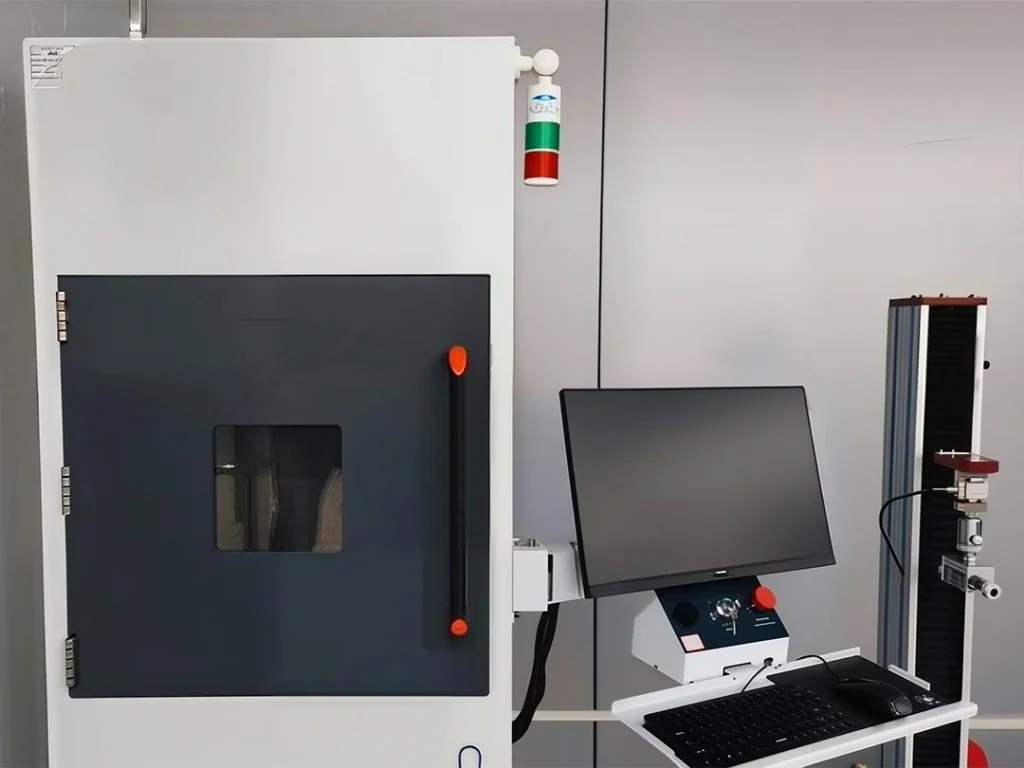
Inside the NexaPaddle QA lab, we don’t rely on visual inspections or batch guessing. We rely on data. From raw carbon fiber layups to post-curing surface friction analysis, our quality assurance protocols are designed not just to meet baseline USAPA requirements, but to engineer a mathematically proven buffer zone that protects our B2B partners. This is a comprehensive look at our testing methodology and the standards that separate high-liability inventory from compliant, high-performance paddles.
Why Paddle Testing Matters More Than Ever
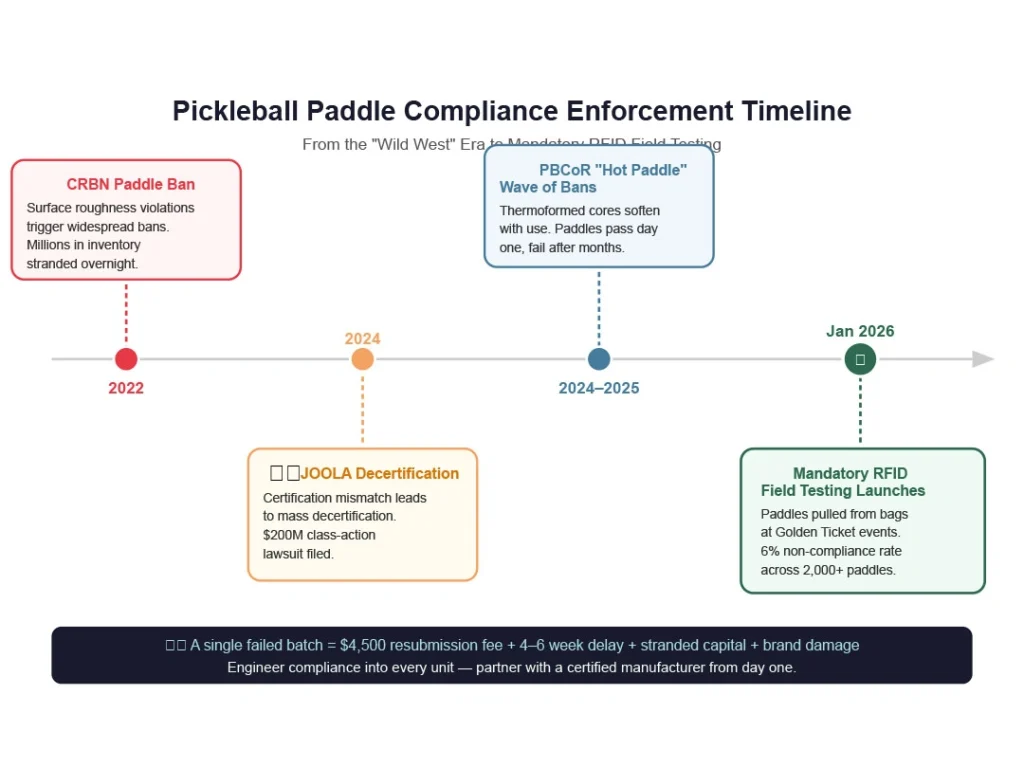
The era of the “wild west” in pickleball manufacturing is over. Starting in January 2026, USA Pickleball, in conjunction with Pickleball Instruments, launched mandatory RFID field testing at all Golden Ticket events. This fundamentally changed the risk profile for brand owners. It is no longer enough to pass a one-time laboratory certification. Paddles are now pulled directly from players’ bags and subjected to on-site compliance checks. The initial data was sobering: a 6% non-compliance rate across more than 2,000 paddles tested during the program’s rollout.
The enforcement timeline has been accelerating. The industry first felt the tremors in 2022 with the widespread ban of CRBN paddles due to surface roughness violations—a disruption that stranded millions of dollars in inventory. This was followed by the 2024 JOOLA incident, where a certification mismatch resulted in mass decertification and a $200M class-action lawsuit. Between 2024 and 2025, another wave of bans centered specifically on PBCoR (Paddle-Ball Coefficient of Restitution) violations.
The PBCoR issue is particularly insidious because it involves “hot paddles”—thermoformed paddles that gain illegal power as the core material breaks down with repetitive use. A paddle might pass certification on day one, but after three months of heavy drilling, the core softens, the trampoline effect magnifies, and the paddle becomes non-compliant. Riley Burgess, VP of Equipment Compliance at USA Pickleball, put it plainly: “The most common failure is your paddle has broken down… There’s just a lifespan to a paddle.” If your manufacturer isn’t running accelerated aging tests before production, you are taking a serious gamble with your brand’s reputation.
For B2B buyers—whether you are an OEM brand owner, a wholesale distributor, or an Amazon FBA seller—the financial stakes have never been higher. A single failed certification batch doesn’t just mean a $4,500 resubmission fee. It means a 4-to-6-week delay in your go-to-market strategy, stranded capital, and lasting damage to brand equity. Partnering with a factory that engineers compliance into every unit is the only way to scale safely. You can explore our proven, compliant manufacturing models in our lineup of paddles de pickleball approuvés par l'USAPA.
The 5 Tests Every Paddle Must Pass
Before a paddle can be used in sanctioned tournament play, it must pass a gauntlet of tests defined by the USA Pickleball Equipment Standards Manual. These parameters are designed to maintain the competitive balance of the sport, preventing excessive spin or dangerous ball speeds. At NexaPaddle, we track five critical parameters meticulously. Knowing the limits isn’t enough; true quality control requires engineering a safety margin.
| Paramètre | Limite USAPA | What It Measures | NexaPaddle Internal Target |
|---|---|---|---|
| Rugosité de surface (Rt) | ≤ 40 µm | Max peak-to-valley height | ≤ 35 µm |
| Rugosité de surface (Rz) | ≤ 30 µm | Avg peak-to-valley height | ≤ 25 µm |
| PBCoR | ≤ 0.43 (tightened Nov 2025) | Ball energy return / trampoline effect | ≤ 0.44 pre-aging ceiling† |
| Total Dimensions (L+W) | ≤ 24 inches (609.6mm) | Prevents oversized paddles | ≤ 609mm |
| Core Deflection | USAPA specified range | Face stiffness under load | Within spec with margin |
| COF | USAPA approved range | Surface friction / ball grip | Within spec |
† The pre-aging ceiling of 0.44 may appear to exceed the USAPA limit of 0.43, but this is intentional. NexaPaddle targets ≤ 0.44 as the maximum acceptable reading on a brand-new paddle out of the mold. Accelerated aging simulation must then confirm the paddle will remain below 0.43 after six months of normal use—the “aging buffer.” A paddle that reads 0.42 fresh but climbs to 0.45 after 90 days of drilling is a non-compliant paddle waiting to happen.
We set our internal targets below the maximum USAPA limits because manufacturing variance is an unavoidable fact of production. If your Rt target is exactly 40 µm, a 2% deviation in the grit spray application will push a batch into illegal territory. By setting our internal maximum at 35 µm, we create a 5 µm compliance buffer—ensuring that even our worst acceptable variance still lands safely within USAPA legal limits.
The same logic applies to dimensional measurements. An aggressive L+W target of 609.6mm leaves zero room for thermal expansion or adhesive thickness variation. We target 609mm. This proactive, data-driven methodology is why leading brands trust us for their capacité complète de paddles de pickleball OEM personnalisés.. We don’t build to the limit; we build to the buffer.

Inside the NexaPaddle QA Lab — Station by Station
Testing isn’t an afterthought bolted onto the end of the assembly line; it is woven into our manufacturing process. This tour walks you through the exact multi-stage verification protocols every production run must clear before we release it to our B2B partners.
Station 1: Design Verification (Pre-Production)
Before a single sheet of carbon fiber is cut, our engineering team conducts digital validations: CAD simulation, center-of-gravity prediction, sweet spot mapping, and structural integrity modeling. This digital prototype must clear all specifications before any tooling investment is made. Weight distribution is calculated to ±3g precision. Nothing goes to the physical production floor until the simulation confirms that the geometry and material density will yield a compliant, high-performance paddle.
Station 2: Forming & Material QC
The foundation of a premium paddle lies in its core and layup. Automated carbon fiber cutting ensures accurate fiber direction—fiber orientation directly dictates stiffness, torsional stability, and power transfer. During the hot press phase, pressure, temperature, and cycle time are logged per batch for full traceability. For thermoformed paddles, each batch undergoes accelerated aging simulation: mechanical stress-testing to project the 6-month PBCoR trajectory. We must know how the paddle will perform next year, not just today, before we submit it for certification.
Station 3: Surface & Coating QC
This is where spin is engineered and verified. We use the Starrett SR-100 surface roughness tester—the USAPA-specified instrument. Rather than a single-point check, we measure at 5 distinct points per paddle face (center plus all four quadrants) to guarantee uniform grit distribution. Critically, this test runs after every coating layer—primer, mid-coat, and top coat—not only at final QC when it’s too late to correct. Grit spray parameters including nozzle distance, pressure, viscosity, and dwell time are logged to ensure batch-to-batch repeatability. COF is verified continuously through the coating lifecycle.

Station 4: Assembly QC
Assembly is where dimensional creep ruins otherwise good paddles. Parts are verified against custom order specifications before assembly begins. Edge guard installation is measured precisely—an edge guard’s thickness adds directly to the total L+W calculation, and that margin matters when your internal target is 609mm versus the 609.6mm legal limit. Measurement data is logged on a per-unit basis, well beyond standard batch sampling. UV print quality and graphic alignment are inspected under high-fidelity lighting.
Station 5: Final Inspection
The last line of defense. Every completed unit has its weight measured on a precision scale within a strict ±2g tolerance. Balance point and center-of-gravity are verified using specialized fixtures. Hardness and elasticity are tested to confirm uniform dead-spot reduction across the face. Packaging accuracy is confirmed for retail-ready presentation. Warehouse release is authorized only after all five stations sign off sequentially. No paddle ships without a complete, traceable data record.

How NexaPaddle’s QA Compares — What to Ask Any Manufacturer
For brand owners and OEM buyers evaluating factory partners, transparency is your most valuable currency. When you compare pickleball paddles at the manufacturing level, you need to compare the QA capabilities behind the specs—not just the marketing copy.
| QA Capability | What to Ask | NexaPaddle | Industry Standard |
|---|---|---|---|
| Surface roughness testing | What instrument? How many test points? | Starrett SR-100, 5-point per paddle, per coating layer | Visual inspection or single-point at final QC |
| PBCoR management | Do you test PBCoR aging? | Accelerated aging simulation pre-submission | Submit samples, hope for the best |
| Batch traceability | Per-unit or batch data? | Per-unit measurement logging at every station | Batch-level AQL sampling |
| Pre-certification testing | Do you pre-test before USAPA submission? | Full 5-parameter pre-test with compliance buffer | Submit directly to USAPA |
| Internal tolerance targets | Below USAPA limits? By how much? | Rt ≤35µm (vs 40), Rz ≤25µm (vs 30) | At or near USAPA limit |
To calibrate what “serious QA investment” looks like at the brand level: Selkirk has publicly documented a million-dollar R&D lab equipped with CT scanners and durability cannons. NexaPaddle operates at the manufacturing and OEM level—where that same engineering discipline applies to every production run, not just to showcase R&D. The standard we hold ourselves to is the same: instrument-verified data, not intuition.
The highest-rated pickleball paddles on the market aren’t a function of clever branding or sponsored athletes alone—they’re a function of the testing standards behind them. A factory that relies on visual inspection for surface roughness or skips PBCoR aging tests is a factory that will eventually cost you a product recall.
Ask these exact questions to any manufacturer you are currently evaluating. If they cannot name their profilometer, or if they don’t maintain internal targets below USAPA limits, they are exposing your brand to unnecessary risk. We build that protection directly into our paddles en fibre de carbone by treating quality control as an engineering discipline, not a suggestion.
The Real Cost of Skipping QA
Treating quality assurance as optional overhead is a costly miscalculation in the modern pickleball industry. USAPA certification currently costs a baseline of $4,500 per model and requires 8 physical paddle samples.
If your manufacturer submits a paddle that fails—because their surface roughness variance spiked to 42 µm on sample six, for example—costs compound quickly. One rejection cycle runs approximately $9,400 in total damages when accounting for the resubmission fee, replacement samples, and launch-window delay costs. For brands targeting professional-tier events, dual certification (USAPA plus the UPA-A standard) costs roughly $6,000 per model at baseline. A failed submission is not a minor inconvenience.
Beyond direct certification costs, tournament field testing failures carry brand damage that outlasts the lifecycle of the paddle itself. In the B2C market, customer return rates for poorly QC’d paddles routinely run 15–20%, while properly tested paddles hold at 8–12%.
For Amazon FBA sellers, that gap is existential. E-commerce platforms penalize high return rates through algorithmic suppression. A high return velocity buries your listing and renders your PPC spend worthless. Quality control is the ultimate safeguard for your margin, which is why our approach to raquettes de pickleball thermoformées NexaPaddle prioritizes long-term structural stability over production speed.
Questions Fréquemment Posées
What testing equipment does NexaPaddle use in its QA lab?
Our lab runs the Starrett SR-100 profilometer (the USAPA-specified surface roughness instrument), a calibrated PBCoR test rig, precision digital scales accurate to ±2g, digital calipers, a COF measurement device, standardized deflection force gauges, elasticity testers, and swing-weight testers. Every instrument is calibrated on schedule.
How does NexaPaddle ensure paddles pass USAPA certification on the first attempt?
We pre-test all five USAPA compliance parameters in-house before submitting a single sample for certification. Our internal targets sit below USAPA limits—35µm vs. the 40µm Rt ceiling, for example—giving us a built-in compliance buffer that absorbs manufacturing variance. For thermoformed paddles, we add an accelerated aging simulation to project PBCoR trajectory over six months before submission.
What is PBCoR and why does it matter for paddle testing?
PBCoR stands for Paddle-Ball Coefficient of Restitution—it measures how much energy the paddle returns to the ball on impact, quantifying the “trampoline effect.” The current USAPA limit is ≤ 0.43, tightened in November 2025. Thermoformed carbon fiber paddles are particularly vulnerable because their core material tends to soften with use, causing PBCoR to creep upward over time. Pre-testing against the aging curve is the only reliable way to avoid a compliance failure after a paddle is already in market.
How long does USAPA paddle certification take?
The standard certification timeline is 4–6 weeks, with a fee of $4,500 per model and 8 paddle samples required. A rejection resets the clock—meaning a single failed submission can cost your brand 3+ months of market delay. NexaPaddle’s pre-testing process is designed to improve first-submission pass rates by catching compliance issues before they reach USAPA.
Can I visit NexaPaddle’s QA lab or see test reports?
Yes. OEM buyers receive full testing documentation as standard—not on request, as standard. Factory visits are welcome for qualified buyers evaluating paddles personnalisés, and pre-testing reports are included in all OEM packages.
L'essentiel
Lorsque vous comparez des raquettes de pickleball—que ce soit en tant que joueur compétitif analysant les spécifications ou en tant que propriétaire de marque évaluant une chaîne d'approvisionnement—vous comparez finalement la discipline de fabrication qui se cache derrière elles. Les matières premières sont des commodités ; l'exécution de ces matériaux sous un contrôle qualité rigoureux est ce qui distingue une bonne raquette d'une excellente.
Les raquettes les mieux notées n'obtiennent pas ce statut uniquement par le biais de campagnes de marketing ou de soutiens de célébrités ; elles le gagnent en survivant au processus d'assurance qualité le plus rigoureux disponible. Une raquette n'est aussi bonne que la pire unité du lot. En intégrant des marges de conformité, en enregistrant des données spécifiques à chaque unité et en utilisant des instruments conformes aux normes USAPA comme le Starrett SR-100, nous éliminons les approximations dans la fabrication.
Le laboratoire QA de NexaPaddle est ouvert, entièrement documenté et conçu pour délivrer des raquettes qui passent la certification dès la première soumission. Si vous êtes prêt à bâtir une marque sur des normes de fabrication sans compromis, explorez notre Paddles Personnalisés ou contactez notre équipe d'ingénierie aujourd'hui.
Références
USA Pickleball — Amélioration des tests de raquettes lors des événements Golden Ticket (janvier 2026).
USA Pickleball NPRM 24-002 — Mise à jour des exigences de test PBCoR (novembre 2025).
Manuel des normes d'équipement USA Pickleball (édition 2025-2026).
Selkirk LABS — "À l'intérieur du laboratoire Selkirk : Comment les ingénieurs optimisent les surfaces des raquettes à l'aide d'un profilomètre" (2025).
Documentation interne sur la fabrication et le contrôle qualité de NexaPaddle (2025).
Helios Pickleball — "Comprendre les raquettes approuvées par l'USAPA."











